非圆曲线加工误差分析及编程参数的选择
2012-02-21刘振超
刘振超,史 红
(柳州铁道职业技术学院,广西 柳州 545007)
由于宏程序能够给变量赋值、变量之间可以进行数学运算和逻辑运算,以及可以使用各种条件转移等命令,使得任何可以用数学表达式表达出来的复杂曲线轮廓的加工,都可以用宏程序编写,而且该程序短小精悍,通常程序段极少会超过60行,即使是最廉价的机床数控系统,其内部程序存储空间也完全容纳得下任何“庞大”的宏程序,使用宏程序编程和加工,大大提高了数控设备的使用性能。
一般的数控设备往往只有直线插补和圆弧插补功能,在加工一些由数学表达式给出的非圆曲线轮廓时,是无法用普通编程直接加工的,只能用直线或圆弧去逼近这些曲线,即用逼近法加工,这时用宏程序来编写加工程序将会变得简单精确。
但是,曲线加工的精度和效率与宏程序编写的参数选择有密切关系。现以FANUCoi系统加工椭圆曲线轮廓为例,详细解析加工误差与参数选择的关系。
1 典型椭圆轮廓的宏程序
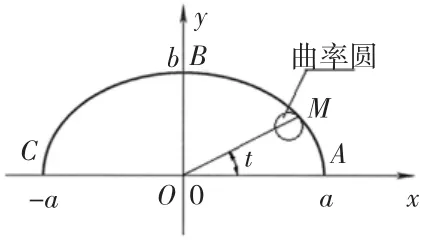
图1 椭圆轮廓
加工椭圆轮廓如图1所示,其宏程序编写方式通常有两种:
编程方式一(以角度t为自变量):
:
#1=a
#2=b
#3=0(曲线起始角度)
#4=180(曲线终止角度)
#5=△t(角度步进值)
#3=#3+#5(当前角度)
WHILE[#3LE#4]DO1(如果#3≤#4,循环1继续)
#10=#1*COS#3(当前X坐标)
#11=#2*SIN#3(当前Y坐标)
G01X#10Y#11F(△f)(曲线加工)
END1(循环1结束)
:
编程方式二(以X坐标为自变量):
:
#1=a
#2=b
#3=a(曲线X坐标起始位置)
#4=-a(曲线终止位置)
#5=-△X(X坐标步进值)
#3=#3+#5(当前X坐标)
WHILE[#3LE#4]DO1(如果#3≤#4,循环1继续)
#10=#3(当前X坐标)
#11=(#2/#1)*SQRT[#1*#1-#10*#10](当前Y坐标)
G01X#10Y#11F(△f)(曲线加工)
END1(循环1结束)
:
从上述宏程序的可知,编程参数有两种:一种是与曲线表达式有关的参数;另一种是与加工精度和效率有关的参数,如步进角Δt、X坐标步进值Δx以及切削速度F(Δf)等。
2 逼近误差的数学模型
将图1中曲线上任意点M附近段轮廓放大,如图2所示。在切削加工时以进给步长Δl代替微小弧长ds,由此产生逼近误差δ。
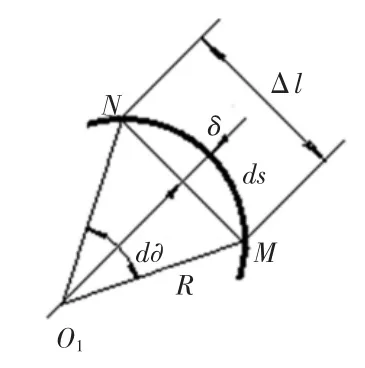
图2 逼近误差数学模型
图中:
R为曲率圆半径;
δ为逼近误差。
在△O1MN 中,有(Δl/2)2=R2-(R- δ)2,
经计算简化后得:

由此可见,逼近误差与进给步长Δl成正比,与曲率半径R成反比。显然,在一条非圆曲线中加工中,在曲线的曲率半径最小处逼近误差最大,即当R=Rmin时,δ= δmax。
对于加工零件的程序都有一个允许误差δy,且加工时要保证δ≤δy。因此,要控制逼近误差,可将式(1)改写为:

