R32凿岩钎杆的失效分析及防止措施
2012-01-25陈东梅
陈东梅
(中国五矿鲁中矿业有限公司机械厂,山东莱芜271113)
0 引言
在凿岩过程中,由于岩石的不均匀性,孔底的不规则度,钎杆的弯曲,打击的偏心,系统的振动,钎头和孔底接触情况的变化,凿岩机活塞打击的不均匀性,冲洗水的影响,钎杆中弯曲波和上次打击残留波的叠加,波的衰减和耗散一系列因素的影响和交互作用【1】,钎杆的服役条件相当复杂、恶劣,直接影响其使用寿命,并导致钎杆的最终失效。其失效形式主要有:连接螺纹的磨损,钎杆的疲劳破断和脆性破断,其中破断是影响国产钎杆寿命的最主要的失效形式,主要发生在螺纹部位和螺纹与杆体的过渡区域。
R32凿岩钎杆的早期失效,不仅影响生产的顺利进行和危及操作人员的安全,并增加凿岩作业的辅助时间,降低了凿岩效率,同时还消耗了大量的优质钢材。因此研究R32凿岩钎杆早期失效的防治措施,一直是矿山凿岩工具的一个重要课题。
1 钎杆连接螺纹的磨损
在凿岩工作时,钎尾、钎杆、钎头组成凿岩钎具组,钎具组各部件之间的螺纹连接上紧后,由于螺纹加工误差,它们之间仍然存在间隙。在高频冲击作用下,内外螺纹之间产生高频撞击。在其接触点(线或面)上,形成磨损坑。即使螺纹的加工精度高,在高频冲击应力作用下,也会在两个螺纹表面之间发生小振幅的相对振动,产生振动磨损。当钎杆螺纹精度不高时,振动磨损将加速,当磨损速率大于疲劳裂纹形成速率和裂纹扩展速率时,螺纹之间间隙扩大,磨损加快,产生冲击磨损。导致钎杆连接螺纹的磨损失效。
2 钎杆的疲劳破断和脆性破断
2.1 疲劳破断
钎杆的疲劳破断发生在连接螺纹、杆体和螺纹与杆体的过渡区三个部位,大多发生在螺纹根部。因为在凿岩时,是由数支钎杆组合起来的钎杆组,而螺纹根部则如悬臂梁的支点,且端面相对较小,又有切削加工的刀痕和热处理引起的应力集中,同时承受复合循环应力和工作介质的腐蚀作用。更重要的是在应力传递过程中,该部位的截面变化引起应力波幅的剧烈变化。因而钎杆螺纹根部的受力条件最差。
