炼油废水中氨氮的去除与控制
2011-12-08赵新
赵 新
(中国石化 上海高桥分公司,上海 200137)
炼油废水中氨氮的去除与控制
赵 新
(中国石化 上海高桥分公司,上海 200137)
根据炼油厂废水水质情况,利用现有装置和条件,通过改进工艺,重点控制生物硝化条件,达到降低出水氨氮质量浓度、废水达标排放的要求。将均质池做为曝气池前有机物的预处理装置,曝气池进水COD可由420 mg/L降至322 mg/L,平均COD去除率为23.3%。在均质池和接触氧化池的进水处投加NaOH溶液,使系统pH稳定为弱碱性,出水氨氮质量浓度可稳定在5.0 mg/L以下,平均氨氮去除率由23.5%提高至87.5%。
炼油废水;硝化;氨氮;废水处理
在炼油厂废水的生物处理中,COD、氨氮和油的处理对于废水能否达标回用十分重要。当废水回用至循环水系统时,过高的COD、氨氮和油将消耗更多的药剂,增加运行费用。废水回用到中水系统时,除去除氨氮需消耗氧化剂外,去除硝化菌也要消耗更多的药剂。因此,部分企业在废水回用中对氨氮的控制甚至比COD更重要。炼油厂原油的劣质化、不断从严的废水排放标准使氨氮的处理显得更为重要。
本工作根据生物硝化的基本原理,对中国石化上海高桥分公司炼油厂3#废水处理场的处理工艺及控制条件进行调整,使生化系统的硝化反应能够稳定运行,出水指标达到废水排放和回用的要求。
1 工艺简介
1.1 炼油废水生物处理流程
各炼油装置的废水自流至废水处理场,由提升泵提升至调节罐,通过隔油、二级溶气气浮等工艺处理后,依次进入一段曝气池、一段沉淀池、接触氧化池和二段沉淀池。出水经纤维球过滤塔和活性炭塔处理后可作为循环水补水回用或外排。改造前工艺流程见图1。

图1 改造前工艺流程
1.2 炼油废水生物处理装置
炼油废水生物处理装置见表1。曝气池污泥质量浓度为4~6 g/L,灰分质量分数约40%,DO为 4~7 mg/L。
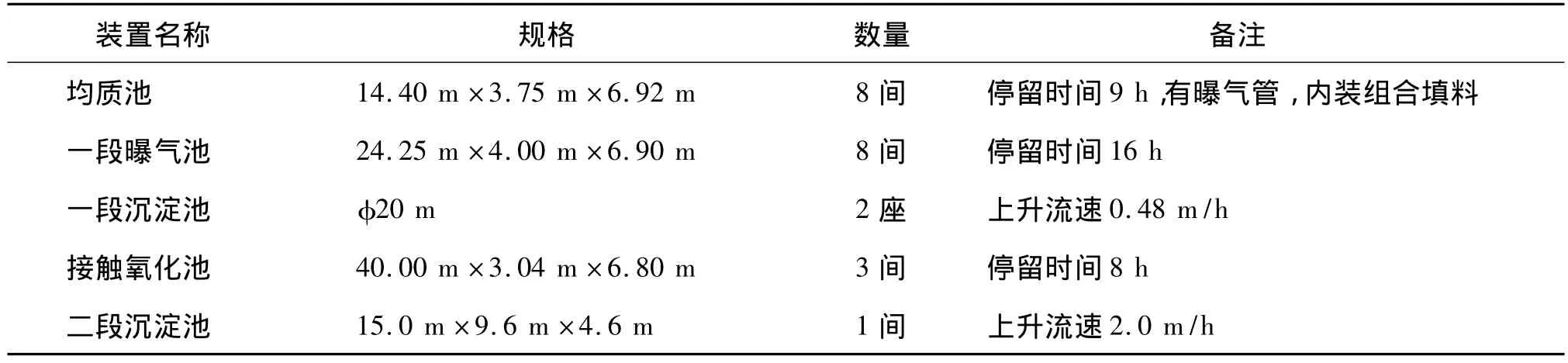
表1 炼油废水生物处理装置
1.3 原有工艺的氨氮处理情况
由于废水中的氨氮质量浓度较高,在原有工艺未加碱进行中和处理的情况下,造成出水pH下降,出水氨氮质量浓度不达标。2008年废水生物处理装置的氨氮处理情况和出水pH见表2。由表2可见:由于炼油废水中存在有机氮,出现了生物处理后氨氮质量浓度反而比进水还高的情况;出水pH较低,不仅出水难以达标,也无法进行硝化反应。

表2 2008年废水生物处理装置的氨氮处理情况和出水pH
2 现有工艺改进
针对以上情况,利用现有装置和条件,通过装置整改和运行参数的调整,重点控制生物硝化条件,达到降低出水氨氮质量浓度、废水达标排放的要求。
2.1 曝气池前有机物的去除
微生物的硝化反应是在有机物浓度较低的条件下进行,硝化以自养性的硝化菌为主[1-2]。由于硝化菌的世代周期较异养菌长,因此生长繁殖速率缓慢,菌量较低[3-4]。若将全部的有机物降解集中在曝气池,则曝气池内有机物浓度过高,COD远远大于氨氮质量浓度,污泥负荷(以COD计)由0.15 kg/(kg·d)增至0.20 kg/(kg·d),异养菌大量繁殖,使自养性的生长缓慢且好氧的硝化菌占不到优势,从而降低反应器的硝化效率,甚至导致硝化反应消失[5-7]。
