铝合金材料薄壁零件精密车削技术
2012-02-21邹彦龙
邹彦龙
(中国工程物理研究院,四川 绵阳 621900)
薄壁零件刚性差,强度弱,在加工中极容易变形,使零件的形位误差增大,不易保证零件的加工品质,属于难加工零件,且不同于其它常规零件的装卡。在使用数控车床以来,已先后进行了各类薄壁零件的车削加工,经过不断改进和反复实验,通过采用选用合理的切削刀具、优化切削参数、工件的装夹,并充分地考虑工艺问题对零件加工品质的影响,有效地克服薄壁零件加工过程中出现的变形,保证了加工精度,积累和总结了对薄壁零件的加工技术和经验。
1 加工技术难点
铝合金材料薄壁零件加工难点有以下两个方面:
(1)材料切削性能差
铝合金材料塑性大,导致强烈的切削变形,从而造成在加工时,切削力和切削热的增加;由于材料的导热系数低,使得切削区内形成较高的切削温度,造成刀具的剧烈磨损而失效;该材料与大多数刀具中的合金元素会发生亲和反应,使得材料黏刀严重,进一步加剧了刀具磨损,影响了产品的加工品质和加工效率。
(2)零件加工精度要求高
铝合金材料薄壁零件是典型的薄壁弱刚性零件,尺寸和形位精度要求较高:薄壁零件口径约200 mm、壁厚1.5 mm、型面尺寸公差要求为0.036 mm,轮廓精度0.025 mm,加上材料的难切削性,零件加工品质的控制难度进一步增大。
因此,铝合金薄壁零件的加工需要解决材料难切削性的根本性问题,并可以从切削刀具、切削参数选择、加工工艺路线、装夹方式等方面,解决零件加工技术难题。
2 加工技术措施
2.1 刀具材料的选择
机械加工刀具对加工品质具有决定性的作用。由于加工工件较薄,既要保证刀具系统在切削过程中具有良好的刚性,又要保证刀具不能与工件在切削过程中发生干涉。在常规的刀具材料中,高速钢为W18Cr4V,硬质合金是由WC、TiC、TaC、NbC等金属碳化物与金属结合剂烧结而成,常规的刀具硬质涂层材料为 TiC、TiNC,与铝合金(V5Cr5Ti)都含有性质相近的化学组成元素。因而,在实际切削加工中,受化学亲和等因素影响而表现出了明显的切屑粘刀现象,刃口磨损较为严重。因此,选择切削铝合金的刀具材料的原则是:刀具材料或涂层材料与铝合金的亲和性要尽可能小。
根据生产中有关刀具的实践经验及刀具材料性能分析,选择了YG8、肯纳K313和肯纳KC5010三种材料刀具进行切削试验,如表1所示。在加工中发现,YG8刀片迅速磨损钝化,对产品表面造成挤压,无法继续有效切削;而肯纳KC5010刀片的耐磨性和抗扩散能力优于K313刀片,其表面为TiAlN涂层,具有硬度高、氧化温度高、热硬性好、附着力强、摩擦系数小、导热率低等优良特性,由于有较高的Al浓度,在切削加工时涂层表面会生成一层极薄的非晶态Al2O3,从而形成硬质惰性保护膜,降低了刀具与铝合金材料的化学亲和力。因此,最终选择肯纳KC5010刀具进行加工。
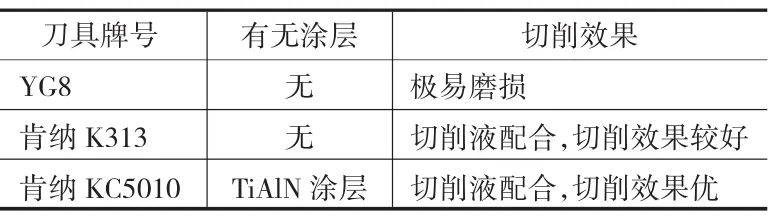
表1 各刀具切削铝合金试验效果
2.2 刀具参数的选择
