瓦斯气回收螺杆压缩机振动故障分析与处理
2012-02-21曾钦繁莫才颂
曾钦繁,莫才颂
(1.茂名市生产力促进中心,广东 茂名 525000;2.广东石油化工学院,广东 茂名 525000)
某石化油品车间气柜瓦斯气回收螺杆压缩机组的主要作用是:将炼油厂排放的过剩瓦斯通过压缩增压后,输运到社会中使用,从而避免排放燃烧造成环境污染,以此节约了资源,增加了企业效益。该机组有两台压缩机,于2004年安装投入进行,自2011年以来频繁出现机械故障,致使每次运行周期极短,只有10天左右。所以,机械故障已成为迫切需要解决的问题。
1 螺杆压缩机性能参数及工作原理
1.1 性能参数
螺杆压缩机性能参数为:压缩机型号为LG30/0.8;容积流量为30 m3/min(入口状态);吸气压力为0~10 kPa(G);吸气温度为-10~40℃;排气压力为0.6~0.8 MPa(G);排气温度为≤80℃;润滑油压为0.3~0.6 MPa(G);密封油压为0.8 MPa(G);循环量为100 L/min;柴油油压为0.2~0.4 MPa(G);循环量为8~12 T/h;电机功率为220 kW;转速为2 950 r/min。
1.2 工作原理
螺杆压缩机机壳由进气座、气缸体、排气座、前端盖和后端盖等部分组成,如图1所示。其阴阳转子之间、转子外圆与气缸体之间以及转子端面与气缸端面之间均保持极小的间隙,在压缩气体过程中,既保证没有摩擦又起到密封作用,可以使压缩机达到较低的漏气损失和机械磨损的目的,从而获得较高的效率。间隙是由同步齿轮和轴承保证的。考虑到热膨胀对气缸内极小间隙的影响,喷入柴油进行冷却,控制气体的出口温度小于80℃。经压缩后的气体,通过分液罐使其与柴油分离,气体被输送到瓦斯管网,而柴油经冷却后循环使用。阳转子有四个凸齿,阴转子有六个凹齿,两个转子直径相同,转子齿顶上和端面上加工有精致的密封棱边。两个螺杆转子的传动比和两个大小同步齿轮的传动比完全相同。
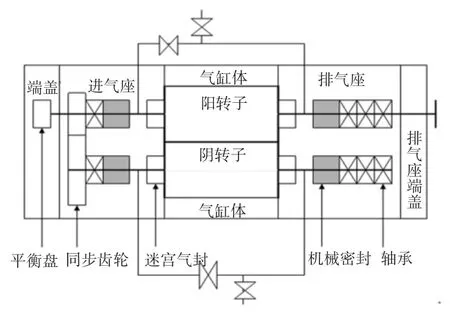
图1 螺杆压缩机构件示意图
2 故障原因分析
2.1 故障形式
压缩机的主要故障形式表现为:在运行过程中,振动超标、声音大。
2.2 故障原因分析
通过检修记录和现场设备实物分拆后对比,针对压缩机振动超标、声音大的问题等进行分析,找出所有造成压缩机产生故障的末端因素。根据其工作原理,造成压缩机故障的原因通常有如下几种情况。
(1)机组联轴器对中
机组进气座轴承箱部位水平振动值最大,在10.5~13.0 mm/s之间,严重超标,而且运行声音较大,可能与对中有关。于是重新打表测量,发现偏差很小,外圆和张口都小于0.05 mm。
结论:可以排除联轴器对中原因。
(2)气缸内积液、冷却柴油喷入过量、介质流量影响
在开机前,打开气缸底部的排污阀,排干积液,在开机后,振动现象仍然很大,打开排污阀发现泄露的瓦斯气中有大量柴油,关小柴油入口阀,振动有所降低(降低2~3 mm/s)。为了考虑瓦斯气介质的流量对振动是否会有影响,继续对其进行试验,通过开关出口阀控制介质流量,机组振动的变化不是很明显。
结论:压缩机开机前必须排空气缸内的冷却柴油,否则压缩机启动负荷大或不能启动。在运行过程中,冷却柴油过量会造成压缩机振动,应该在保证机组出口温度小于80℃的情况下,使冷却柴油循环量尽量少。因此,介质流量变化对机组振动没有明显影响。
(3)轴承方面原因
机组运行声音较大,有较轻异常声响。在两端轴承箱部位采集振动数据,在频谱图上可以看出机组阳、阴转子的运行工频分别是49.5 Hz和33 Hz,振动幅值较高,它们的二倍频、三倍频……振动幅值迅速减小,由于一倍频(工频)振动幅值比较突出,有可能存在转子不平衡问题。把压缩机两端的轴承型号输入软件中,频谱图上出现该类型轴承的外圈、内圈、保持架、滚动体的振动频率标识线,发现每个轴承的四个振动频率振幅很小。
