烘丝机清洗的新方法
2012-02-21吴文韬陶何刚
吴文韬,陶何刚
(广西中烟柳州卷烟厂设备保障科,广西 柳州 545006)
烘丝机是卷烟生产过程中的一道关健环节,烘丝机的筒体温度变化的多少对烘丝质量影响效大。由于长年的生产运行,在烘丝机由内筒进料螺旋管板及32组外筒管板上,积淀了大量的烟丝粉末及焦油垢等物质,烟垢经过长期烘干后变成焦块,混进烟丝中,严重地影响了烟丝的加工品质。另一方面,烟垢覆盖在热交换板上,阻隔热交换板与烟丝之间的热交换,严重影响了烘丝机热交换效率,使设备性能下降无法保证每批烟丝的烘丝品质,因此保持烘丝机筒体内部清洁的要求越来越受到人们的关注。
在卷烟制造过程中,SH317C型滚筒管板式烘丝机(秦皇岛烟机有限责任公司生产)是实现烟丝干燥和水份控制的关健工艺环节,其功能是对回潮后的叶丝进行烘干处理,使烘干后的叶丝水分达到(11~14)%±0.5%,满足卷烟工艺要求。同时,叶丝在烘干过程中产生膨胀,膨胀率可达12%~24%,具有理想的叶丝填充值,可有效降低卷烟耗丝量,产生明显的经济效益[1]。
1 烘丝机的结构和工作原理
SH317C管板式环形烘丝机内部结构是由进料螺旋管板及外筒管板组成,烟丝通过进料螺旋管板及外筒管板来进行热交换以达到控制烟丝水分的目的。
当烟丝经加温加湿后送入烘丝机内,经筛网进入内外筒组成的干燥环形空间内,热风系统将一路热风由进料端或出料端送入筒内,与烟丝成顺向或逆向流动并与烟丝充分接触,实现热气流的排潮干燥,并流至出料端或进料端的排潮口排出。同时,将另一路热风由进料端送入筒内,对烟丝进行预热处理,其工作示意图见图1。
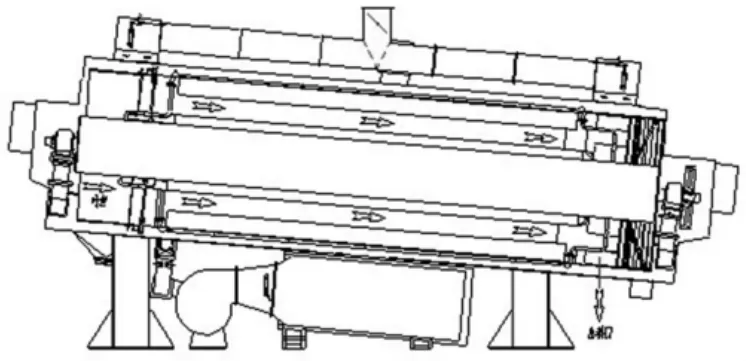
图1 烘丝机工作示意图
当烟丝在环形空间内从32组炒料板不断翻滚下滑(见图2)后,与内外筒体加热器及热风充分接触,达到烘丝目的,并从出料端排出。筒体加热器温度的高低及稳定在烘丝过程中起主要作用,而热风起调节作用。两者之间的稳定及配合从而保证烘丝效果和出口水分的稳定[2]。
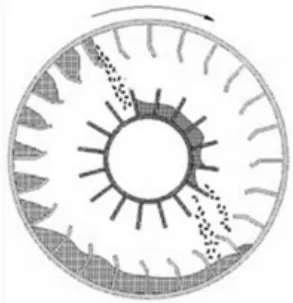
图2 烘丝筒剖面图
2 问题的提出
目前,我厂对烘丝机的内部保养是通过烘丝机开启,用清水进行自动清洗。因烘丝机内部空间狭小,保养人员无法进入烘丝机内部进行清洁保养,更无法将烟垢清理干净。由于烘丝机在长年的生产运行中,在滚筒内进料螺旋管板及内外筒管板上,积淀了焦油垢、烟末及烟垢等物质,烟垢覆盖在热交换板上,阻隔热交换板与烟丝之间的热交换,严重影响了烘丝机热交换效率,设备性能下降使得烘丝批合格率变动较大。另一方面,烟垢经过长期烘干后变成焦块,混进烟丝中,严重地影响了烟丝的加工品质。因此需要采用专门的方法对内部空间狭小的烘丝筒内部进行清洁保养。
3 清除烟垢的措施
3.1 清除烟垢的方法
在实际的工作中,我们总结出了几种清除烟垢的方法,并对它们各自特点进行简要叙述。