钎杆的疲劳破断是由于疲劳源引起的,凿岩时在高频复合循环应力作用下,形成疲劳裂纹,裂纹逐步扩大,最终造成钎杆失效。钎杆疲劳破断可以分为如下三个阶段:
(1)在循环应力作用下,钎杆的局部缺陷产生疲劳源,疲劳源转变为微观裂纹,微观裂纹逐步发展,形成宏观裂纹。
(2)宏观裂纹发展,并使钎杆截面有效面积减小。
(3)当钎杆截面有效面积减到不足以承受工作载荷时,便发生脆性断裂,钎杆失效。
钎杆的疲劳源起源于其本身的薄弱部位。如:内部的非金属夹杂物、磨损、表面缺陷、裂纹、伤痕、脱碳、腐蚀等。特别是应力腐蚀最容易产生疲劳源。
2.2 钎杆的脆性破断
由于钎杆在缺陷处,如夹杂、偏析、压痕、折叠、锤伤或断面变化过于剧烈、以及热处理操作控制不当,产生过热、过烧以及硬度过高等,造成钎杆强度低、塑性差或者应力集中严重,使用中裂纹发展极为迅速,产生钎杆脆性破断,导致钎杆凿岩寿命很低,早期失效。
随着计算机应用技术的不断成熟,网站和软件开发在近年来快速发展,并由原来传统的单机应用架构演变为分布式集群应用架构,零散的数据经过分布式应用架构体系集中统一管理,网络数据信息爆炸的时代带来的效应就是大数据技术的产出,进而推动分布式计算和未来智慧城市的发展。
3 钎杆发生早期失效的原因分析
图1、图2是我厂在2011年8月某批生产的R32凿岩钎杆在井下生产过程中发生的早期断裂(脆性破断)金相检测图。从图中可以判断钎杆的断裂原因与热处理不当有关。根据表面碳含量,钢中合金元素及淬火温度,渗碳层的淬火组织大致分为两类。一类是表面无碳化物,自表面至中心,依次由高碳马氏体+残留奥氏体逐渐过渡到低碳马氏体。另一类在表层有细小颗粒状碳化物,自表面至中沁渗碳层组织依次为:细小针状马氏体+小量残留奥氏体+细小粒状碳化物→高碳马氏体+残留奥氏体→逐步过渡到低碳马氏体。如图1,钎杆的渗碳层显微组织为马氏体且渗碳层表面有裂纹。