气质联用法分析焊膏中助焊剂的化学成分
2011-11-24司士辉
陈 昕 王 璐 ,司士辉
(1.湖南师范大学医学院,中国 长沙 410006;2. 中南大学化学化工学院,中国 长沙 410083)
助焊剂是表面贴装技术焊接过程中不可缺少的辅料,助焊剂主要由树脂、溶剂、表面活性剂、有机酸活化剂、防腐蚀剂、助溶剂、成膜剂等组成,各成分在助焊剂中发挥不同的作用[1].在回流焊中,助焊剂作为焊锡膏的重要组成部分,可以去除焊接材料表面的氧化膜,净化焊接表面,降低熔融焊料的表面张力,提高润湿性,防止焊料氧化和确保焊点可靠性等.在焊接过程中助焊剂促进焊锡的流动和扩散,保护被焊材料在预热和焊接过程中不被重新氧化[2-4].除此之外,助焊剂的残留物不具有腐蚀性且容易清洗,不析出有毒有害气体,符合电子工业规定的水溶性电阻和绝缘阻抗;不吸潮,不产生细菌;化学性质稳定,易于储藏[5].助焊剂中通常还添加少量的辅助成分,这些成分可以改善焊膏性能.焊剂体系还可以起到控制焊膏的其他性质的作用,如黏着力、塌落度以及黏滞性等[6].统计表明:表面组装技术(Surface Mounted Technology,缩写SMT)生产中60%~70%的焊接缺陷与焊锡膏的质量有关[7].焊锡膏中,助焊剂除了有去除氧化膜和降低表面张力的作用外,还起到承载合金粉末的作用[8].助焊剂通常含活性剂、溶剂、缓释剂等多种有机和无机物.活性剂[9-14]是助焊剂配方中的“机密组分”,即人们通常说的商业秘密.活性剂是为提高焊剂的助焊性能而加入的,通常的加入量为2%~5%[15].主要是通过净化焊锡粉和被焊母材表面的氧化物,提供洁净的焊接面,增加焊料和被焊母材之间的润湿性,提高可焊性.有机活性剂的活性大小与其本身的结构有关,例如含有羧基(—COOH)和胺基(—NHS、—NHR、—NR))等活性官能团的有机物是很好的活性剂[14].使用的有机活性剂包括:脂肪酸、芳香酸、脂肪胺及其衍生物,胺的卤酸盐[16-17]. 溶剂是用来溶解助焊剂中的各种组分的,对焊锡膏的粘性起到一定的调节作用,对焊锡膏的寿命也有影响[18].醇类和醚类是目前使用最多的溶剂[19].
北京化工大学董慧茹教授等人[20-21]曾经对进口焊膏中的助焊剂进行了分析,他们采用薄层色谱和柱色谱等方法对进口焊膏中的助焊剂进行分离分析,利用红外光谱和质谱法对分开的各组分进行定性及结构鉴定,最后确定分离出的4种组分分别为均质高油松香、聚乙二醇单丁醚、聚乙二醇二丁醚和硬脂酸酰胺.薄层色谱法受温度、湿度等外界条件影响较大,重现性差,分离效果不理想.而色谱及其联用技术因其优越的分离定性能力和高灵敏度,目前已被广泛使用.GC-MS联用技术是色谱-质谱联用技术中发展比较完备的一种,能够提供较高的分离效率和检测灵敏度,并且有可供参考、对照的标准谱图库,可以方便地得到待分析组分的定性结果.局限性表现为只能对沸点较低易挥发的物质进行直接分析,而不能直接分析难挥发性的物质.
本实验尝试选用丙酮、甲苯、乙醇分别做溶剂,对进口焊膏样品进行溶解,用离心分离的方法分离样品中的金属粉末和助焊剂,并用萃取分离的方法对助焊剂溶液中的复杂组分进行简单的分离,用GC-MS和红外光谱(IR)分析法对分离得到的样品进行测试,对其进行定性分析.
1 实验部分
1.1 实验材料与试剂
进口无铅焊锡膏(ALPHA Lead-free Solder Paste SAC305 NO-CLEAN)、分液漏斗、丙酮、无水乙醇、石油醚、无水乙醚、甲苯、乙氰,以上试剂均为分析纯.
1.2 仪器与设备
离心机(800B上海安亭科技仪器厂)、JM6102型电子天平(余姚纪铭称重校验设备有限公司)、傅里叶红外光谱仪(Nicolet公司AVATAR360)、气质联用光谱仪(日本岛津公司Q P2010).
