扁形钛铜复合棒挤压模具设计与应用
2012-01-19田喜明王成长陈贵曾晁鸿涛马建明
田喜明,王成长,陈贵曾,晁鸿涛,马建明
(1.海军装备部,陕西 西安710021)
(2.西北有色金属研究院,陕西西安710016)
扁形钛铜复合棒挤压模具设计与应用
田喜明1,王成长2,陈贵曾2,晁鸿涛2,马建明2
(1.海军装备部,陕西 西安710021)
(2.西北有色金属研究院,陕西西安710016)
对长宽比较大的扁形截面钛铜复合棒的挤压模具进行了设计研究。通过合理选材,并选择使挤压力最小的模具模腔轮廓曲线和半模角,改变模孔工作带的几何形状与尺寸,选择适当的挤压速度等,优化设计制备出扁形钛铜复合棒专用挤压模具。增加工作带长度可以增大摩擦阻力,使向该处流动的供应体的流动静压力增大,迫使金属向阻力小的方向流动,从而使型材整个断面上金属流量更加均匀。挤压实验结果表明,合理的模具设计对挤压材的挤压过程和挤压制品质量有重要影响,锥形模具更适合于扁形钛铜复合棒的挤压。解决了科研生产实际对大的长宽比扁型钛铜复合棒的需求。
钛合金;钛铜复合棒;挤压模具;设计与应用
1 前言
钛铜复合棒在航空零件加工、电解及氯碱制造等工业中有着广泛的应用。挤压法生产钛铜复合棒,变形量一般在95%以上。挤压时金属处于对复合非常有利的三向压应力状态,伴随大的变形,复合强度较高。在后续的电极制备车削螺纹时,可实现快的车削速度和大的进刀量,而不会出现钛铜相分离的情况,生产效率高,可实现大批量化的生产。在挤压过程中,模具的工作环境相当苛刻:①长时间的高温作用;②长时间的高压作用;③激冷、激热作用;④反复循环应力作用;⑤偏心载荷和冲击载荷作用;⑥高温高压下的高摩擦作用。挤压模具使用条件恶劣,容易损坏,消耗量大,成为生产钛铜复合棒成本中的重要部分。合理设计、制造和使用模具,能大大提高其使用寿命、生产效率、降低生产成本。
2 挤压模结构参数的设计
在整个挤压过程中,挤压模具是确定制品外部尺寸、形状及影响外表面质量的重要环节,它的结构形式,各部分的尺寸、材质和热处理方法等,对挤压力、金属流动的均匀性、挤压制品的尺寸精度和表面质量,以及模具使用寿命都有很大影响。因此挤压模具的合理设计、制造和使用成为生产工艺研究中的又一个重要方面。图1为常见的锥形挤压模结构示意图。

图1 挤压模的结构参数示意图Fig.1 Schematic diagram of extrusion die
3 设计方法
在充分考虑影响模具设计的各种因素之后,应根据挤压制品的类型、挤压设备与模具结构、工艺方法等来设计挤压模具的模腔形状和尺寸。计算模孔尺寸时,应该充分考虑被挤压金属材料的化学成分,挤压制品的形状、公称尺寸及其允许公差,挤压温度及模具材料与被挤压金属材料在此温度下的线膨胀系数、挤压力及模具的弹塑性变形情况等因素。
模孔尺寸通常采用以下公式计算:

式中,A0为挤压制品截面的公称尺寸;M为挤压制品公称尺寸的允许偏差;Ky为使挤压制品部分尺寸减少的系数(Ky为0.01~0.03);Kp为矫直拉伸时尺寸缩减的系数;KT为挤压制品的温度收缩量;
式中,t,t1分别为挤压坯料和模具的加热温度;a,a1分别为挤压温度下被挤压金属材料和模具材料的线膨胀系数。
模具的孔型尺寸与制品截面尺寸是不相等的,因为模具的孔型尺寸受挤压制品材料性能,模具材料性能,挤压时锭坯的保护方式,截面形状的几何特点和公差范围,矫直时的断面收缩量、挤压温度、挤压速度和挤压力等因素影响。在确定孔型尺寸时,首先要保证制品在常温状态下符合公差要求,同时又能最大限度地延长模具的使用寿命。
4 钛铜复合棒挤压模具孔型设计