3 步进值的合理选择
由式(2)可知,只要找出一段曲线的曲率最大处,计算出其最小曲率半径即可求的符合精度要求的最大切削步长Δl。
3.1 计算最小曲率半径
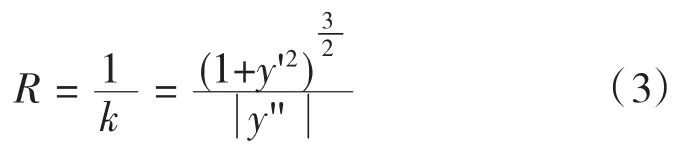
(1)若曲线方程为y=f(x),且二阶可导,如图2逼近误差数学模型所示,其曲率
∵tan α =y'有 α =arctan y',

根据式(3),将椭圆的相关参数代入计算得:

3.2 计算最大进给步长,求出切削自变量步进值
δy一般为零件公差的1/5~1/10,即:如果曲线轮廓公差δ=0.05,取上限1/5,得:
δy=0.01。将 Rmin=10和 δy=0.01代人式(2),
如果用Δt表示椭圆加工时的步进角,R表示椭圆轮廓上任意点M到椭圆对称中心O的距离,则有Δt≈Δl/R。取椭圆上的特殊点A开始,切削一个进给步长Δl,其所对应的步进角为Δt。在A点处,R=a=40,所以Δt≈Δl/R=0.894 4/40=0.022 36弧度 =1.281°。
根据解析方程可计算出进给一个步长L所对应的X坐标增量值Δx:

这样,当编写宏程序时以步进角Δt为自变量时,Δt≤1.281°可满足加工精度要求;如果以X坐标增量Δx为编程自变量时,X坐标以Δx≤0.01 mm递减就可以满足相应的加工精度。
因为逼近误差的模型和曲率半径的计算是对任意的连续曲线而建立的,因此依据同样方法,在对抛物线、双曲线等非圆曲线编程时,也可先找出要加工的轮廓段中曲率最大处,然后将方程的相应参数代人式(3)或式(4),求出最小曲率半径 Rmin,再将轮廓的允许误差Rmin一起代人式(2)即可得到轮廓加工的最小进给步长Δl,进而根据选定的自变量进行计算相应的步进值。
4 进给速度的合理选择
数控系统都有一个插补周期T,它决定了系统的运算时间和执行运动的时间,一般数控系统的插补周期为T=8 ms。
进给步长Δl与进给速度Δf、插补周期T之间的关系是:Δl=T×Δf。
如果以X坐标为编程自变量,且增量值为Δx时,则进给速度F(Δf)=Δx/T。
在实例1中,当以X坐标为编程自变量,且X坐标以Δx≤0.01 mm递减时,F(Δf)=Δx/T=60×0.01/0.008=75(mm/min)。显然步进值 Δx越小,插补节点越多,加工精度越高。如果数控系统的分辨率为0.001mm,且数控机床以Δx=0.001 mm切削时,则进给速度
结论:在实例1的椭圆轮廓加工中,如果允许误差δy=0.01 mm,其步进角是 Δt≤1.281°,X坐标步进值 Δx≤ 0.01 mm,切削速度 F(Δf)≤ 75(mm/min)。实例表明,步进值越小,精度越高,但切削速度越小,效率越低。切削速度的计算方法也同样适用于其他非圆曲线加工。
5 结束语
通常在编写非圆曲线加工的宏程序时,其步进值和切削速度的选择使凭经验取值,没有通过精确计算,结果是:步进值取大了,不满足曲线轮廓的公差要求,取小了切削效率低下,且不能准确调整切削状态,造成机床性能不能得到充分的发挥。
[1]殷晨晨,吴文江.基于弧长的椭圆插补新算法[J].组合机床与自动化加工技术,2012,(4):2-4.
[2]陈惠贤,姚运萍,段利英.基于数控加工的复杂曲面误差分析[J].组合机床与自动化加工技术,2006,(10):35-38.
[3]张棉好.椭圆数控编程参数的合理选择及宏程序实现[J].机械制造,2007,(6):34-36.