大型锥形筒体的锻造
2012-01-16胡朝备马明方张国刚
孙 峰, 胡朝备, 马明方, 张国刚
(上海重型机器厂有限公司,上海 200245)
大型锥形筒体的锻造
孙 峰, 胡朝备, 马明方, 张国刚
(上海重型机器厂有限公司,上海 200245)
根据锥形筒体的结构特点,分析了坯料外形结构与实际预制坯料的形状,使用有限元分析软件MARC模拟了锥形筒体成形过程,分析了其金属流动的规律。在实际锻造中使用阶梯状外形结构坯料成功锻造出了超大型锥形筒体。
锥形筒体;有限元;阶梯坯料
核电的蒸汽发生器设备中连接上、下筒体与封头之间的过渡件是一段上、下直径不同、壁厚相同的锥形筒体。采用直接锻出锥形的方法可节约50%以上材料,并缩短生产周期,提高设备结构可靠性,但是由于锥形筒体材料特殊、尺寸很大,直接锻出锥形较为困难[1-2]。在我国,锻造这种锥形筒体用过4种方法[3-4]:① 先锻压成厚壁直筒体,再加工出锥形的工艺方法。该方法材料浪费大、加工工时多,且生产周期长。② 先锻压2段环形毛坯,焊接在一起后机械加工成锥形。该方法对材料等浪费仍很大,同时增加了一条环焊缝,降低了设备可靠性。③ 工艺流程为开坯下料→镦粗、冲孔→扩孔、平整→芯棒拔长锥形坯→平头镦粗→扩孔完工。该锻造方法拔长了锥形坯料,不易控制锥形坯料尺寸,对锻件成形不利。同时,在芯棒拔锥形坯料工序后增加了平头镦粗工序,极易造成锥形坯料内孔变形和外圆出现鼓肚,破坏其锥形坯料的初始拔长效果,影响锻件的最终成形尺寸,钢锭利用率也较低。④ 坯料镦粗后,在一端边旋转边吹氧气割制成锥形坯料。该剥边制坯工艺不可靠,坯料粗糙时还要增加平整、拔长等工序。
基于此,本文根据锥形筒体上、下直径不同、壁厚相同的结构特点,分析了坯料外形结构与实际预制坯料的形状,决定采用“拔长下料→镦粗、冲孔→芯棒拔长→制取扩孔前的坯料→扩孔完工”的锻造工序,并使用有限元分析软件MARC模拟了锥形筒体成形过程,分析了其金属流动规律。在实际锻造中使用了该锻造工序,成功锻造出了超大型锥形筒体。