说明渗碳后慢冷时组织不均匀即致,渗碳后室冷时,在表层马氏体下面保留了一层未转变的奥氏体,后者在随后的冷却过程中或室温停留过程中转变为马氏体,使渗层完成共折转变,或加快冷却速度,使渗层全部转变为马氏体加残留奥氏体。图1和图2表明,淬火时钎杆中心点的冷速达到或超过该钎钢的临界淬火速度,整个杆体从表到里都淬成了马氏体。杆体外表面硬度为HRC57,基体硬度为HRC55。使钎杆的淬硬层硬度和钎杆的心部硬度整体偏高,钎杆抗冲击性能降低,引起钎杆早期断裂。

图1 渗碳层组织,马氏体,有裂纹。500X
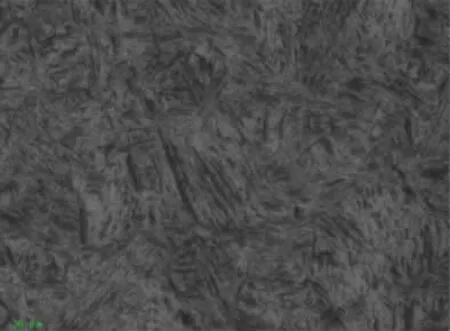
图2 基体组织,马氏体。500X
4 防止钎杆早期失效的措施
4.1 原材料的控制
中空钢材是制造凿岩钎杆的主要原料,其质量直接影响到钎杆的使用寿命。国外中空钢材生产从废钢进料时就开始实施控制,对冶炼废钢进行选料、严格区分废钢成分、去除影响使用寿命的元素。在生产中严格控制气体含量和夹杂物等级,保证钢材的内在质量。由于受生产工艺及设备工艺等多种因素制约,国内在钢材质量提高方面略有滞后。
要生产优质的凿岩钎杆,就必须有优质的原材料。凿岩钎杆用中空钢材要求几何尺寸规范,钢材的屈服强度、抗拉强度、表面硬度、外表面及钎杆内孔脱碳都有严格规定。也就是说,用作R32凿岩钎杆的中空钢材,应该具有杂质含量少,几何尺寸规范,抗拉强度大和微观组织结构合理的特点。我机械厂用R32中空钢材化学成分,机械性能和几何尺寸见表1,表2,表3。

表1 化学成分

表2 尺寸外形及允许偏差mm
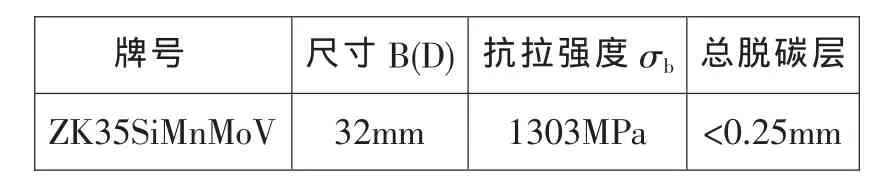
表3 机械性能
钢材表面不得有裂纹,结疤,夹杂,折迭缺陷。表面上的局部缺陷应予清除,清除深度从公称尺寸算起。应不大于该尺寸的公差;深度小于尺寸公差之半的个别划痕、压痕、麻点可不清除。
4.2 钎杆直线度的控制
