CWO法处理高浓度难降解医药化工废水的工业化应用研究
2012-01-11梁永锋
李 强 梁永锋
(1.上虞新和成生物化工有限公司,浙江 上虞 312369;2.新昌县环境监测站,浙江 新昌 312500)
0 前言
医药化工废水大多具有有机物浓度高、生物降解性差等特点,传统物化法、生物法处理工艺存在处理效率不稳定,废气、污泥二次污染等问题,高浓度难降解医药化工废水的处理一直是国内外的难题和环保研究的热点。CWO(湿式催化氧化)技术是20世纪80年代国际上发展起来的一种治理高浓度有机工业废水的先进技术,它是指在一定压力与温度下,将废水与空气通入含催化剂反应塔中,使废水中有机物、氨分别氧化分解成CO2、H2O及N2等无害物质,达到净化目的。其特点是净化效率高、占地少,基本无二次污染。由于设备一次性投入大、装备材质要求苛刻、工艺要求高温高压,限制了该技术的推广应用,因此湿式催化氧化技术(CWO)在国内真正的工程化应用仍处起步阶段。
本文着重介绍CWO技术处理某医药化工废水的评介试验及工业化应用情况,并提出相关工程应用建议,以期为CWO技术在国内同类企业的工程推广应用提供参考借鉴。
1 工程装置
湿式催化氧化(CWO)处理工艺是在高温、高压条件下,在催化剂作用及空气(氧气)存在条件下,使废水中的有机物、氨氮等污染物得到充分的氧化分解,处理后废水达标排放。本工程装置处理规模20m3/d,具体工艺流程见图1:
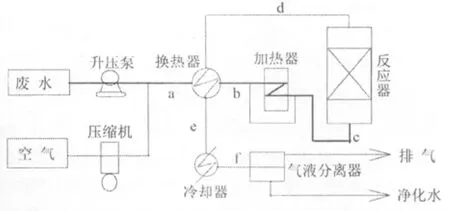
图1
1.3 主要设备
废水贮槽、空气压缩机、原水升压泵、高温高压反应器、预热器、冷却器、高压气液分离器、导热油炉、自动控制设备等,其中空气压缩机、原水升压泵均为国产设备,高温高压反应器、加热器与换热器为衬钛设备。
1.4 催化剂及载体
TiO2为载体,Ru为活性组分的催化剂。
2 废水水质及工程研究方案
2.1 试验废水
试验用废水采用维生素A、酮苷及其它医药中间体等三股工艺废水,具体水质情况如表1。
表1
针对上述三股废水的实际产生量,进行加权平均混和,混合后的COD浓度为42300mg/L,BOD为6700mg/L,氨氮为578mg/L,氯离子浓度3650mg/L,钙离子浓度553mg/L,镁离子浓度为230mg/L。该混合废水具有医化废水的典型特征:COD浓度高,氨氮浓度较高,盐分高,B/C小。本中试以混合废水作为处理对象进行湿式催化氧化的工业化试验。
2.2 中试方案
国内外的研究应用表明:CWO处理工艺通常选取温度(200℃~300℃)和压力(1.5~10MPa)条件下,在填充专用固定催化剂的反应器中,保持废水在液体状态,接触时间10min~2.0h,分析处理效果。本中试主要研究:pH初始条件、不同反应温度、停留时间对废水处理效果的影响,发现中试过程中暴露出的问题,从而确定最佳控制条件及工程应用中应进一步解决的问题。
具体操作为:将废水pH调到中性或碱性,COD控制30000~50000mg/L,经升压泵升压并与压缩空气混合后,进入加热器进行预热(系统运转开启时),此后进入预热器,经加热后达到催化湿式氧化反应所需的反应温度,废水以气液混合物再进入催化塔反应器。考察经过一定的反应温度、压力的CWO反应,处理水是否达到所需的水质要求。再根据处理效果适当地进行中试参数调整。在试验过程中调节空气比使气液分离器的出口排气的含氧量控制在5%~10%。同时考察高温高压条件下,催化剂的清洗活化周期和废水对设备及金属材质的影响。
3 结果与讨论
3.1 初始pH值对COD、氨氮去除率影响
在9.0~10.0MPa压力,反应时间为90min条件下,对混合废水pH调至6.5,出水pH为5.4,COD为325mg/L,氨氮为21mg/L;将混合废水pH调至9.5,出水pH为6.5,COD为49mg/L,氨氮0.1mg/L。
经分析主要原因为氧化过程生成大量的二氧化碳,二氧化碳溶于水,导致pH呈酸性。将pH调到弱碱性,出水呈中性,对CWO处理出水效果有较大改进。
3.2 反应温度对COD、氨氮去除率影响
在9.0~10.0MPa压力,反应时间为90min条件下,考察150℃~290℃温度范围内对COD、氮氮的影响,结果如图2、图3所示。