1 锻造原理分析
1.1 坯料外形结构分析
如图1所示,设锻件小端外圆半径为R1,大端外圆半径为R2,高度为H,壁厚为a,则成品锻件的外形轮廓可看作是直线绕Y轴旋转1周围成的回转体,回转半径为r。
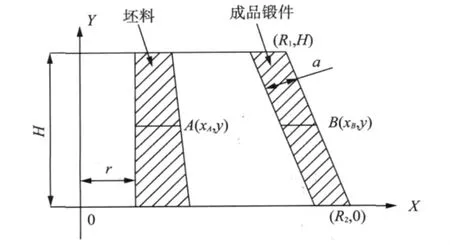
图1 坯料外形结构分析图Fig.1 Diagram of blank structure analysis
若扩孔前后的高度变化忽略不计,于是可以得出成品锻件在某一高度B处的圆周截面积[5-6]为

这与坯料在同一高度A处的圆周截面积相同[4]:

从而可得出坯料外圆的曲线方程为

式中,
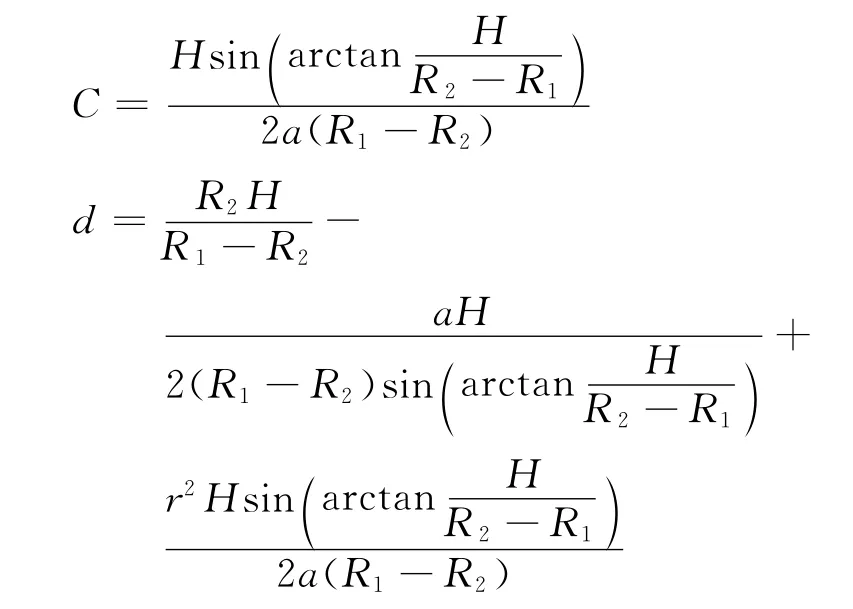
很显然,坯料的外圆轮廓应是由一段二次抛物线绕Y轴旋转1周而围成的回转体。这种回转体的抛物线轮廓结构在实际操作上难以实现,必须寻求相对合理的坯料外形结构[7]。
1.2 实际预制坯料形状分析
回转体抛物线轮廓可看作是由无限个台阶型轮廓组合而成的,如图2所示。在实际操作中,可以考虑用阶梯状外形结构坯料代替抛物线轮廓坯料[8]。这种阶梯坯料在扩孔初期,先是坯料的大径部分与砧子接触,使这部分金属沿圆周方向强烈延伸,当大端扩到一定程度时,再扩小端,随着扩孔的继续,坯料与砧子的接触范围将逐渐加大,锥度逐渐形成,并随壁厚的不断减薄而逐渐增大。当马杠、砧子同坯料在整个坯料长度上相接触时,锻件可达到成品尺寸和形状,从而锻制出锥形筒体。
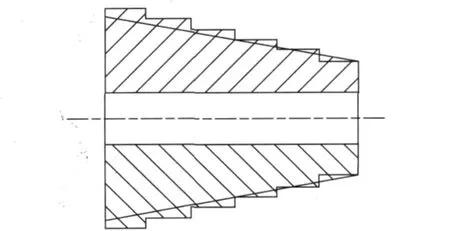
图2 抛物线轮廓的简化Fig.2 Simplification of parabolic contour