挤压生产中一个重要的实际问题是工模具损耗较大,一般可占生产成本的10%左右。延长工模具使用寿命具有现实的经济意义。提高挤压工模具的使用寿命,合理地选材无疑是先决条件。
根据挤压模具的工作条件,制造工模具的材料应满足以下条件:有足够的高温强度和硬度,高的耐回火性、耐热性、足够的韧性、低的热膨胀系数和良好的导热性,良好的加工工艺性以及价格低廉等。但是,任何一种材料都很难满足上述的所有条件,应视具体工作条件选用合适的材料。
选用特殊模具钢3Cr2W8V制作了扁挤压模具。模具表面进行了调制热处理(HRC48~52),工作表面粗糙度的Ra值不大于0.8 μm。保证了产品精度要求,有效延长了模具的使用寿命。除选择优质材质外,还应采取诸如合理预热和冷却挤压工模具、合理安装、交替轮换使用等措施以提高挤压工模具的使用寿命。
优化设计主要基于传统设计理论和经验方法,其目的主要是控制型材挤压时各部分流速的均匀性。
通过改变模孔工作带的几何形状与尺寸优化模具。工作带对金属流动起阻碍作用,增加工作带长度可以增大摩擦阻力,使向该处流动的供应体的流动静压力增大,迫使金属向阻力小的方向流动,从而使型材整个断面上金属流量趋于均匀。依金属种类、型材品种和形状不同,一般可取2~8 mm。本实验选取工作带长度为(8.0±0.5)mm,在工作带上单边下挖1 mm且与工作带圆角过渡。
研究结果和生产实践表明,挤压模具的失效与报废大多是由于磨损、开裂、尺寸超差、塌腔等造成的,而这些现象都与挤压力(包括摩擦力)过大有关。因此,应选择使挤压力最小的模具模腔轮廓曲线和半模角。
虽然提高挤压速度能提高生产率,但会升高挤压力,影响模具寿命,还可能增大制品组织不均匀性,因此应选择适当的挤压速度。挤压力、挤压速度应作为挤压模具优化设计的目标参数。
根据GB/T12769-2003中复合棒的断面形状、规格及允许偏差规定,(d±0.3)mm,h的尺寸公差范围比较大,在确定孔型尺寸时只需考虑挤压制品冷却时的线收缩量、模具预热时的线膨胀量、挤压后制品表面铜层尺寸及修磨量。经验公式为:
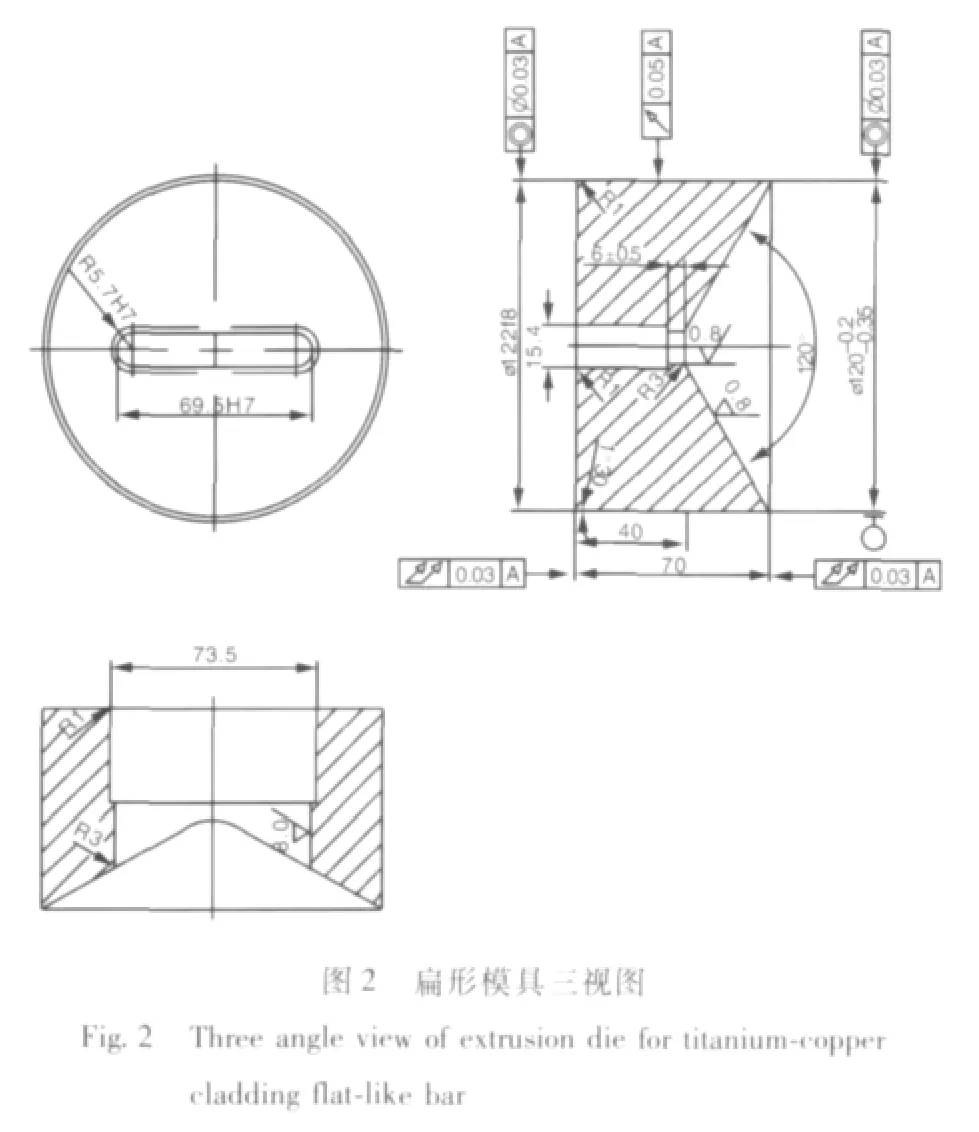
为了有效减小挤压力,提高挤压模具使用寿命,扁形截面挤压模具采用锥模设计,半模角α=60°,能有效改善挤压过程中的金属流动,提高产品表面质量。由于扁形截面长宽比较大,考虑到模具安全系数,且受到装配条件限制,选用平行延伸孔型设计,如图2所示。
挤压时,工模具的工作条件十分恶劣,引起其变形和损坏的因素也错综复杂。因此,在设计时应尽可能考虑各种不利因素的影响,选择合理的结构,规定合理的加工工艺和热处理制度,选择合适的材料。图3为经优化设计制作的扁形界面钛铜复合棒挤压模具实物图。

5 应用
钛铜复合棒挤压试验是在稀有金属材料加工国家工程研究中心16.3 MN卧式挤压机上进行的。采用正向挤压法,挤压坯料采用铜包套,在电炉加热780~800℃保温1~1.5 h,采用本研究设计的模具,以80~120 mm/s速度挤压,石墨二硫化钼润滑,在16.3 MN卧式挤压机上取得了良好的挤压效果,产品完全符合国家GB/T12769-2003技术标准,解决了科研生产对扁型挤压棒的需求。
6 结论
(1)增加工作带长度可以增大摩擦阻力,使向该处流动的供应体的流动静压力增大,迫使金属向阻力小的方向流动,从而使型材整个断面上金属流量趋于均匀。
(2)根据扁形截面钛铜复合棒技术条件要求,设计制作了适用的挤压模具,能够合理调整金属的流动速度。挤压过程平稳,金属流动均匀,实验证明所设计的模具可满足实际生产的要求。
(3)制备出的扁形截面钛铜复合棒角部填充饱满,满足产品的尺寸要求,性能优良,完全符合国家标准GB/T12769-2003技术标准。