(1)高压喷水清洗。因烘丝机的管板是用不锈钢薄板制作的,我们考虑采用高压喷水清洗,因烟垢粘结而无法完全清除,清除效果不理想。
(2)喷砂。采用喷砂对烘丝机进行清理,其清理效果较好,但是因管板是由不锈钢薄板制成,用喷砂方式对管板造成损害。另一方面因喷砂需要人员进入烘丝机内进行作业,因烘丝机内部空间狭窄在清理时粉尘较大,对人员健康以及环境造成污染也不适合。
(3)派人进入烘丝机内进行铲出处理。因烘丝机内部是不锈钢薄板制作的而且空间长而狭小,人不能进入其内部进行铲出。
(4)采用化学除垢。经过充分咨询论证,我们决定引入“化学渗透+高压水射物理清洗”方法对烘丝筒进行清洗保养。我们选用了一种水溶性强力化油剂,其能迅速渗透,乳化多种油污,尤其对厨房地板、墙面、菜板、食品机械、排气扇、抽油烟机等。动、植物油污及部分机械油污有卓越的乳化去污性能,还可以对防水耐碱表面的原珠笔墨渍等污垢有清除效果,令清洁表面恢复如新。适用于:厨房、工厂、机修、食品加工及餐厅地面、地毯的除油清洁。
3.2 具体方案
(1)首先,采用喷雾设备在烘丝筒进料口,将调配好一定比例浓度的某品牌水溶性强力化油剂溶液,均匀循环地喷洒在烘丝机滚筒内外筒部管扳表面,每隔一定时间由操作工转动烘丝机一定的角度,使强力化油剂溶液能与烘丝机内部的烟垢进行充分渗透、使烟垢中的焦油和强力化油剂溶液发生乳化反应从而发生疏松、脱落。
(2)在清洗液喷洒4~5 h后,烘丝机内部表面的烟垢出现了疏松状态。
(3)然后,通过施工作业工人,持高压水枪进入烘丝机滚筒进料口中,用300~400 Pa压力的水流,对烟垢进行剥离清洗。
(4)在清洗过程中,烘丝机在操作工人的配合下,不断变化清洗筒内的表面。
(5)最后用清水,将滚筒内表面剥离下的烟垢和积水冲洗干净。
4 清洗后效果测试内容及要求
(1)预热状态确认
经对清洗前后预热状态对比,预热状态烘丝筒各项指标稳定,清洗前后烘丝筒各项指标无异常。
(2)生产过程状态确认
对清洗后第一批生产过程跟踪,筒壁温度能控制在140℃,热风温度控制在 100℃,出口含水率控制稳定,加香后含水率符合工艺要求,生产过程控制状态正常。清洗前后的生产状态对比,如图3、图4所示。
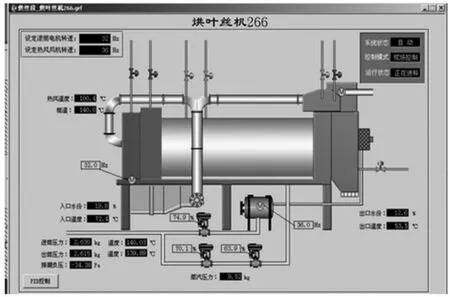
图3 清洗前生产状态
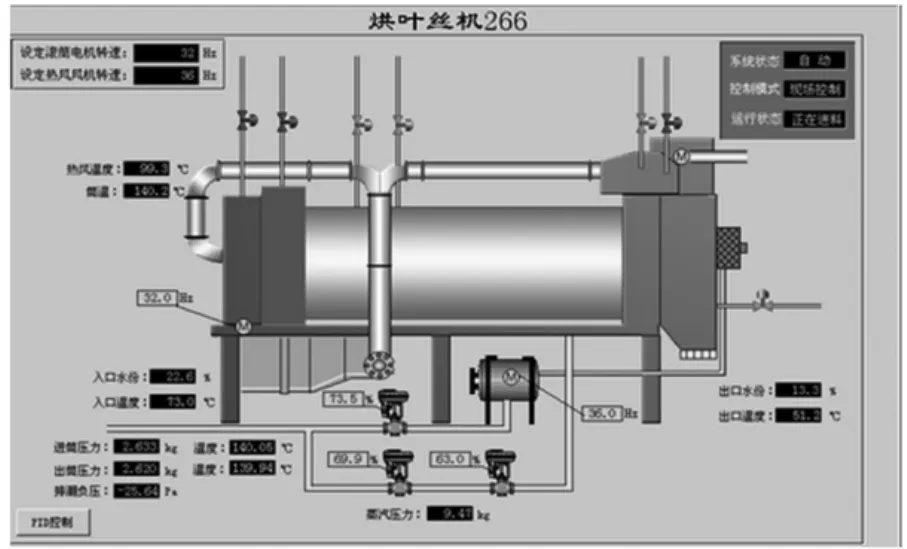
图4 清洗后生产状态
(3)过程控制稳定性
比较清洗前后制丝段过程参数,工段综合质量正常,如表1所列。

表1 清洗前后烘丝测试数据对比
(4)成品品质
在清洗后,烘丝成品综合品质符合工艺要求,如表2所列。
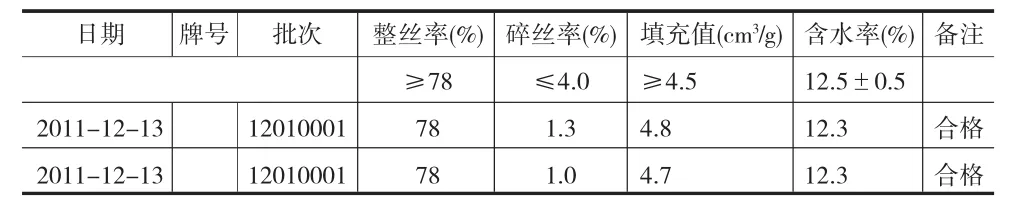
表2 清洗后烘丝质量
5 结束语
在烘丝机清洗后,烘丝成品综合品质稳定,设备生产过程运行正常,清洗效果较好,达到预期目的。