2 金属流向的有限元分析
为研究锥形筒体锻造的特点及其金属变形的规律,以更好地确定锥形筒体锻造工艺,本文运用有限元分析软件MARC对锥形筒体成形过程进行了模拟[9],初步分析了其金属流动规律。
2.1 有限元模型的建立
阶梯形坯料的尺寸如下:大圆外径为965mm;二圆外径为910mm;小圆外径为855mm;内径为570mm;长度分为3段,每段为255mm,台阶圆角半径为30mm。
由于模拟整个扩孔过程计算分析量过大,本文仅分析了该坯料大圆扩孔过程,初步研究其金属流动的方向及对锻件成形的影响。有限元模型如图3所示。材料模型为刚塑性等向强化模型,屈服应力σs=80MPa,泊松比μ=0.3,摩擦系数f=0.5。
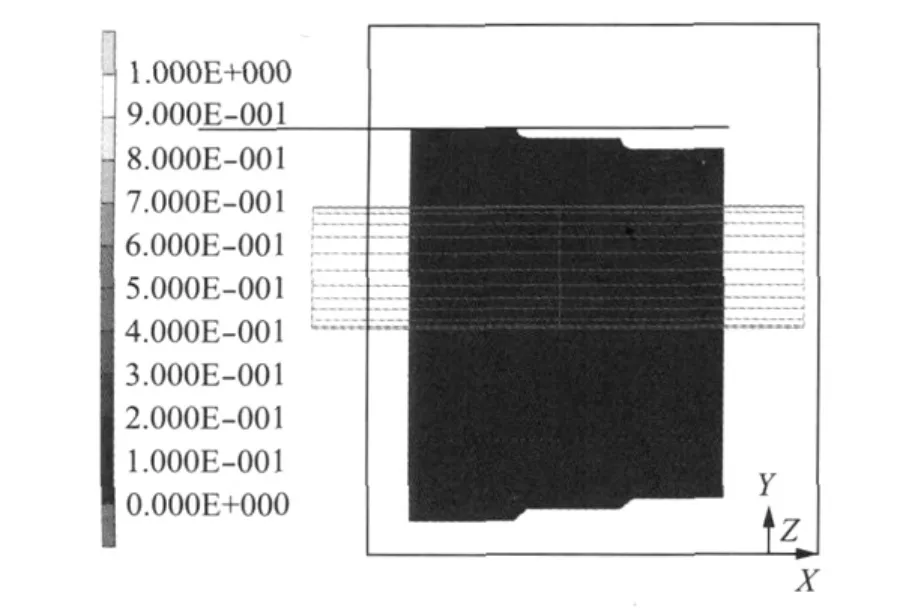
图3 有限元计算模型Fig.3 Model of finite element calculation
2.2 有限元模拟结果及分析
对坯料大圆进行模拟扩孔的有限元分析计算中,压下量分别为25、30、35mm。图4为压下25、30、35mm时的位移矢量场。
由MARC分析结果可以看出:
(1)金属的位移均不是单方面进行的。当大圆受到压力,金属发生位移时,在坯料的二圆、小圆上的金属受到大圆金属流动时的力的作用,也发生了不同程度的金属流动。
(2)阶梯坯料没有发生金属折叠现象。
(3)金属流动是均匀的,即大圆发生金属变形时,其他部位也相应地发生金属变形,且在变形过程中,逐步消除了阶梯台阶。
(4)大圆、二圆及小圆上的金属受到金属流动时力的作用,外圆逐渐形成统一的母线,且根据最小阻力定律及体积不变定律的原理,阶梯坯料的外形向锥形发展。
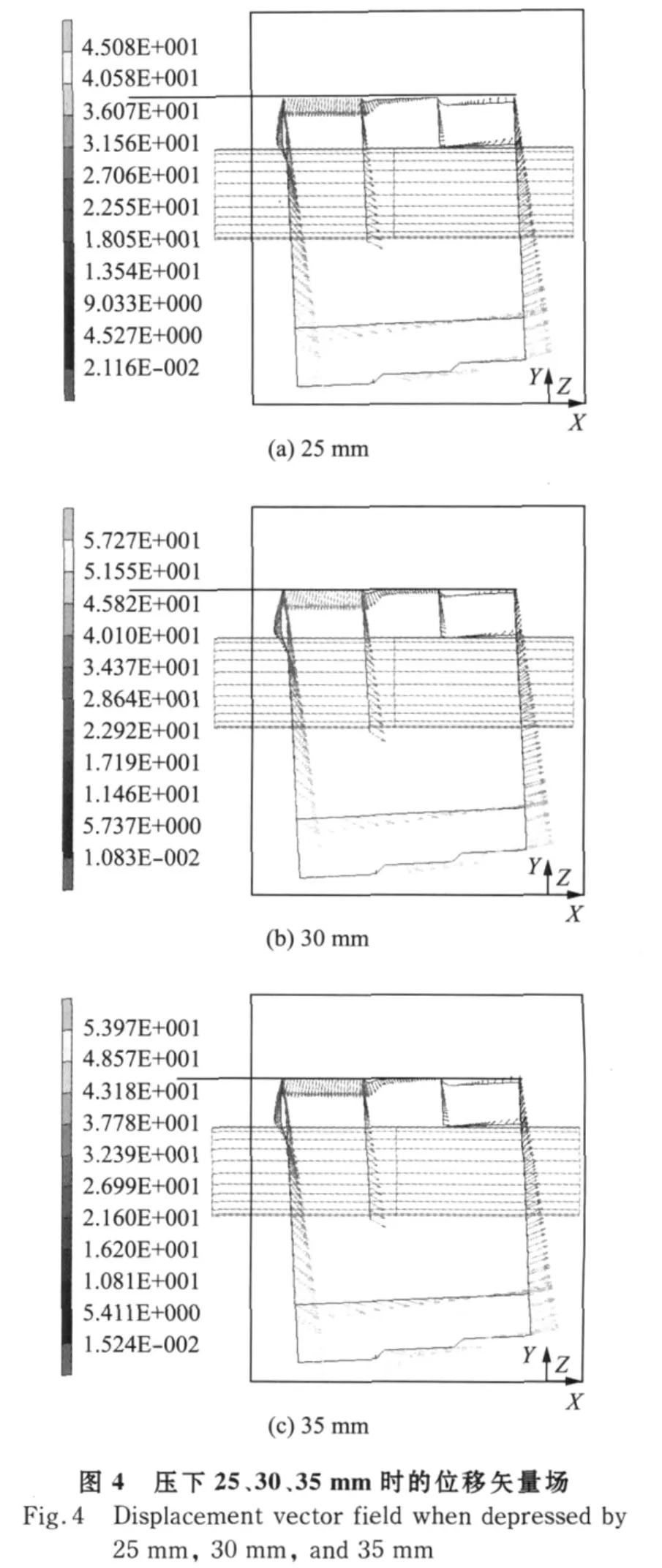
(5)由于受到金属流动时力的作用,大圆变形时,部分金属向二圆流动,二圆向小圆流动,其金属流动将产生金属补偿系数η。