将均质池作为曝气池前段的有机物去除池,可延长微生物对有机物的处理时间,使有机物预先得到部分降解,尤其是有机氮的分解,为硝化反应提供条件。将均质池作为曝气池前有机物的预处理装置后,曝气池进水COD从420 mg/L降至322 mg/L,平均去除率为23.3%。
2.2 控制系统酸碱度
酸碱度是影响硝化作用的重要因素[6]。在中性或微碱性条件下,硝化过程迅速[3]。在原处理工艺中,硝化反应使系统的pH下降明显,出水pH经常低于6.00。为了保证硝化反应的顺利进行,通常采用加碱的方式维持曝气池中的pH在合适的范围。
最初向体系中投加一定量的碳酸钠,但碱度不够。为保证系统pH的调整效果,在现有工艺的基础上增设加碱系统,分别在均质池和接触氧化池的进水处投加NaOH溶液。按照进水平均氨氮质量浓度为40 mg/L、出水氨氮质量浓度为10 mg/L计算,每天约需1.7 t质量分数为30%的NaOH溶液。
2010年2月增设加碱系统后的氨氮去除情况见图2。由图2可见,在原有装置的基础上增设加碱系统后,硝化反应进行得更加彻底,系统出水氨氮质量浓度基本稳定在5.0 mg/L以下。增设加碱系统前平均氨氮去除率仅为23.5%,通过加碱系统控制曝气池和接触氧化池的pH后平均氨氮去除率可提高至87.5%。
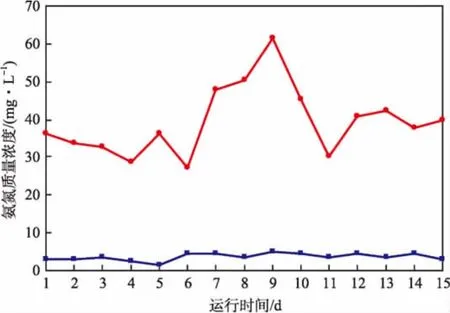
图2 增设加碱系统后的氨氮去除情况
工艺改造后装置稳定运行半年的废水水质情况见表3。由表3可见:增设加碱系统后,系统pH能够稳定在弱碱性,为硝化反应的进行提供了保证;氨氮去除效果较理想,出水中氨氮质量浓度平均为4.1 mg/L,达到GB8978—1996《污水综合排放标准》[8]中的一级排放标准和中国石化上海高桥分公司内部规定的废水回用标准(氨氮质量浓度不大于5 mg/L)。

表3 工艺改造后装置稳定运行半年的废水水质情况
2.3 控制活性污泥泥龄
硝化菌的繁殖速率慢,世代周期长,需要较长的泥龄[9]。原系统曾因提高排泥浓度、减少浓缩时间,使曝气池活性污泥泥龄从6 d降至4 d。约半月后,造成生化系统内硝化细菌流失率大于增长率,出水氨氮质量浓度达36.0 mg/L,硝化反应基本停止。为了维持硝化反应的进行,工艺改进后注意在排泥时控制泥龄大于6 d,以保证曝气池中硝化菌的繁殖。
3 结论
根据炼油厂废水水质情况,利用现有装置和条件,通过装置整改和运行参数的调整,重点控制生物硝化条件,达到了降低出水氨氮质量浓度、废水达标排放的要求。
提高生化系统的前段流程对COD的去除效率,将均质池做为曝气池前有机物的预处理装置。曝气池进水COD可由420 mg/L降至322 mg/L,平均COD去除率为23.3%,为氨氮的去除提供有利环境。通过在均质池和接触氧化池的进水处投加NaOH溶液,控制生化系统的pH为弱碱性,出水氨氮质量浓度可稳定在5.0 mg/L以下,平均氨氮去除率由23.5%提高至87.5%。适当延长活性污泥泥龄,保证曝气池中硝化菌的繁殖,有效提高了生化系统内硝化菌的浓度。
[1] 刘景明,王德安,黄友诚.污水处理[M].北京:化学工业出版社,2004:246-253.
[2] 谢嘉.水污染控制原理[M].成都:成都科技大学出版社,1994:204-206.
[3] 纪轩.污水处理工必读[M].北京:中国石化出版社,2009:365-371.
[4] 冯兆继,石明岩,莫东华.倒置A2/O工艺氮平衡与脱氮效率的分析[J].化工环保,2008,28(5):388-390.
