上海林肯电气POWERPLUSTMⅡ系列焊机的使用与维修
2011-11-14张国友金志伟
张国友,金志伟,汪 钧
(上海林肯电气有限公司,上海 201907)
上海林肯电气POWERPLUSTMⅡ系列焊机的使用与维修
张国友,金志伟,汪 钧
(上海林肯电气有限公司,上海 201907)
简要描述了上海林肯电气有限公司生产的POWERPLUSTMⅡ系列晶闸管电焊机的特点。强调了本系列电焊机在安装及工作环境、电源电缆、焊接中继电缆、送丝机、调整和设置步骤等方面的重要性和注意事项,尤其对面板上的各个操作开关及控制板上面的DIP微动功能开关进行了详细描述。针对几种典型故障给出了有效的测量和判定方法,结合故障代码表的应用使用户能够方便、迅速地解决遇到的设备故障。
晶闸管;电焊机;林肯电气;DIP开关;故障代码表
0 前言
POWERPLUSTMⅡ系列焊机是由上海林肯电气有限公司生产的晶闸管式熔化极气体保护焊机,该系列有POWERPLUSTMⅡ350、POWERPLUSTMⅡ500及POWERPLUSTMⅡ650等机型。该系列焊机完全按照IEC标准IEC60974-1设计和生产,同时符合GB15579.1-2004的国家标准,它的IP23防护等级特别适合船舶、重型钢结构等行业的严格要求;其中POWERPLUSTMⅡ350焊机采用了林肯的专利技术——钻芯电感技术,而POWERPLUSTMⅡ650焊机还具有碳弧气刨功能。
1 POWERPLUSTMⅡ系列焊机特点
POWERPLUSTMⅡ系列焊机外观独特新颖、整机防护等级高、坚固耐用、控制板接线简单、程序控制电路部分采用先进的PSOC(Programmable System-On-Chip,片上可编程系统)芯片、全树脂密封的控制板、可以升级的焊机控制程序,还有可显示预置电压和故障代码的数字显示表等,是一个成熟、可靠、耐用的焊接电源系列。
2 安装
2.1 电源要求
三相,380~415 V(±10%),50或60 Hz;电源线面积要求:操作说明书推荐的电源线是按最恶劣的使用环境来要求的,根据经验表1中的数据较合理;焊机周围要留有足够大的空间以便散热和维护。
2.2 焊接电缆
为了避免与其他设备的干扰,获得最佳的运行状态,安装时尽量将电缆直接引向工件或送丝机,避免电缆线过长,不要使多余的电缆线呈盘卷状。工件和焊接电缆的最小规格,如表2所示。
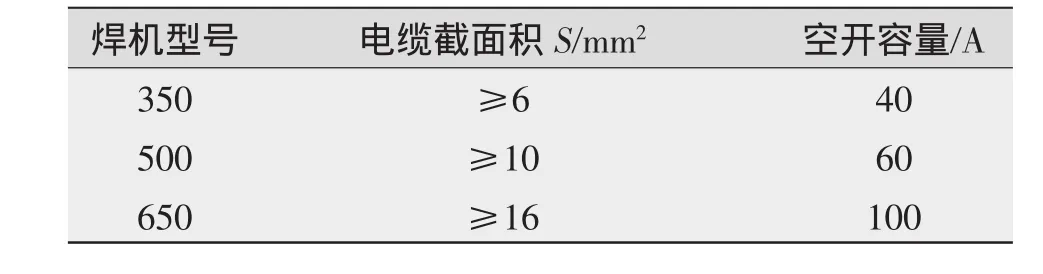
表1 电源线面积要求的合理选择
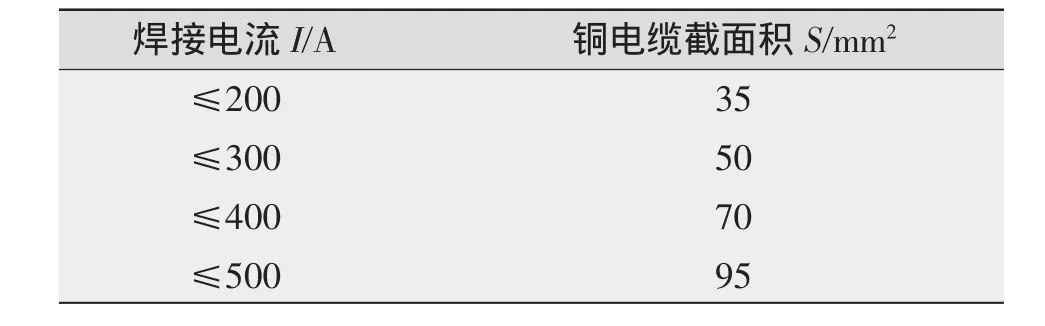
表2 工件和焊接电缆规格
注意:推荐的电缆尺寸可能根据需要而变化,原则是当额定电流通过时,接地电缆和焊接电缆上的总电压降不超过4 V。
2.3 送丝机
林肯电气为客户提供了五款送丝机供客户选择,分别是PWFTM-2(单驱2轮)、PWFTM-4(双驱4轮)、PWFTM-2Plus(单驱2轮)、PWFTM-4Plus(双驱4轮)、PWFTM-4SS(自保护焊专用),Plus机型比普通型号增加了脚轮、把手和焊枪放置插孔。若焊枪较长或焊丝较粗建议选用4轮送丝机。
2.4 焊枪
标准配置为通用的亚洲接口(还有欧式和林肯式接口可选),有350 A、500 A两种额定电流值,可选用多种长度(3 m、4 m、5 m),喷嘴也有直喷嘴和锥形喷嘴可根据需要选用或更换。
