PE-UHMW微孔滤材成型工艺研究
2011-12-04张强,薛平
张 强,薛 平
(北京化工大学机电工程学院,北京100029)
PE-UHMW微孔滤材成型工艺研究
张 强,薛 平*
(北京化工大学机电工程学院,北京100029)
采用烧结法制备了超高相对分子质量聚乙烯(PE-UHMW)微孔材料,并对微孔材料的各项性能进行了分析。结果表明,采用烧结法成型的PE-U HMW粉末的颗粒与颗粒间相互堆砌,堆砌形成的间隙便是微孔形成的原因。微孔材料的性能与 PE-U HMW的相对分子质量、粉末粒径、堆砌密度、烧结温度、烧结时间等因素有关。PE-UHMW的相对分子质量越大,微孔材料的压缩强度越大;粉末粒径越大,微孔材料的孔径越大;随着烧结温度和烧结时间的增加,微孔材料的孔径变小,孔径分布变宽。
超高相对分子质量聚乙烯;微孔材料;烧结;过滤;成型工艺
0 前言
PE-U HMW是一种具有优异综合性能的热塑性工程塑料[1]。它有着其他工程塑料无可比拟的耐磨、抗冲击、耐腐蚀、自润滑等性能,广泛用于国民经济的各个领域。国内外研制PE-U HMW微孔材料的历史已有30年,在长期的科学实验和工业生产中,已经形成了多种成熟的方法,如核径迹法、熔融挤压拉伸法、无机物颗粒填充法、热致相分离法等,这些方法具有各自不同的成孔机理[2]。
根据金属粉末烧结成型机理及PE-U HMW自身特性,本文采用无压烧结的方法来制备PE-U HMW微孔材料,并对微孔材料的各项性能进行了分析。
1 实验部分
1.1 主要原料
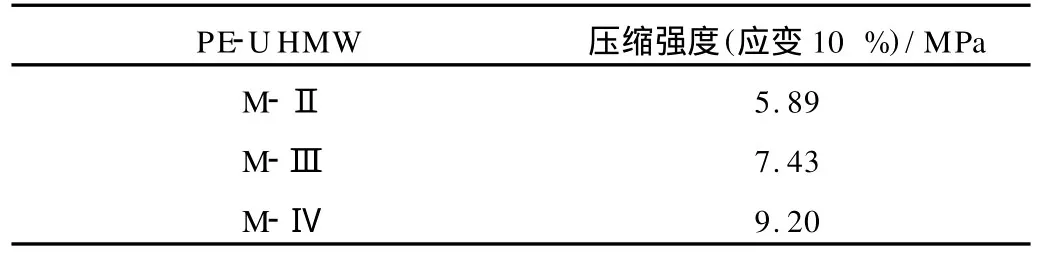
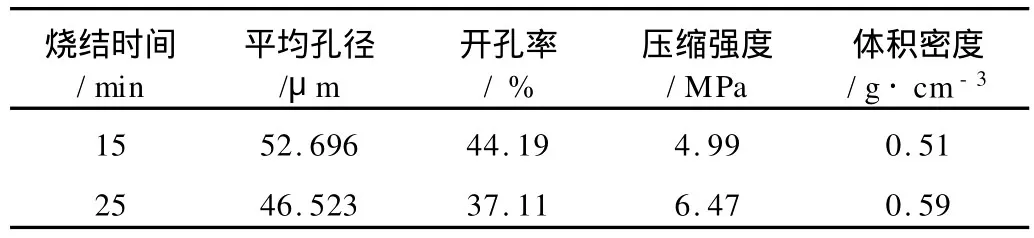
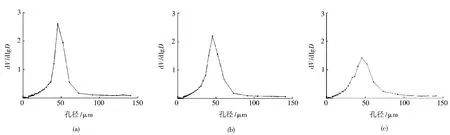
PE-U HMW粉料,M-Ⅱ、M-Ⅲ、M-Ⅳ,相对分子质量大小顺序为M-Ⅱ 加工助剂,市售。 烘箱,SFG-02.400,恒丰医疗器械有限公司; 高速混合机,SHR-50A,三兴江帆机械厂; 模压机,400 mm×400 mm,郑州鑫和机器制造有限公司; 万能材料试验机,Modei 1185,英国Instron公司; 扫描电子显微镜,S-4700,日本 Hitachi公司; 全自动压汞仪,Auto Pore Ⅳ9510,美国麦克仪器公司; 模具,自制。 将PE-U HMW粉料装入模具中,然后对模具进行加热,当粉体颗粒外表面达到黏流态时,由于温度较高,分子的热运动变得相对较为容易,分子链段也就易于活动,这样相互接触的颗粒表面,由于分子链段的相互扩散、移动而彼此粘接起来[3],控制适当的加热时间和温度,使相互堆砌的粉体颗粒间仍有部分空隙,然后停止加热,冷却形成微孔材料。 按 GB/T 8813—1988测试PE-U HMW微孔材料的压缩强度,试样为圆管状,外径为(36±1)mm,内径为(24±1)mm,长度为(50±1)mm; 利用全自动压汞仪测试PE-U HMW微孔材料的平均孔径、开孔率和孔径分布等参数; 样品喷金后采用扫描电子显微镜对其微观结构进行观察。 PE-U HMW的相对分子质量对微孔材料性能的影响主要体现在压缩强度上。从表1可以看出,随着PE-U HMW相对分子质量的增大,微孔材料的压缩强度相应增大。这是因为相对分子质量越大,分子链越长,分子链间的相互作用越大,材料的内聚能也就越大;同时,相对分子质量越大,熔体黏度也就越高,颗粒表面熔接后,其熔接强度也就越大。 表1 PE-UHMW相对分子质量对微孔材料压缩强度的影响Tab.1 Effect of molecular weight of PE-U HMW on compressive strength of microporous materials PE-U HMW粉末粒径对微孔材料的性能影响较大,它直接决定微孔材料孔径的大小,对于开孔率、压缩强度等性能亦有一定影响。从表2可以看出,随着PE-U HMW粉末粒径的增大,微孔材料的平均孔径也增大,开孔率增高,而压缩强度则会降低。这是因为在进行烧结时,热量是从粉体颗粒的表面逐步传入颗粒的内部,颗粒越大,从颗粒表面软化到整个颗粒熔融需要的时间越长,这样就更容易形成较大的孔,从而使材料的平均孔径、开孔率增大;相反,颗粒越细,颗粒熔融时间缩短,易烧结过度,进而导致软化了的颗粒将孔隙完全填满,孔径就会变小,开孔率随之变小。