钎杆的直线度对钎杆的使用寿命有重大影响。钎杆的直线度不好,会使钎杆在偏心状态下工作,不但损失冲击功,而且会产生弯曲应力,增大钎杆疲劳破断的几率。在钎杆加工过程中我厂采用钎杆毛坯料和成品两道校直工序。合格的中空钢材进厂后,首先下料,然后逐支进行直线度检测。对弯曲度超过规定的要进行校直。校直工序采用63吨单柱校正压装液压机,使钎杆的直线度严格控制在1mm/m范围内。通过控制两端冲击端面和螺纹轴线的垂直度,保证多支钎杆联结的直线度,以降低钎杆组的弯曲度。
4.3 钎杆联接螺纹的控制
联接螺纹及过渡区域是钎杆的最薄弱环节,合理处理该部位结构对提高钎杆使用寿命起到至关重要的作用。联接螺纹的加工采用FFC-120型仿型车床,退刀槽及圆弧过渡处不得有刀痕之类的机加工缺陷,平滑过渡,以增加钎杆的柔性、减轻应力集中。R32中深孔钎杆的螺纹的参数尺寸及结构图见图3。
4.4 钎杆热处理工艺控制
4.4.1 钎杆的热处理工艺要求
恰当的热处理工艺能够最大限度地发挥材料的潜力。35SiMnMoV中空钢材采用渗碳,淬火工艺是合理的。渗碳处理能增加表面含碳量,经过淬火可以显著提高钎杆的抗弯、抗压及接触疲劳强度,同时使钎杆获得高强度的表层和高韧性的心部相结合,且表层可获得残余压应力。通过对炉气碳势的控制达到对渗碳组织及其含碳量的控制。较细的表层及心部的晶粒度,可以增加钎杆整体的强韧性。因此,对钎杆的热处理工艺要达到如下要求:
(1)渗碳层深度:(0.6-1.0)mm;渗碳浓度(0.8-1.0)%;
(2)钎杆螺纹表面硬度:HRC50-60;杆体表面硬度:HRC42-50;基体硬度:HRC35-45;
(3)表面晶粒度:9-11级;心部晶粒度:8-10级;
(4)渗碳后表层显微组织:马氏体+少量残余奥氏体+少量粒状碳化物;心部显微组织:低碳马氏体。
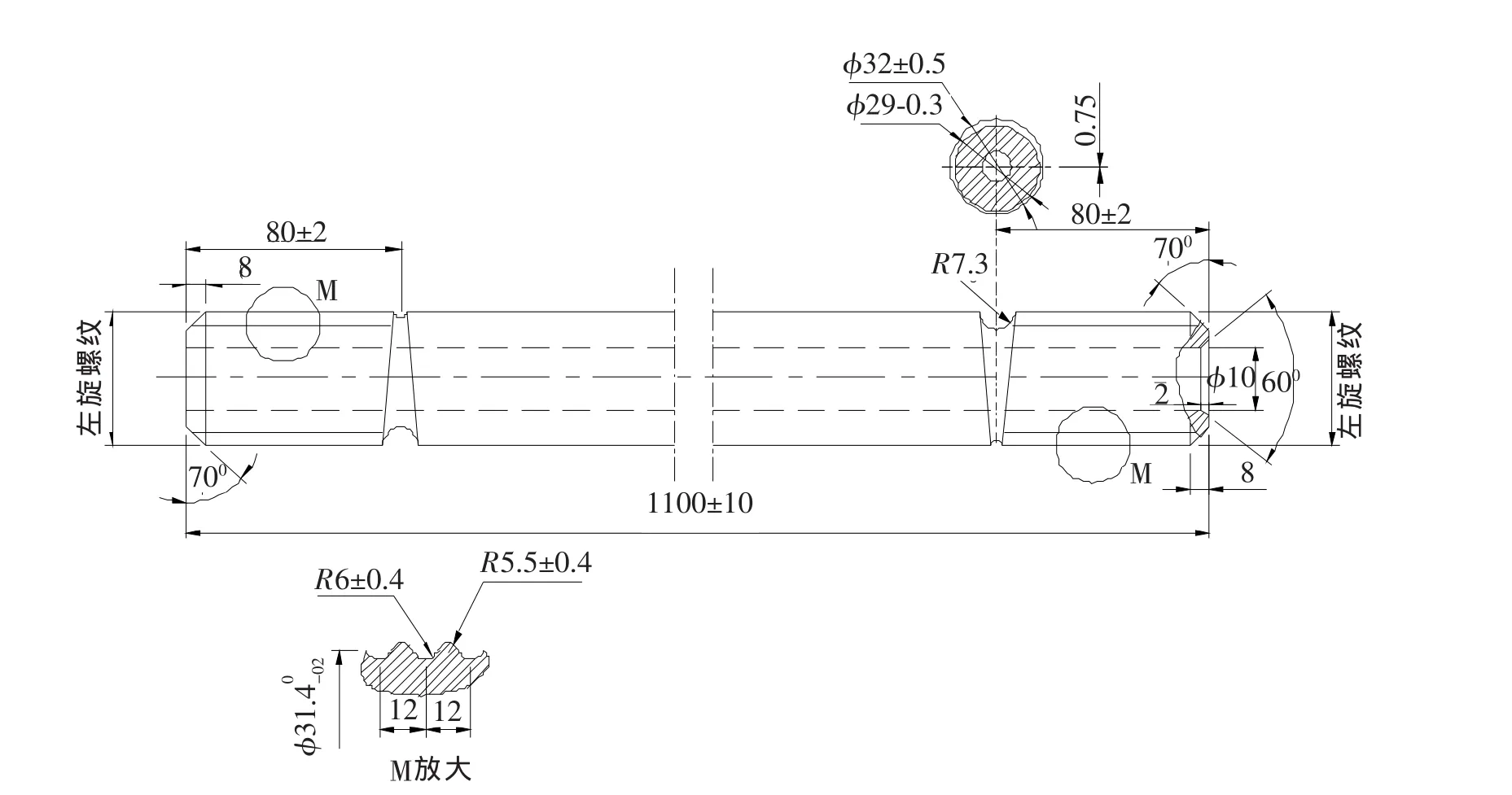
图3 R32中深孔钎杆结构图