因此,从有限元分析结果可以断定,预制成阶梯坯料再通过扩孔锻造工序锻造锥形筒体锻件的方案是可行的。
3 锻造实例
3.1 锥形筒体锻件图的确定
在调质余量图尺寸上加放机械加工余量可以得到锻件图,如图5所示。锻件重约199t,余量可以按照相近直径和长度筒体锻件机械加工余量选取。
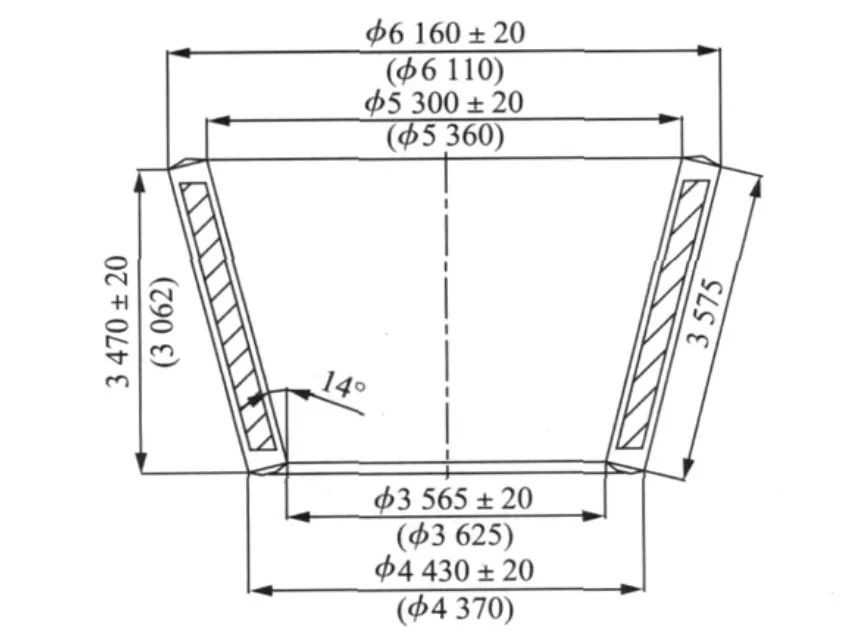
图5 锥形筒体锻件图(mm)Fig.5 Parts of the cone-shaped cylinder(mm)
3.2 制坯参数及阶梯形坯料尺寸
通过对锥形筒体锻造原理的分析及MARC软件对其变形过程的模拟,可以计算出本例阶梯形坯料尺寸,如图6所示。另外,阶梯坯料直径尺寸的确定要在理论计算的基础上,考虑到锥形筒体的不均匀性、扩孔时坯料向长度方向流动等因素,应再加上一个坯料向长度方向流动的补偿系数k[10]。
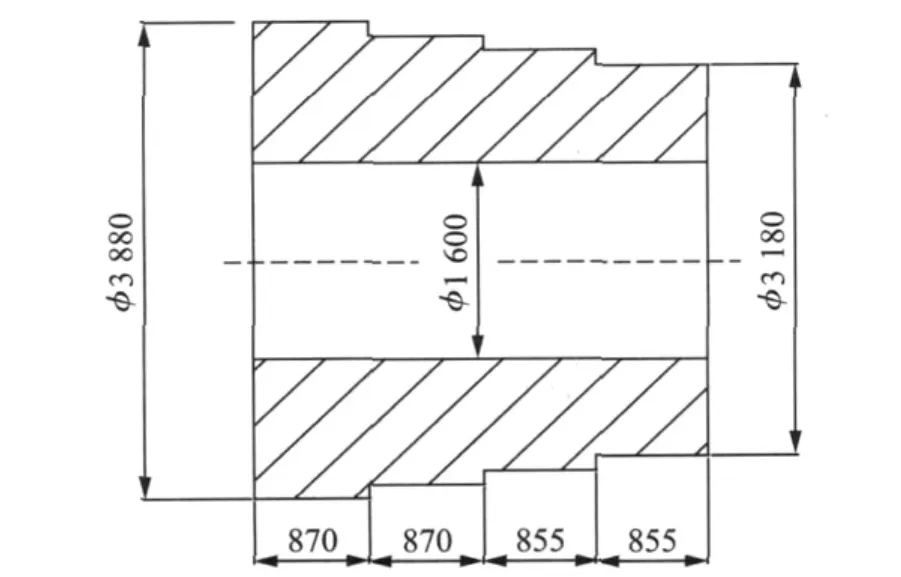
图6 阶梯形坯料尺寸图(mm)Fig.6 Dimensions of the ladder blank(mm)
3.3 锻造过程分析
(1)在制坯前的镦粗工序中,要保证上、下端面平行,外圆均匀,冲孔不能偏心。制取阶梯形坯料的操作应保证坯料内、外圆同心,制坯结束应确保坯料二端面平行、坯料中心线与二端面垂直。
(2)阶梯坯料直径尺寸的补偿系数η由锻件尺寸及锥度确定,锥度以不出现塌腰为准,同时也应考虑到制坯和扩孔的可操作性。
(3)扩孔应从大头端压起,每次压下量应一致,且转动角度要均匀。扩孔要从大端向小端反复进行。当大头端扩到一定程度时,再逐次向小头端扩孔,防止出现大端直径尺寸已到,但小端直径尚未扩孔到位的现象。
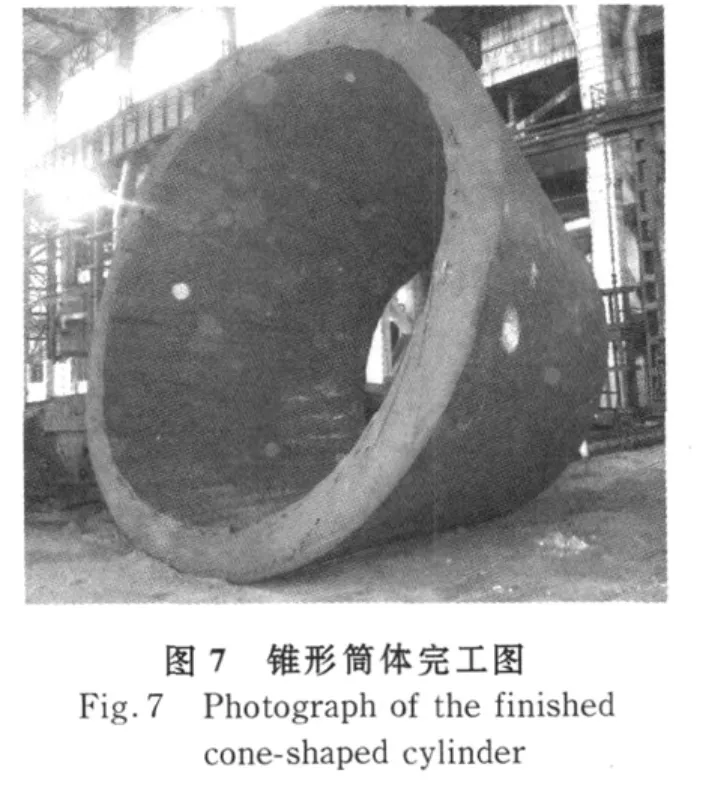