就压缩强度而言,颗粒越大,自然状态下堆积密度越小,颗粒间相互接触的总面积小,总的粘接强度不足,从而导致压缩强度降低;颗粒越细,自然状态下堆积密度大,颗粒间相互接触的总面积大,总的粘接强度较大,压缩强度也就越大。压缩强度与体积密度的变化趋势一致。 表2 PE-UHMW粉末粒径对微孔材料性能的影响Tab.2 Effect of particle size of PE-UHMW powder on the properties of microporous materials 从图1可以看出,每种微孔材料的孔径分布都存在一个峰值,即占有体积最多的那部分孔的孔径,峰值左侧的点多于右侧,且随着粉末粒径的减小,孔径分布变窄。拟定过滤精度等于峰值孔径,可得不同粉末粒径的微孔材料的过滤精度分别为:45.468、40.420、25.957、13.950μm。说明随着粉末粒径的减小,微孔材料的峰值孔径变小,过滤精度逐渐提高。 图1 PE-UHMW粉末粒径对微孔材料孔径分布的影响Fig.1 Effect of particle size of PE-U HMW powder on pore size distribution of microporous materials 从表3和表4可以看出,选取粉末粒径为250~355μm的PE-U HMW,在相同烧结时间下,烧结温度越低,微孔材料的开孔率越大,但压缩强度降低。如果烧结温度过高,容易出现开孔率过低、制品局部发黄、甚至表面结皮无微孔等不良现象。同样,相同烧结温度下,烧结时间越短,微孔材料的开孔率越高,但压缩强度降低。无论是提高烧结温度还是延长烧结时间,都是增大了对材料的热量供给,当材料吸收的热量增多,表面熔融的粉体颗粒越多,颗粒粘接的总强度越大,表现为压缩强度升高,但熔融部分增多使得颗粒间隙被填充,直接导致开孔率下降。体积密度的变化趋势则跟热量的供给是一致的。 表3 烧结温度对微孔材料性能的影响Tab.3 Effect of sintering temperature on the properties of microporous materials 表4 烧结时间对微孔材料性能的影响Tab.4 Effect of sintering time on the properties of microporous materials 从图2可以看出,随着烧结温度和烧结时间的提高,微孔材料的孔径分布变宽,峰值孔径减小,这说明热量供给的增多会导致微孔材料孔径分布不均匀,平均孔径变小,孔径大小的不确定性增加,微孔结构的不规则性增加。 图2 烧结温度和烧结时间对微孔材料孔径分布的影响Fig.2 Effect of sintering temperature and time on pore size distribution of microporous materials 从图3可以看出,烧结后的 PE-U HMW粉末颗粒并不是融成一团,而是收缩形成很多细小的颗粒,这些颗粒相互堆砌、表面粘接形成具有一定强度的多孔材料,颗粒间隙就是孔的来源,从而验证了成孔机理。 图3 微孔材料微观结构的SEM照片Fig.3 SEM micrographs for microstructure of microporous materials 颗粒的形状、大小、堆砌密度、排列顺序都是决定微孔材料结构的重要因素。颗粒在受热后,表面熔化,在表面张力的作用下熔化的颗粒趋于球形,球形的颗粒镶嵌在一起,它们的形状越相似,尺寸越小,所得微孔结构就越规则,孔径也越小。堆砌密度则主要影响孔径大小,堆砌密度越大,孔径越小。本文采用无压烧结的方法,故可不考虑堆砌密度的影响。此外,排列顺序也可以人为控制,可以采取类似于振动加料的原理,将烧结前的粉末颗粒进行振动排序,一方面使得排列的顺序更加规则,另一方面使得自然状态下的堆砌密度达到最大,这样,所得微孔结构也就更加规则,孔分布更加均匀。最后,设定合理的烧结温度和烧结时间,防止颗粒间隙被熔融的物料填满,即防止物料塑化过度,就能得到上述的微孔结构。需要指出的是,采用电镜法测得的微孔材料的孔径一般比采用压汞法、滤速法测得的数据要大得多,这是因为微孔材料具有各向同性的三维空间网状结构,微孔上下交错,使其通道有效直径减小[4],图3(a)也证实了这种结构。 (1)采用无压烧结法可直接制备PE-U HMW微孔材料,PE-U HMW相对分子质量对微孔材料的压缩强度有一定影响,相对分子质量越大,压缩强度也越大; (2)PE-U HMW粉末粒径对微孔材料的性能有着重要影响,粉末粒径越大,微孔材料的孔径越大,故可以通过粉末粒径来调节微孔材料的平均孔径,进而调节过滤效果; (3)PE-U HMW颗粒在冷却过程中收缩成许多细小颗粒,这些颗粒相互堆砌粘接起来,其中的间隙就是成孔原因; (4)PE-U HMW粉末堆砌密度越大,孔径越小,压缩强度越大,如采用无压烧结法,堆砌密度即为自然状态下的装料密度,可以不考虑它的影响; (5)提高烧结温度或延长烧结时间,微孔材料的平均孔径减小,孔径分布宽度增大,增加了孔径大小的不确定性,严重影响了孔径分布的均匀性和孔结构的规则性。 [1] 陈 战,王家序,秦大同.超高分子量聚乙烯基本性能及改性与应用研究[J].润滑与密封,2001,(5):54-56. [2] 赵忠华,薛 平,何亚东,等.用 TIPS法成型超高分子量聚乙烯微孔材料的机理分析[J].高分子材料科学与工程,2003,19(1):24-27. [3] 刘仁山.微孔塑料过滤管的研制[J].化学推进剂与高分子材料,1998,(4):26-30. [4] 潘 波,李文俊.热致相分离聚合物微孔膜[J].膜科学与技术,1995,15(1):1-3. Study on Processing Conditions of PE-UHMW Microporous Filter Materials ZHANG Qiang,XUE Ping* Ultrahigh molecular weight polyethylene(PE-U HMW)microporous materials were prepared by sintering method,and the properties of microporous materials were studied.The forming reason of micropores was gap among particles.The properties of microporous materials were affected by molecular weight,particle size,packing density,sintering temperature and sintering time.The compressive strength of microporous materials increased with increasing molecular weight of PE-U HMW.The particle size of PE-U HMW powder decided the pore size,the bigger the particle size was,the bigger the pore size was.With increasing sintering temperature and sintering time,the pore size decreased;meanwhile the width of pore size distribution increased. ultrahigh molecular weight polyethylene;microporous material;sintering;filtration;processing condition TQ325.1+2 B 1001-9278(2011)07-0068-04 2011-05-12 *联系人,xuepmail@263.net1.2 主要设备及仪器
1.3 试样制备
1.4 性能测试与结构表征
2 结果与讨论
2.1 相对分子质量对微孔材料性能的影响
2.2 粉末粒径对微孔材料性能的影响


2.3 烧结温度和烧结时间对微孔材料性能的影响

2.4 微孔材料的微观结构

3 结论
(College of Mechanical and Electrical Engineering,Beijing University of Chemical Technology,Beijing 100029,China)