渗碳时碳势过高,容易在渗层中形成大块碳化物和网状碳化物。这种形态碳化物的存在,使渗层脆性增加、疲劳强度大大降低。所以,应将碳浓度控制在(0.8-1.0)%,以避免网状碳化物的出现,并且可以保证在渗碳层中存在微量的、弥散分布、圆整度较好的粒状碳化物,满足在韧性下降不多的前提下,进一步提高强度和耐磨性。在渗碳层中无论是表层还是心部要存在少量的残余奥氏体。残余奥氏体是薄膜状包裹在马氏体边界,能缓冲马氏体领域产生的互相接触碰撞,从而延缓疲劳裂纹的扩展。
4.4.2 钎杆的渗碳热处理工艺
钎杆渗碳的工艺特点是,将钎杆在增碳的活性介质(渗碳剂)中加热到高温(900-950℃),使碳原子渗入钎杆的表面,使钎杆表面含碳量增高,随后通过淬火且低温回火,使钎杆表层得到硬度较高的高碳马氏体组织,而心部是硬度较低且具有良好强韧性的低碳马氏体组织。在钎杆生产中通常以煤油作为渗碳介质。普遍采用气体渗碳法。
渗碳时,渗碳层深度是温度和时间的函数。在同一渗碳温度,渗层的深度随着时间的延长而增加,但随着时间的继续增加,其渗层的增长速度越来越慢。渗碳温度对渗碳扩散速度影响最大,即渗碳温度越高,其渗入速度越大,且温度的升高对渗层深度的影响远比保温时间的延长对渗层深度的作用强烈。
钎杆的渗碳过程受分解、吸收和扩散三个过程的控制,并受三者的相互制约。为此在渗碳时必须选择最佳的工艺操作。以得到良好的渗碳浓度、正常梯度和所需渗层深度的渗碳质量。
4.4.3 钎杆的热处理工艺流程
(1)钎杆渗碳采用105 kW气体渗碳电阻炉,直径600mm、有效深度1200mm。并安装自动碳控系统。用氧探头检测炉内碳势,两段式热电耦控温。
(2)35SiMnMoV的Ac1为737℃,Ac3为816℃【3】,渗碳温度为930±10℃,渗碳时间为2~4小时。具体执行参数:渗碳温度930℃;渗碳时间3h(即第一阶段强渗阶段时间为80分钟;第二阶段扩散阶段为50分钟;第三阶段降温阶段为50分钟。以煤油为渗碳剂,根据渗碳的不同阶段,渗碳浓度控制在0.8-1.0%范围内);煤油宽度4。渗碳结束,钎杆出渗碳炉后在密闭容器中放置2分钟以保证钎杆的均热。
