转向架装配制造中的定位焊
2011-11-14张林儒宋全超
宫 平,常 力,张林儒,宋全超
(长春轨道客车股份有限公司,吉林 长春 130062)
转向架装配制造中的定位焊
宫 平,常 力,张林儒,宋全超
(长春轨道客车股份有限公司,吉林 长春 130062)
根据定位焊热输入低、焊接拘束度大和焊缝起弧点与收弧点接近等工艺特点,结合行业标准和生产实践阐述了转向架装配制造过程中定位焊的工艺要求和实施要点,详细论述了定位焊人员资质、焊接工艺规范、焊缝尺寸、焊缝修磨和检验的具体要求和注意事项。着重指出定位焊操作人员应具备相应的焊工考试证书和一定的焊接技能水平,定位焊预热应严格执行,必要时应通过改进结构和优化工艺以满足预热要求,定位焊两端应磨削成缓坡状,使之能与最终焊缝良好地结合,避免最终焊缝产生未熔合、未焊透,以及表面成形不良等缺陷。
转向架;定位焊;热输入;起弧;收弧
0 前言
转向架装配制造过程是多专业、多工种协调作业的过程,焊接在这个过程中扮演着重要的角色,转向架焊接质量不仅影响车辆的使用性能和寿命,更重要的是关系到人身和财产安全。目前,随着轨道交通装备制造业的快速发展以及人们对质量要求的不断提高,焊接质量控制与管理已经渗透到了产品制造的每个环节。
定位焊是正式焊接前为装配和固定焊件接头位置而进行的焊接,定位焊所形成的焊缝称为定位焊缝[1]。在转向架装配制造过程中,定位焊是不可缺少的重要工序,是焊接制造过程中的重要控制项点之一。本研究针对转向架装配制造中的定位焊,结合行业标准和生产实践阐述了定位焊的作用、特点以及定位焊在转向架及其部件上的应用。
1 定位焊的特点
定位焊是用来固定各被焊件之间的相对位置,目的是防止焊接变形和尺寸误差,保证正式焊接能够得到正确的几何形状和尺寸,因此定位焊和正式焊接一样重要,不能忽视,在一些关键特殊工序上,定位焊的重要程度甚至高于正式焊接。
与正式焊接相比,定位焊有以下特点:
(1)焊接热输入低。
定位焊为间断焊接,焊接过程中工件温度比正常焊接时低,易产生未焊透。
(2)焊接拘束度大。
由于结构的自身拘束条件以及冷却过程中的焊接收缩,导致定位焊接拘束度大,接头各部位承受不同程度的应力,加上定位焊的焊缝截面小,应力集中,因此容易产生裂纹。
(3)焊缝起弧、收弧点接近。
定位焊的起弧点与收弧点很接近,是在非稳定温度场条件下进行的焊接,熔合区冶金反应不完善,加之冷却速度快且淬硬[2],易产生始端未焊透、末端裂纹等缺陷。
2 转向架及其部件的定位焊
定位焊在转向架及其部件的装配制造中起着非常重要的作用。按工序划分,定位焊属于部件的组对工序,但在一般情况下,定位焊所形成的焊缝又是最终焊缝的组成部分,因此,定位焊能够同时反映部件的组对质量和焊接质量,在生产过程中应特别重视定位焊的焊接实施和质量控制。
2.1 操作人员资质
定位焊操作通常为组对铆工,也可在组对工序专门配备焊工从事定位焊接,无论定位焊操作是铆工还是焊工,都必须通过EN287-1资格考试并取得焊工资质考试证书,证书所确定的焊工资格范围必须包含在生产中所使用的焊接过程,如焊接工艺(111、135、141等)、产品类型(板或管)、焊接类型(对接或填角焊)、材料组别和焊接位置等。
2.2 焊接工艺规程(WPS)
定位焊工艺规程应是通过评定的合格的焊接工艺规程。定位焊与正式焊接为同种焊接工艺时,定位焊工艺采用正式焊接的打底焊工艺规程,出于减少焊接缺陷的考虑,定位焊焊接电流可比正式焊接电流大10%~15%。定位焊与正式焊接为不同种焊接工艺时,应在焊接工艺评定时充分考虑,并在焊接工艺评定报告(WPQR)中有所体现,以便制定符合生产实际的定位焊工艺规程。
值得注意的是,熔化极惰性气体保护焊(141)定位焊时可不添加填充材料,以熔化钝边为宜,这种情况应在对应的焊接工艺规程中加以说明。
此外,正式焊接要求预热焊缝,在定位焊时同样要求焊前预热,预热温度一般取正式焊接时预热温度的上限。
2.3 定位焊前准备
定位焊前应保证焊接区域表面无潮湿和污染物,如油污、锈蚀、起鳞等,重点确认坡口根部尺寸是否正确,保证装配质量达到图纸要求后方可进行定位焊,并选择合理的定位焊顺序。
2.4 定位焊尺寸