图2 不同温度对COD的影响
当反应器顶温达270℃时,我们对各设备单元检测点温度进行记录(见表2)。

表2
由此可见,该系统的换热效果较好,同时表明在a→b过程中,尽管没有催化剂,至b点时温度已高达240.1℃,说明已发生氧化反应,对COD已有较大处理效果。
由此可知,COD去除率随着反应温度上升,COD不断下降,当温度大于230℃时,反应速度变快,当d点到达280℃后,COD浓度低于20mg/L,去除率达99.9%以上,表明COD基本去除完毕。
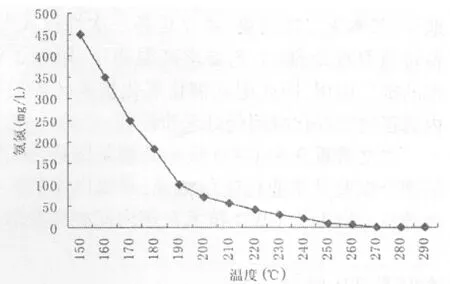
图3 不同温度对氨氮影响
由图3可知,氨氮去除率随着反应温度上升,氨氮不断下降,当温度大于190℃时,反应速度变快,到270℃后,变化幅度较小。氨氮浓度低于1mg/L,表明氨氮基本去除完毕。
3.3 反应压力对COD、氨氮去除率影响
在反应器温度250℃左右,压力为6.5~9.0MPa之间,验证压力对COD氮氮等处理效果的影响(见表2)。
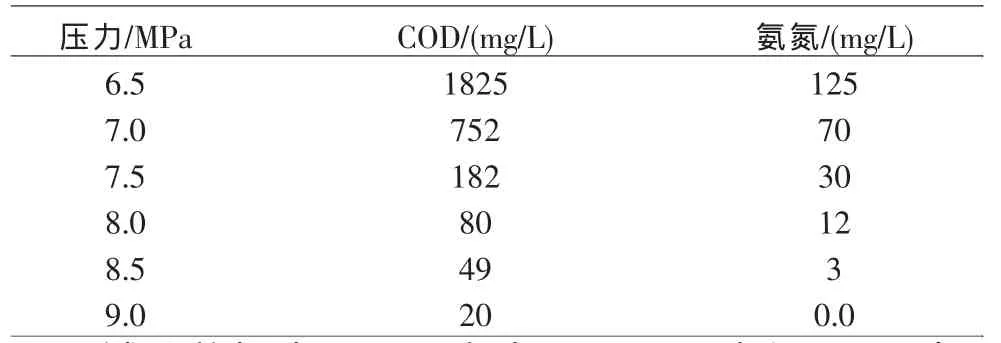
表2
试验数据表明,压力为8.5MPa以上,COD、氮氮均达到理想的去除效果。
3.4 催化剂的清洗活化周期
装置运行一段时间后,处理效果有所下降,催化剂表面有结垢,主要为CaCO3或MgCO3,采用5%硝酸酸洗可去除,处理效果恢复。从中试情况来看,每隔3个月左右,催化剂效果下降,COD去除率仅95.2%,应及时活化。
3.5 高温高压条件下,废水对设备及金属材质的影响
在中试装置内挂片试验,选用钛材及SUS316L试验片,考察含氯、钙离子成份复杂医化废水高温高压条件对设备材质的影响。具体如图4。

图4
试验结果初步表明,高温高压情况下,钛材试验片基本未受腐蚀,只是颜色受废水影响有差异,但SUS316L试验片腐蚀严重。因此,含卤素废水在高温高压条件下,腐蚀性较强,CWO装置设备材质应采用衬钛材料或其它耐腐蚀材料,不宜采用SUS316L材料。
试验中,安全阀短接处(SUS316L材质)运行一段时间后,出现裂纹,估计是设备加工过程质量问题或选材问题,出现的应力腐蚀或碱脆。
3.6 运行成本分析
该处理系统除启动时需外加热源外,正常运行时仅利用自身氧化放热即能保持运行温度要求。统计近5个月的运行费用,总体运行直接成本较低,约1.1~1.5元/kg COD。
4 结论
(1)根据中试结果,原水初始pH值为11左右,COD浓度为42300mg/L,氨氮为578mg/L,在90min、270℃条件下,处理出水可以达到GB8978-1996《综合污水排放标准》一级排出水要求,即COD≤100mg/L,氨氮≤15mg/L,pH 6~9。从pH对处理效果的考察来看,表明CWO工艺适宜在碱性条件下对废水进行处理。
(2)中试研究表明,CWO处理技术对水质有一定适应范围要求,特别是对含钙镁离子等易与CO2反应生成沉淀盐的废水不合适,并需定期对催化剂进行酸、碱清洗,以保持催化剂的活性。
(3)CWO处理技术对装置装备要求高,对空压机、升压泵、反应塔等主要设备及管道材质的质量及耐腐蚀性都有极苛刻的要求。
(4)CWO处理废水的直接成本不是很高,但要推广工程应用,仍需要降低设备造价,研究经济型长寿命催化剂,提高装备的质量和技术水平。
[1]李桂菊,雷岗星,蔡永凯,等.CWO法处理高农度有机废水中催化剂的研究进展[J].工业水处理,2009,29(11):11-13.
[2]张永利,胡筱敏.非均相CWO法对难降解印染废水色度的去除[J].东北大学学报,2011,32(3):423-426.
[3]雷岗星,李桂菊,朱丽香.湿式催化氧化法处理罐式集装箱清洗废水的研究[J].水处理技术,2009,35(4):89-92.
[4]石明辉,陈英,杨文议.Pd-Ru/CeO2催化降解高浓度苯胺废水的研究[J].广东化工,2007,34(7):105-108.
[5]孙佩石,杨英,陈蒿,等.湿式催化氧化处理炼油碱渣废水试验研究[J].水处理技术,2005,31(1):46-49.
[6]孙佩石,郝玉昆,杨英,等.湿式催化氧化技术处理高浓度工业废水研究[J].环境污染与防治,2004,26(3):212-214.
[7]董岳刚,严莲荷.湿式催化氧化法中催化剂的选择和实验条件的优化[J].水处理技术,2001,27(6):358-360.