(3)渗碳后用功率为7.5 kW,直径为1100mm的风机,距离钎杆6米,对钎杆进行风冷淬火。风冷淬火的时间为8~10分钟。由于35SiMnMoV钎钢的淬透性好,采用风冷即可保证其淬透性。具体执行参数:淬火温度860℃;风冷时间10分钟。
(4)风冷后再次对钎杆的螺纹部分进行二次淬火,淬火温度为870~890℃,回火温度为400~500℃,回火时间为4~6小时。具体执行参数:回火温度420℃,回火时间4小时。
(5)钎杆回火后采用喷丸强化热处理,以强化钎杆表面的压应力,提高钎杆表面的强度和弯曲疲劳强度。
(6)进行第二次校直,更好的保证钎杆的直线度。
(7)二次校直后的钎杆整体进行侵油,这样有利于钎杆的表面和内孔防腐,以延缓介质的腐蚀作用对钎杆使用寿命的影响。
4.3.4 钎杆的热处理工艺流程图如下:
钎杆的热处理工艺流程见图4。
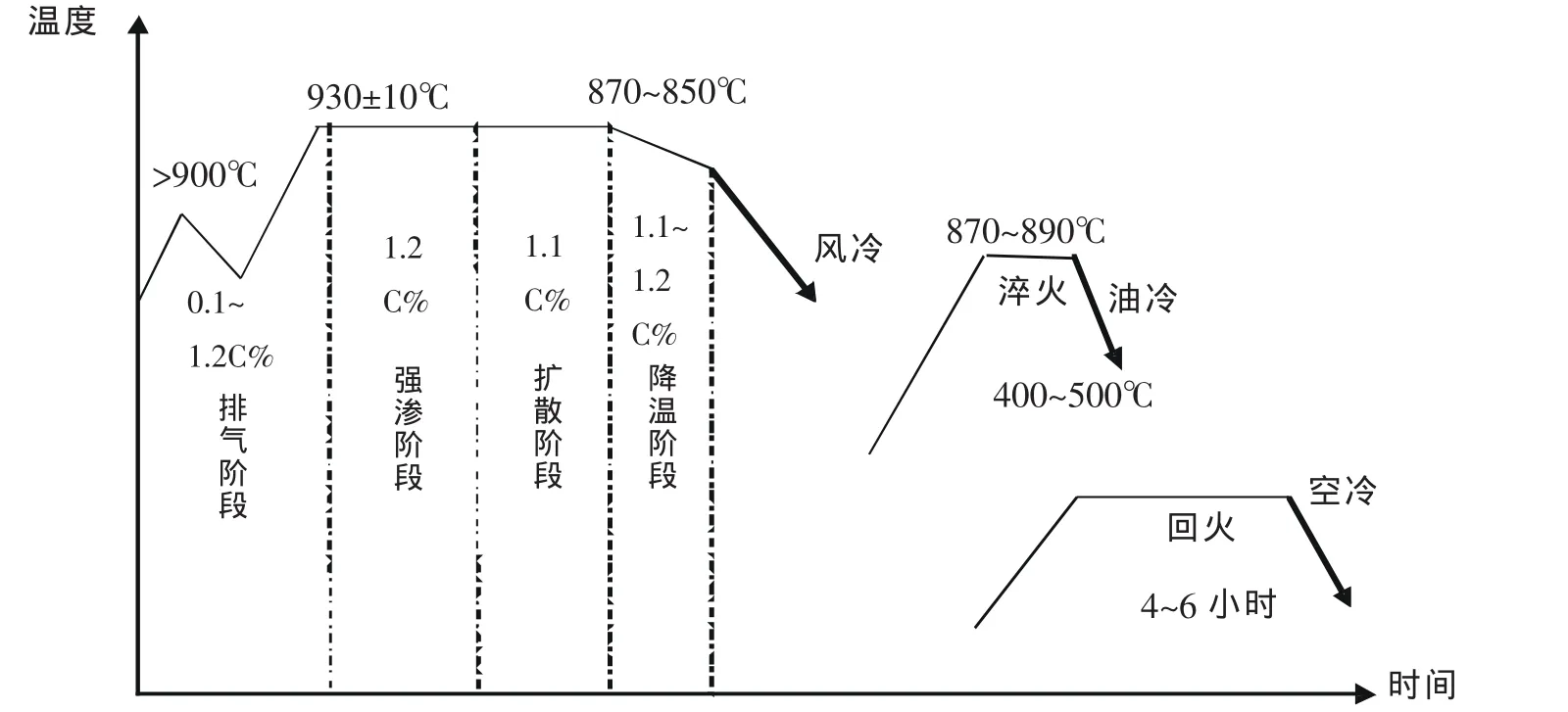
图4 钎杆的热处理工艺流程图
5 R32凿岩钎杆的井下实验效果验证
通过采取上述控制措施,我厂生产的R32凿岩钎杆的使用寿命有了很大的提高。2011年12月份,到我公司小官庄铁矿井下标定,收集数据,表4是调查分析的结果。
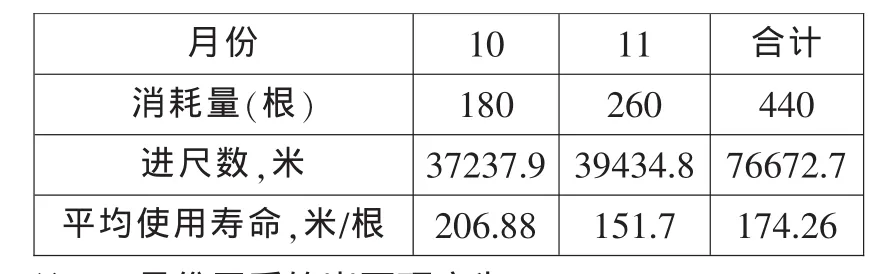
表4 中深孔钎杆使用寿命统计
从表4的数据可以看出,中深孔钎杆的使用寿命明显提高。通过调查没有发生早期断裂失效的钎杆。
6 结束语
通过对R32凿岩钎杆的失效形式及早期失效的原因进行分析,找出了引起R32凿岩钎杆早期失效的主要原因并采取了必要的措施。通过井下实验效果数据,可以看出防止R32凿岩钎杆早期失效的措施是有效的,而且大大提高了R32凿岩钎杆的使用寿命。
[1]赵统武.冲击钻进动力学[M].北京:冶金工业出版社,1996:186.
[2]GB/T1301-94,凿岩钎杆用中空钢[S].
[3]黎炳雄,赵长有等.钎具用钢手册[M].贵阳钎钢研究所情报室,1999:30.