2.5 系统连接
系统连接如图1所示。
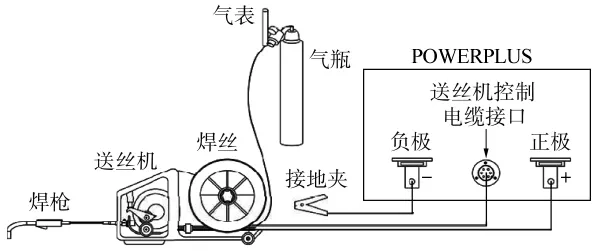
图1 系统连接示意
系统连接时的注意事项:(1)焊机机壳必须接地;(2)送丝机与中继线连接时注意不要让焊丝盘转动时刮到电缆或气管的紧固螺栓;(3)焊接主电路的连接螺丝要旋紧,防止因接触不良烧毁电气接头;(4)注意气管、焊接电缆、控制线不要相互纠缠。
3 调试
3.1 前、后面板功能开关和旋钮
焊机前后面板功能开关如图2所示。
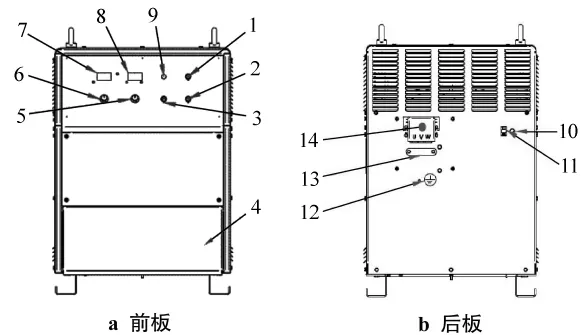
图2 焊机前、后面板
3.2 DIP开关介绍
POWERPLUSTM系列焊机控制板上有一个8位的DIP开关(见图3),可以根据用户的需要对焊机的一些辅助功能进行设置,详细情况如下:
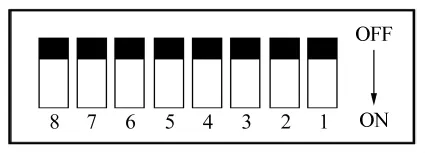
图3 DIP开关示意
1——预送气开关。该开关使得在输出电压开通之前就能够起动预送气,ON为有效;
2——小电流引弧开关(4步时有效,引弧电流值与收弧电流值相同),ON为有效;
3——弧坑重复模式开关(放开焊枪开关之后2 s内应再次按下开关,此时焊机将再次输出收弧电流及电压),ON为有效;
4——回烧开关,根据现场情况和操作习惯进行调节,默认为ON;
5——节电开关,OFF为启用节能模式,ON为禁用节能模式;
6——慢送丝引弧开关,OFF为慢速送丝引弧,ON时为正常送丝速度引弧;
7——长电缆补偿开关,ON为有效;
8——发电机供电模式,ON为有效。
每次重设DIP开关时,要先关闭机器;或设置完成后,重新起动机器。出厂设置:4、5、7为ON,建议设置4、5或4、5、6为ON。
3.3 送丝速度校准功能介绍
POWERPLUSTMⅡ系列焊机可根据用户的使用情况对送丝速度范围进行微调,具体操作步骤如下:
(1)关闭焊机电源,将DIP开关2、3和8置于“ON”位置,其他所有DIP开关置于“OFF”位置,收弧电流电位器调至中间位置,收弧开关必须处于“2步”状态。
(2)打开焊机电源开关。
(3)逆时针旋转送丝机上面的送丝速度调节旋钮至最小值。
(4)闭合焊枪开关,在送丝状态下,调节收弧电流电位器,直到送丝速度达到1.5 m/min。
(5)松开焊枪开关,将收弧开关打开,然后再关闭,最小送丝速度就设定好了。
(6)顺时针旋转送丝机上面的送丝速度调节旋钮至最大值。
(7)闭合焊枪开关,在送丝状态下,调节收弧电流电位器直到送丝速度达到20 m/min。
(8)松开焊枪开关,将收弧开关打开然后再关闭,最大送丝速度就设定好了。
(9)关闭焊机电源开关。
(10)恢复所有DIP开关为初始状态。
校准过程中闭合送丝机上的检气按钮5 s,即将送丝速度恢复至默认值。
3.4 试机
(1)系统连接完毕检查正常后可通电试机:打开焊机电源开关,报警灯亮2 s,显示表先显示6个“8”,而后报警灯熄灭,显示表显示“7.0X,6.0X”,而后电流表显示“---”,电压表显示1个10~45之间的电压值,调节送丝机的电压调节旋钮该数值可在10~45变化。