1.3 实验条件
1.3.1 色谱条件 DB-1柱:30 m×0.25 mm×0.25 μm;载气:He(99.999%);柱流量(恒流): 1.0 mL/min;进样口温度:280 ℃;进样方式:分流进样;分流比为10∶1. 进样量: 1 μL,升温程序为:初温:40 ℃、60 ℃,保持3 min,10 ℃/min升至300 ℃,保持10 min.整个升温程序用时35 min.
1.3.2 质谱条件 EI离子源,电子能量70 eV:扫描范围20~550 amu;四级杆温度150 ℃;离子源温度为200 ℃;倍增器电压0.8 kV;GC-MS接口温度250 ℃;谱库采用NISTl07.
1.4 样品的处理与制备
取焊膏样品10 g左右置于10 mL干燥的离心管中,加入5~8 mL丙酮[21],搅匀,放入离心机中进行离心分离,每次离心10 min,转速为2 000 r/min,静置5 min后,将上层丙酮溶液倒出,放入一干燥的容器内,在离心管内再加入5~6 mL丙酮,搅匀,离心,静置,上层倒出,放入同一容器内,重复上述过程5~6次,浓缩后得溶液A;取部分浓缩液A加入25 mL去离子水静置3 h后,萃取得橙黄色油状物B;萃取后的水层加入25 mL乙醚,静置3 h后萃取分离,得油状物C.离心试管中的金属粉末上层有白色乳状物质,不溶于丙酮溶剂,将容器中的丙酮挥发浓缩,加入25 mL去离子水离心10 min,取白色悬浮乳状物D待用.
2 结果与讨论
2.1 丙酮为溶剂的样品分析结果
将上述油状物B、C分别加入25 mL乙醚溶剂溶解,取其溶液及A分别进行GC-MS测试.测试的总离子流图.由GC-MS总离子流图看出每个图谱都只有3个强度较大的峰,由于本实验只是对助焊剂中的组分进行简单的定性,所以对那些强度较小,分离较好的峰也进行了检索.对照NISTl07谱图库进行检索,检索结果如表1~表3.
表1~表3中共有的物质三丙二醇甲醚是焊锡膏用助焊剂中的溶剂;松香酸是助焊剂中的常用成膜剂;苯并三氮唑是缓蚀剂;二丙二醇是粘度适中的溶剂;十四酸和反油酸是活性剂.表2中检索出表1中没有检出的一亚油酸甘油酯;表3中也检出了表1中没有的反油酸,所以对样品进行萃取处理的助焊剂溶液有利于检出更多的组分.
2.2 分别以甲苯、乙醇为溶剂的样品分析结果
按照1.4制备样品的过程,分别改用甲苯和乙醇作溶剂对焊锡膏样品进行处理后做GC-MS测试.GC-MS总离子流图对照NISTl07谱图库进行检索,检索结果见表4、表5.

表1 溶液A的GC-MS分析结果
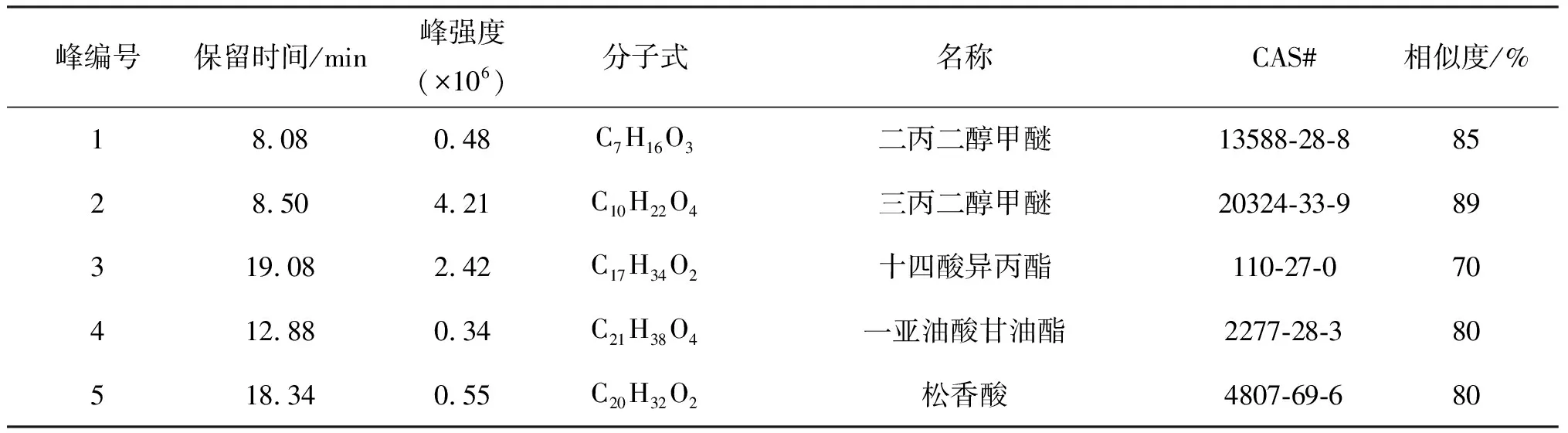
表2 溶液B的GC-MS分析结果

表3 溶液C的GC-MS分析结果
由以上分析结果可知:该焊膏中的活性剂为松香酸、软脂酸、正辛酸和反油酸;溶剂为三丙二醇甲醚、二丙二醇、二丙二醇甲醚和相关的单体及其对应的缩合物; 缓蚀剂为苯并三氮唑.