结论:压缩机两个转子有可能存在不平衡,只能在压缩机解体后对两个转子做动平衡试验。轴承的振动频率振幅很小,轴承没有故障,可以排除轴承原因。
(4)转子内是否有异物
瓦斯回收螺杆压缩机以前出现过气缸入口部位结满硫磺结晶体的情况。通过拆卸检查压缩机吸气过滤器,相对干净,气缸内部也比较干净。
结论:压缩机盘车也没问题,可以排除气缸内存在异物。
(5)出入口管线与机组振动频率形成共振
机组出入口管线振动较大,很有可能影响到机组。拆除进出口法兰短节,用空气对机组试车,机组振动的变化仍然不明显。测量基础和底座振动,比较小,这表明问题还是出在机组本身上。
结论:频率形成共振不是主因。
(6)联轴器
联轴器是膜片式,运行时没有异响,检查对轮、短节和膜片也没有损伤或裂纹。
结论:可以排除联轴器原因。
(7)同步齿轮磨损与松动
同步齿轮的作用保证两个螺杆转子之间的啮合间隙以及反转时转子型面背部不擦碰。阴转子上的被动同步齿轮由轮毂和厚、薄齿三大件组成。阴阳转子间的啮合间隙以及同步齿轮的啮合侧隙就是分别依靠轮毂和厚齿、厚齿和薄齿的相对角度关系调整获得的,如图2所示。打开外端盖,检查大小同步齿轮,发现同步齿轮大齿轮有三个齿的工作面存在剥落,出现点蚀(见图3),有很明显的点蚀坑(见图4),而且齿轮的齿面磨损严重,齿轮的渐开线齿廓遭到严重的破坏,从而在齿轮啮合的时候,产生了空回,造成了大的振动和噪声,而圆锥销和紧固螺钉没有松动迹象。
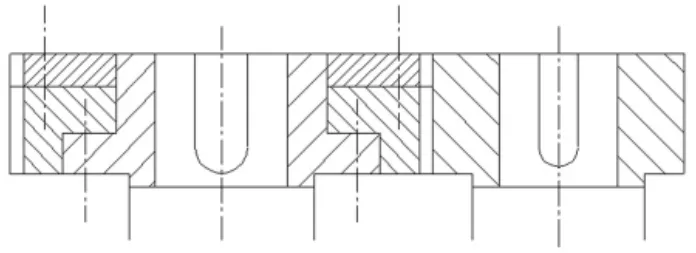
图2 同步齿轮示意图
图3 点蚀
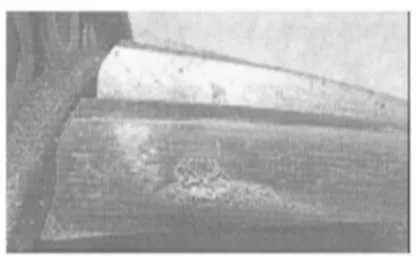
图4 点蚀坑
结论:同步齿轮的齿面磨损与齿面点蚀是造成故障的主要原因。
(8)螺杆啮合间隙、螺杆排气端面间隙与同步齿轮啮合侧隙
螺杆啮合间隙、螺杆排气端面间隙、同步齿轮啮合侧隙,这三个数据保证了螺杆压缩机两个转子以及气缸之间有很小的间隙,在运行时不接触。而且这三个数据是可以调整的,如果调整不当,就会发生转子之间、转子与定子之间碰磨,造成事故。
用塞尺测量螺杆啮合间隙,发现圆弧侧啮合间隙为0.10~0.13 mm,摆线侧啮合间隙为0.40~0.45 mm,存在严重失调现象。用两个杠杆百分表测量同步齿轮啮合侧隙为0.04 mm,在0.03~0.06 mm的标准以内。
结论:螺杆啮合间隙失调是主要原因。
3 故障处理措施
(1)减少柴油循环量。
(2)重新更换同步齿轮大齿轮,按技术要求装配。
(3)调整螺杆啮合间隙。
松开厚齿和轮榖之间的圆锥销和螺钉,使厚齿和轮榖之间发生轻微转动,反复操作和测量,直到螺杆齿型两侧啮合侧隙基本相同为止。此时,圆锥销孔已轻微错位,用1:50圆锥铰刀铰孔,在圆锥销上涂红丹粉检验合格后,打紧圆锥销。
(4)效果检查
组装进出口法兰,机组重新试车,振动值降低很多,轴承箱部位水平振动值:进气座4.2~5.8 mm/s,排气座2.2~.4 mm/s之间,在合理值范围内,运行声音也有所降低。
4 结束语
通过减少柴油循环量、更换同步齿轮与重新调整螺杆啮合间隙,使机组的振动值降低很多,进气座振动平稳,机组安全运行,保证了过剩瓦斯的输运,避免了火炬燃烧的环境污染与可能发生的转子碰磨事故,为企业增加了效益。
[1]尤祥胜.往复式空气压缩机振动故障诊断[J].压缩机技术,2006,(4):19-22.
[2]刁爱民.某型高压空气压缩机故障分析和对策[J].流体机械,2006,(8):45-47.
[3]韩德生.螺杆空气压缩机常见疑难故障分析及处理[J].化工机械,2009,(6):629-631.
[4]钞生霞.往复式压缩机管道系统振动原因分析及对策[J].北京联合大学学报,2011,(9):38-40.