(2)气体流量调节:根据使用的焊枪喷嘴直径、焊丝直径、焊接电流来调节气体流量为10~20 L。
(3)电压调节:按使用电流估算电弧电压(依据经验公式14+0.05I)进行电压预置(预置电压要根据焊接电缆长度、焊接电缆截面积大小、焊接电流大小等因素考虑增加修正值),而后进行送丝速度调节和电压微调。扣动焊枪开关开始焊接,反复调节送丝机送丝速度和电压调节旋钮,至电弧稳定、参数与工艺基本相符为止;调节收弧参数与前面相同。
4 常见故障及维修
每台焊机的侧面板内侧都有一张主电路的接线图,可按图检修。注意焊机的电源线接通电源后辅助变压器的一次侧始终通有380 V电压,焊机面板上的电源开关只能控制辅助变压器的二次电压,检修时一定要切断配电箱内的供电开关。
(1)开机风机不转,无输出,不送丝,无显示。
检查供电电源电压是否正常、是否缺相,切断配电箱开关测量焊机后面板电源接线盒右侧两端子间电阻,正常为14 Ω(辅变一次线圈电阻值),如异常按主电路接线图检查辅助变压器供电回路熔断器。若辅助变压器有明显变色烧焦痕迹或有明显异味则更换,更换后通电前测量控制板右侧的8芯插座的2脚与5脚间的电阻(5脚正,2脚负),应该是一个电解电容充电的过程,如电阻为0 Ω则更换控制板。插件位置和控制板、引脚如图4、图5所示。
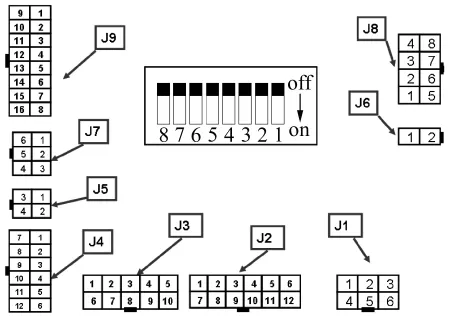
图4 插件示意
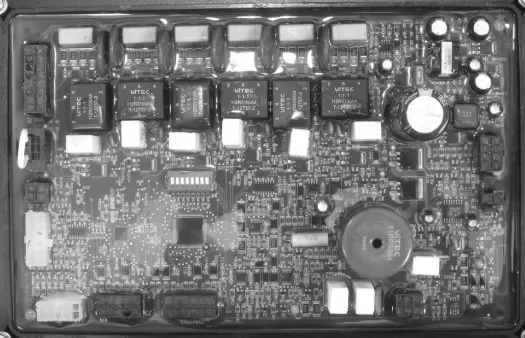
图5 控制板实图
(2)小参数焊接可以,大参数焊接不稳、飞溅大。
检查电源是否缺相(尤其是接线盒的中间相),检查接触器是否有触点接触不良(正常工作中每对上下触点间电压应该为0 V,若测量中出现电压降则说明该对触点发生故障),空载电压是否在40~66 V (500或650焊机,350焊机是33~54 V)之间可调,如异常可检查晶闸管模块和晶闸管的触发信号。晶闸管的测量方法比较熟悉,在此不做详细说明,重点讲述触发信号的测量:打开焊机前面板中部的盖板,拔下控制板左上角的16芯插件(J9),扣动焊枪开关,在J9上用万用表应该测到6个触发电压,分别是9-1,10-2,11-3,13-5,14-6,15-7,数字万用表直流档电压值约38 V,若相差较大则更换控制板。
(3)指示灯报警,显示表显示故障代码(见表3),可根据提示进行检修。
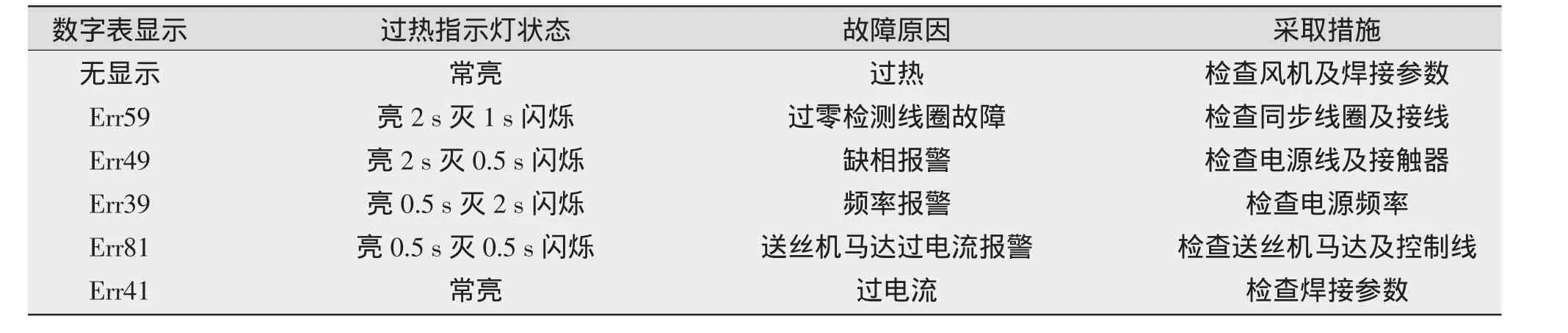
表3 故障代码
(4)参数不可调或开机自动送丝。
检查6芯控制线,6芯插头是否进水,是否有短路或断路,控制线两端的6芯插头接线方式是一一对应的。拔下焊机侧的6芯插头测量1-6脚间应该是2~10 Ω的电阻(送丝马达),2-6脚间应该是约70 Ω的电阻(24 V电磁阀),4-5脚间用万用表的二极管档测量应该是随送丝机上面的两个调节旋钮的调节而变化的值(一般显示0.5X~1.XX之间,正反向略有不同),3-5脚间在闭合焊枪开关时是220 Ω;拔下控制线两侧插头分别测量任意两线之间阻值都应该是无穷大;若送丝机及控制线没有问题则更换控制板。6芯控制线与送丝机的连接如图6所示。
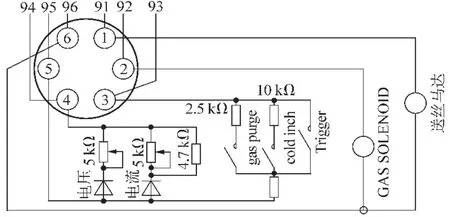
图6 送丝机接线示意
(5)焊接一段时间后无输出,报警灯长亮。