表4 甲苯为溶剂的GC-MS分析结果

表5 乙醇为溶剂的GC-MS分析结果
2.3 样品的红外测试分析
取样品制备过程中得到的悬浮物D,烘干后对其进行红外测试,其光谱图如图1所示.图1中,1 696 cm-1和1 276 cm-1是与季碳原子相连的的羧酸υC=O和υC—O振动,2 651 cm-1是二聚羧酸中的—OH伸缩振动,1 384 cm-1和1 365 cm-1是异丙基的σ—CH3变形振动,1 696 cm-1处有峰归属为液态或固态羧酸.与 Sadtler 红外标准谱图库对照,可推测该悬浮物D为松香酸.
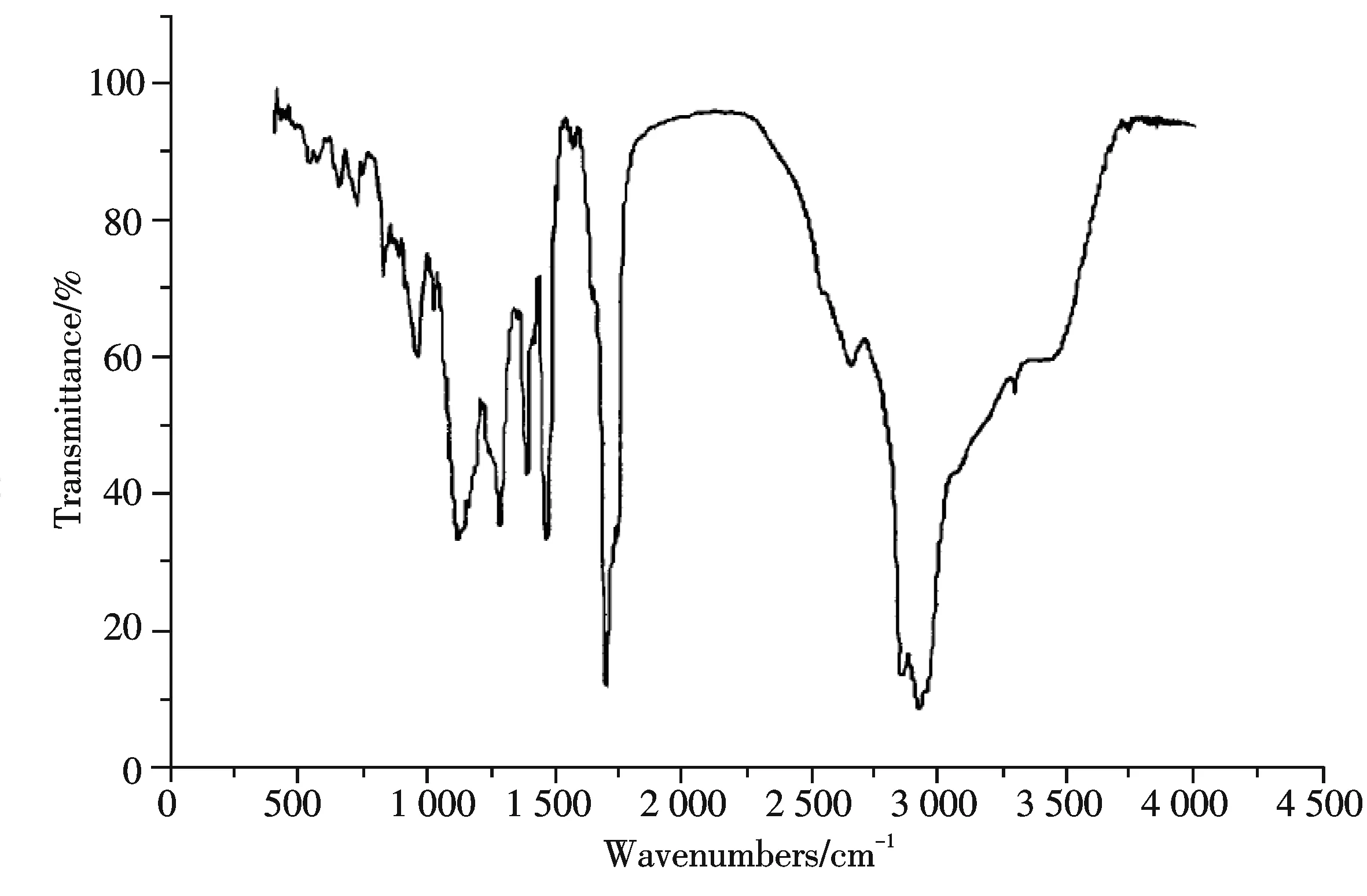
图1 未知物D的红外光谱图
由于本实验主要是通过对焊膏助焊剂的组分分析,对焊膏用助焊剂的组分选用提供一些参考信息,所以没有对其含量及其他较复杂问题进行更深一步的研究.