铝合金薄壁零件为薄壁弱刚性零件,其加工刀具的几何参数必须有利于形成锋利、易散热的切削刃。刀具应选取较大前角γ0,减小前刀面挤压切削层时的塑性变形,从而减小切削力和切削热;在切削厚度较小或加工材料较粘时,采用较大的后角α0能够降低磨损;同时,为保证切削刃和刀头的强度,切削时必须有一个适当的楔角β0,因此,刀具前、后角的选择需综合权衡。
通过车削试验,最终选择刀片前角15°~20°、后角7°~10°,刀尖圆角r0.2,刀片槽型为大前角,刃口锋利,前刀面进行了抛光处理,切屑流动性好,不容易产生粘接磨损,耐磨损较好。采用上述刀具几何参数,可降低切削抗力和刀具磨损,最终达到了减少工件变形的目的,如图1所示。
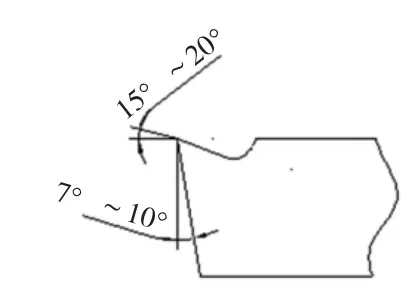
图1 刀具几何参数
2.3 切削参数
综合考虑铝合金塑性大、强度低的切削特点,要实现铝合金薄壁零件的切削加工,关键是必须实现切削速度、进给率和切削深度的平衡。由于材料粘刀,切削采用较小转速,零件表面的粗糙度很差,如果提升转速,能有效降低粗糙度值,但刀具磨损加剧;由于刀具刀尖圆角很小、强度较低,因此,在车削时应采用小切深方案。综合多次切削试验,权衡提高表面光洁度、刀具耐磨性以及切削区域温度的控制,确定了适用于铝合金材料薄壁零件的加工参数:主轴转速为320 r/min~380 r/min,进给量为0.05 mm/r~0.1 mm/r,切深为 0.1 mm~0.2 mm。
另外,在铝合金切削加工过程中,当温度较高时,铝合金与氧气充分接触后,容易产生积屑瘤,冷却润滑液选用煤油、机油1:1的混合液。机油的作用是润滑切削区域,使切削流畅,不产生积屑瘤,降低工件表面粗糙度,煤油是降低切削加工中的切削热。因此,实际加工过程中,应紧闭数控机床门,采用切削液充分冷却切削区域。
2.4 加工工艺过程
在精密数控车床上进行铝合金薄壁零件的加工,结合以往薄壁零件的加工经验,装夹上采用真空负压吸的方式,减少装夹变形,如图2所示。当车内形面时,按工件外形面配车吸具定位面,吸附位置在工件45°左右球面处,防止装夹变形,并在工件口部箍上橡皮圈避免工件切削颤动。
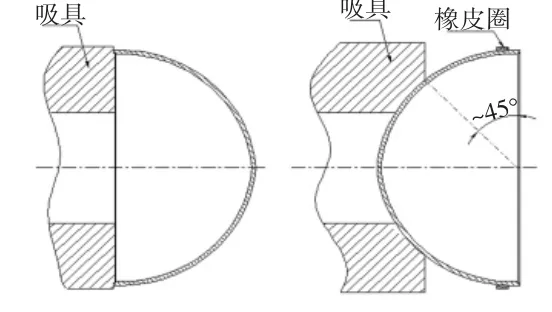
图2 铝合金薄壁零件装夹示意
在工艺路线上,采用粗—半精—精车的方式,但需严格控制切削余量及吃刀深度,防止工件产生变形,精加工顺序为先内后外;由于产品塑性变形较大,通过研磨基面,反复修整内、外型面轮廓达到零件的尺寸精度要求;在加工外形面时,根据工件口部内圆配车定位盘止口,加工后零件口部有张口的现象,因此,在加工中留量测量口部外圆尺寸,掌握变形量,从而调整加工尺寸,保证零件的壁厚要求。
通过采取上述措施,能够较好地解决铝合金薄壁零件加工中的变形和表面品质问题,产品的品质得到有效保证。
2.5 加工效果
通过优选刀具材料、刀具几何参数,并通过切削试验优化切削参数,结合合理的工艺方法及冷却、润滑措施,完成了铝合金材料薄壁零件的车削加工。产品的尺寸精度、形位公差及表面品质完全满足设计要求。
3 结束语
实践证明,通过对铝合金材料薄壁零件的加工,进一步总结摸索出了产品的加工方法及保证产品品质的有效控制措施。对铝合金材料的切削性能、刀具的选择、切削参数的优化及加工过程的安全控制措施有了充分的认识,解决了加工过程中的让刀和振动现象,可为类似产品的加工提供借鉴经验。