检查风机是否转动,转速是否正常,风机马达正常电阻值约为260 Ω;焊接参数是否过大,负载持续率超过焊机的额定值;检查温控开关回路是否开路,测量控制板J8线束的1-4脚之间阻值应该为0 Ω,若开路则检查温控器或接线,如图5左上角。
(6)送丝不稳。
送丝不稳反映的现象是电弧不稳甚至电弧间断,有时还会烧毁导电嘴,原因多为由焊丝盘刮蹭、送丝轮脏污、压力调节柄过松或过紧、导丝管脏污、导电嘴磨损等引起,用替换法比较容易找到;若以上原因都已排除则更换控制板。
5 结论
晶闸管熔化极气体保护焊机的使用已经比较普及,其安装调试并不需要非常繁琐的步骤,也没有很高的技术要求,只要具备一定的电气基础进行维修也并不困难;但进行焊机维修时一定要遵循操作规程,安全第一,注意外观检查、询问操作工焊机出现故障时的具体过程和表现,而后进行断电测量及通电测量。焊机故障多种多样,只要有足够的耐心、细心及一定的经验问题都是能够解决的。故障范围的判断有很多方法,但是替换法应该是最快最简单的,比如送丝机或控制板的替换都可以迅速的找到并解决问题。
The usage and maintenance of Lincoln POWERPLUS II series welding machines
ZHANG Guo-you,JIN Zhi-wei,WANG Jun
(Shanghai Lincoln Electric Co.,Shanghai 201907,China)
This article briefly describes the characteristics of POWERPLUS(tm)Ⅱseries SCR welding machines manufactured by Shanghai Lincoln Electric.It emphasizes the importance of installation and working environment,power supply cable,inter-connection welding cable,wire feeder,parameter pre-setting and tuning,especially the detail description about switches and potentiometers on front panel,as well the DIP switches on control PC board.According to several typical failures,the article provides the effective ways to measure and judge,by using the Error Code List,users may fix the faults they encounter quickly and easily.
SCR;welding machine;Lincoln electric;DIP switch;error code list
TG434
B
1001-2303(2011)05-0040-04
2011-02-22
张国友(1969—),男,黑龙江友谊人,工程师,主要从事焊接设备的售后服务工作。