3 结论
通过尝试采用不同的溶剂溶解焊锡膏样品,利用溶剂的极性和溶解度的差异,使样品溶解出不同组分,避免一些微量的复杂组分溶出,分别对各个步骤得到的溶液进行GC-MS测试,定性分析出焊锡膏助焊剂中一些主要组分.结果表明,进口焊膏助焊剂中的活性剂为松香酸、软脂酸、反油酸、十四酸、正辛酸;溶剂为三丙二醇甲醚、二丙二醇甲醚、二丙二醇及其对应的单体和相应缩合物等;缓蚀剂为苯并三氮唑.
参考文献:
[1] GB/SJ10668-1995.中华人民共和国电子行业标准表面组装技术术语[S]. 北京:中国标准出版社,1995.
[2] 齐 成. 助焊剂的正确使用和免清洗技术[J]. 印制电路信息,2010, 18(3):60-62.
[3] VIANCO P T, Soldering flux in sanda national laboratories[J]. Solder Electronic Appl, 2000, 8(2):1-10.
[4] DARWISH S M, AI HABDAN S, AI TAMIMI A. A knowledge-base for electronics soldering[J]. J Mater Proc Technol, 2000,97(3):1-9.
[5] 印有胜. 钎焊手册[M]. 哈尔滨:黑龙江科学技术出版社,1989.
[6] 李力宏. 焊膏及因素对焊接质量的影响[J]. 电子工艺技术,1996,17(4):28-30.
[7] RICHARD R, LATHROP J R . Solder paste of performance verification for fine printing[J]. Microelectronics Reliability,1997, 32(4):3-5.
[8] 刘成文,宋振宇. 表面贴装技术用焊膏及印刷技术[J]. 电子工艺技术, 2003, 24(4):147-151.
[9] GAO G L, GOENKA L N. Fluxing media for non-voc, no-clean soldering: US, 5958151[P].1999-09-28.
[10] HIEP D Q. Epoxy based voc-free soldering flux:US, 5904782[P]. 1999-05-18.
[11] SAMUEL V B, YOUNG M B, SUMMERS D R. Flux solution for soldering containing bomeol:US, 6193812[P]. 2001-02-27.
[12] SAMUEL V B, YOUNG M B, SUMMERS D R. Multi functional soldering flux:US, 6010577 [P]. 2000-01-04.
[13] NISHINA T, Okamoto K. Flux for soldering and solder composition:US, 0051770 [P]. 2003-03-20.
[14] ABE H, TAGUCHI T, KAWAMATA Y,etal. Thermosetting soldering flux and soldering process:US, 0019075 A1 [P]. 2001-09-06.
[15] 王素丽,雷永平,夏志东,等. 无铅钎料用免清洗助焊剂的研制[J]. 电子工艺技术,2004, 25(4):147-149.
[16] 马 鑫,何 鹏. 电子组装中的无铅软钎焊技术[M]. 哈尔滨:哈尔滨工业大学出版社, 2006:96-102.
[17] 顾霭云,赵尔明,曹白杨.从有铅向无铅焊接过渡阶段应注意的问题[J].华北航天工业学院学报,2005,15(3):1-6.
[18] 徐 聪.手动植球与RMA焊膏的研制[D]. 武汉:华中科技大学, 2002.
[19] LEE N C. Reflow soldering process and troubleshooting. SMT, BGA, CSP and flip chip technologies [M]. Butterworth-Heinemannn Press, 2002.
[20] 朱大伟,董慧茹,雒丽娜. 图示法优化有机松香型助焊剂薄层色谱展开剂[J].理化检验-化学分册,2004,40(3):176-177.
[21] 朱大伟,董慧茹,雒丽娜,等.进口松香型焊膏的成分分析[J].光谱实验室, 2003,20(2): 196-200.