References
[1]Zhao Yongqing(赵永庆).我国钛合金的研制与发展[J].Advanced Materials Industry(新材料产业),2007(10):28-32.
[2]The People's Republie of China National Bureau of Standards(中华人民共和国国家标准局).GB/T12769-2003,Titanium Copper Composite Stick(钛铜复合棒)[S].Beijing:CNBS,2003.
[3]Li Zhong(李 中).钛铜复合棒的生产和应用[J].Titanium Industry Progress(钛工业进展),1995,12(6):34-35.
[4]Kong Xianping(孔宪平),Gao Wenzhu(高文柱).爆炸焊接复合钛/铜复合棒的孔型轧制[J].Titanium Industry Progress(钛工业进展),2003(2):25-27.
[5]Hu Zhenghuan(胡正寰),Xia Jushen(夏巨谌).Materials Engineering Dictonary(中国材料工程大典(第21卷))[M].Bingjing:Chemical Industry Press,2006.
Design and Application of Extrusion Die for Titanium-Copper Flat-Like Cladding Bar
TIAN Ximing1,WANG Chengzhang2,CHEN Guizeng2,CHAO Hongtao2,MA Jianming2
(1.Navy General Armaments Department,Xi'an 710021,China)
(2.Northwest Institute for Nonferrous Metal Research,Xi'an 710016,China)
Extrusion die with big ratio of length to width for titanium-copper flat-like cladding bar was researched.By choosing the appropriate material,adjusting working cincture size and appropriate extrusion speed,the extrusion die was optimized.The results show that a suitable die has important effects on the extrusion process and the quality of the products.Taper die,which satisfies the requirement for the titanium-copper flat-like cladding bar with big ratio of length to width,has been proved to be better.
titanium alloy;Ti/Cu cladding bar;extrusion die;design and application

田喜明
TG375+4
A
1674-3962(2012)03-0056-03
2012-01-08
陕西省工业攻关项目(2009K06-12)
田喜民,男,1977年生,工程师