[5] 吴永明,万金宝,熊继海.游离氨在高含氮废水生物法处理中的作用[J].工业水处理,2010,30(9):1 -3.
[6] 高峰,蒋伟群,黄强.SBR工艺脱除苯胺废水中的总氮[J].化工环保,2010,30(5):412 -414.
[7] 娄金生,吴俊奇,李星文,等.水污染治理新工艺与设计[M].北京:海洋出版社,1999:19-24.
[8] 原国家环境保护局.GB8978—1996污水综合排放标准[S].北京:中国标准出版社,1996.
[9] 章文菁,张朝升,方茜.间歇式活性污泥反应器短程同步硝化反硝化的研究[J].化工环保,2009,29(1):18-21.
Removal and Control of Ammonia Nitrogen in Refinery Wastewater
Zhao Xin
(Shanghai Gaoqiao Branch,SINOPEC,Shanghai 200137,China)
Based on the refinery wastewater quality and the existing equipments,the treatment process was improved with focus on the control of bio-nitration conditions.The ammonia nitrogen mass concentration of the effluent is decreased and the effluent quality can meet the discharge standards.The homogenizer is used as pretreatment equipment before the aeration basin,the influent COD of the aeration basin can be decreased from 420 mg/L to 322 mg/L with 23.3%of average COD removal rate.Adding NaOH solution into the influents of the homogenizer and the contact oxidation pond can keep the system pH alkalescent,the ammonia nitrogen mass concentration of the effluent can be kept below 5.0 mg/L and the average ammonia nitrogen removal rate can be increased from 23.5%to 87.5%.
refinery wastewater;nitration;ammonia nitrogen;wastewater treatment
X703.1
A
1006-1878(2011)05-0444-03
2011-03-11;
2011-06-10。
赵新(1974—),女,上海市人,大学,工程师,主要从事炼油废水处理技术及运行管理工作。电话13916660576,电邮 zhaoxin@sinogpc.com。
(编辑 王 馨)