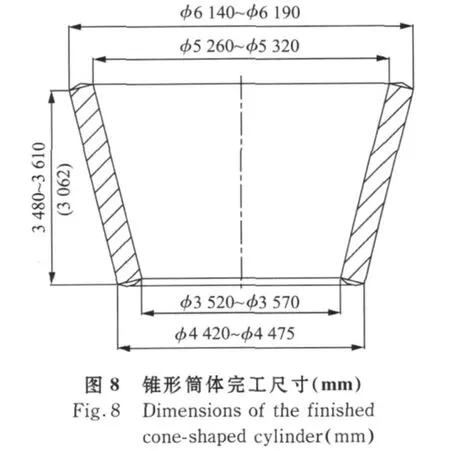
图7为锻造成品实物照片,由图可见,除由于吊钳夹持所造成的凹坑外,锻件表面光滑,无裂纹和折叠;锻件形状较为均匀,锥度一致。实测各部尺寸如图8所示,均满足加工尺寸要求。
4 结 语
为解决大型锥形筒体锻造的技术难题,上海重型机器厂有限公司通过有限元分析软件MARC
对锥形筒体成形过程进行模拟;在实际锻造过程中,用阶梯状外形结构坯料代替在操作上极难实现的抛物线轮廓坯料,同时,根据锻件尺寸及锥度合理确定了阶梯状外形结构坯料尺寸的补偿系数,从而成功锻造出了大端直径φ6 160mm、小端直径φ4 430mm、高3 470mm的锥形筒体。
[1]齐作玉.大锻件锻压工艺参数化的研究[J].大型铸锻件,2010(1):9-11,29.
[2]周宝华,曲在文,刘 颖.几种核电设备大锻件的锻造生产[J].一重技术,1997(1):10-14.
[3]胡晗光.大型锥形筒体的锻造[J].大型铸锻件,1992(2):21-25.
[4]董岚枫,钟约先,马庆贤,等.大型筒体锻件的成形制造技术[J].锻压技术,2007,32(3):1-6.
[5]彭大暑.金属塑性加工原理[M].长沙:中南大学出版社,2004:35-56.
[6]钟志平,马喜腾,曹起骧,等.核电筒体锻件镦粗工艺的云纹法与数值模拟研究[J].塑性工程学报,1997,4(4):58-64.
[7]刘建生,王 冰,田继红,等.厚壁筒体接管翻孔工艺的实验和模拟研究[J].塑性工程学报,2005,(Suppll):74-76.
[8]高西成,陈 宇,康达昌.锥形件无芯模旋压的静态有限元分析[J].哈尔滨工业大学学报,2003,35(2):253-256.
[9]何利东,李志宏.大型简体件反复镦扩工艺的常温实验室模拟研究[J].锻压装备与制造技术,2009,44(3):73-76.
[10]何利东.大型筒体件锻造工艺的常温实验室模拟研究[J].锻压技术,2008,33(5):23-27.
Forging of Large Cone-Shaped Cylinder
SUN Feng, HU Chaobei, MA Mingfang, ZHANG Guogang
(Shanghai Zhongxing Jiqi Chang Co.,Ltd.,Shanghai 200245,China)
According to the structural characteristics of a cone-shaped cylinder,analysis is carried out on the external structure and the shape of blank.In order to analyze the metal flow behaviors,the finite element analysis software MARC is used to simulate the forging process of a coneshaped cylinder.As a result,the ultra-large cone-shaped cylinder is made successfully by selecting the ladder blank.
cone-shaped cylinder;finite element;ladder blank
TG 249;TB 115
A
2095-0020(2012)02-0128-05
2012-03-27
“十一五”国家科技支撑计划项目资助(2007BAF02B00)
孙 峰(1974-),男,工程师,专业方向为机械工程与自动化,E-mail:sunfeng@shanghai-electric.com