定位焊应有足够的强度,以确保焊件之间相对位置固定,因此,定位焊的厚度和长度都应有所规定,应根据具体结构来确定定位焊缝厚度。如对于多层焊来说,定位焊一般采用正式焊接的打底焊工艺规程(或采用可以达到与打底焊相似焊缝形状、尺寸和性能的焊接工艺规程),定位焊缝厚度不超过设计焊缝厚度的1/2,如图1所示。对于单层焊来说,定位焊缝厚度超过设计焊缝厚度的1/2,甚至有的会超过设计焊缝厚度的2/3,如图2所示,此时应对定位焊缝表面进行修磨处理,减小焊缝厚度,保证定位焊不会对正式焊接带来不良影响。
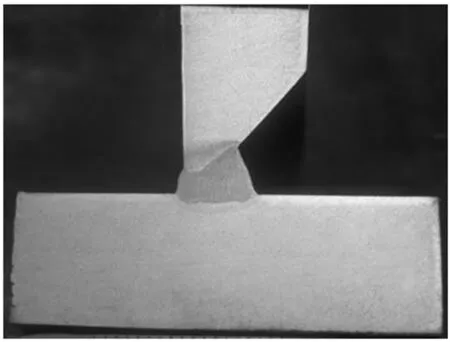
图1 多层焊定位焊缝横截面
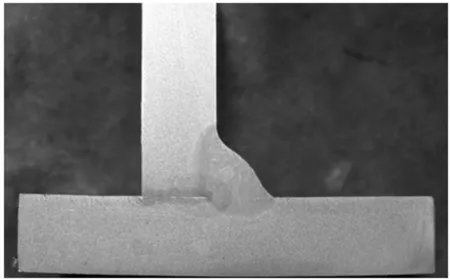
图2 单层焊定位焊缝横截面
定位焊长度直接影响定位焊缝强度,同时也对焊接冷却速度产生直接影响。标准中建议定位焊最小长度为50 mm,并说明当材料厚度不足12 mm时,定位焊的最小长度为材料厚度的4倍,当材料厚度大于50 mm或屈服强度超过500 MPa时,应考虑增加定位焊的长度[3]。在转向架及其部件的装配制造中,焊件尺寸大小不一,焊件间所形成的接头长度不等,有长度不足50 mm的短焊缝,也有长度超过3 m的长焊缝,因此需要根据具体结构决定定位焊长度,尤其是短焊缝的定位焊长度。当因结构原因导致定位焊长度不足20 mm时,建议在正式焊接前修磨或清除定位焊焊缝。
2.5 定位焊位置分布
对于板的焊接,定位焊应沿焊缝均匀分布,并避开焊缝的交叉处、棱角处、转弯处。对于管的焊接,定位焊的分布与管的公称直径D有关:D≤50 mm时,对称两点;50 mm<D≤150 mm时,均布2~3点;D>150 mm时,均布3~4点[5]。
2.6 定位焊修磨
在正式焊接之前应对定位焊进行修磨,两端磨削成缓坡状,使之能与最终焊缝良好结合,如图3、图4所示。

图3 定位焊修磨示意
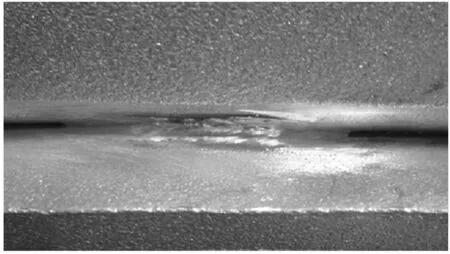
图4 定位焊修磨实例
自动焊接时,由于焊接机器人不能有效识别定位焊缝,若定位焊缝尺寸较大,而焊接机器人不能及时调整参数,则容易产生焊接缺陷,因此在自动焊之前有必要修磨定位焊缝,磨削程度在不影响组对尺寸的前提下,尽可能减小对自动焊焊缝质量的影响。
2.7 定位焊检验
定位焊检验包括定位焊的焊接质量、部件的组对尺寸和接头的根部间隙等。
如果定位焊是最终焊缝的组成部分,那么定位焊与整条焊缝有相同的质量要求,不允许出现未熔合、未焊透、裂纹、夹渣等缺陷;如果定位焊焊缝不是最终焊缝的组成部分,则应保证定位焊焊缝在焊接过程中合理熔化,焊后采用机械方法或其他方法处理,如有必要,处理后进行表面无损检测[5]。
定位焊后部件的组对尺寸应满足图纸和技术文件的要求。通常情况下,为减少焊接变形,工艺上采用定位板(拉筋)辅助定位和焊接,定位板焊接应有经评定确认的焊接工艺规程,并注意定位板的位置。拆除定位板时不应伤及母材,将拆除后残留的焊疤打磨至与母材表面平齐,如有必要,拆除后进行表面无损检测。
接头的根部间隙对焊接质量影响很大,定位焊后的接头根部间隙应能满足焊接实施和保证焊接质量。ISO 9692中强调,在采用定位焊接的情况下,ISO 9692所涉及的根部间隙是指定位焊之后的间隙,因此定位焊后应对接头的根部间隙进行检查确认。
对于在检查过程中发现的焊接缺陷、尺寸偏差、间隙超差等,应清除原焊点后重新定位焊接,再次焊接的定位焊点位置尽可能避开原焊点。
3 结论
定位焊在转向架装配制造过程中起着非常重要的作用,应该引起生产制造单位和质量保障部门的高度重视,目前,转向架及其部件的定位焊在以下几方面控制上需要加强:
(1)操作人员资质。定位焊在组对工序完成,因此定位焊操作一般由铆工完成,这就要求从事定位焊的铆工应有相应的焊工考试证书,具备一定的焊接技能水平。
(2)定位焊预热。正式焊接要求预热的焊缝,在定位焊时同样要求预热,对于生产中因结构限制或工装夹具限制导致不能执行预热的,需要根据实际情况改进结构或优化工艺以满足预热要求。
(3)定位焊修磨。正式焊接前定位焊要求两端磨削成缓坡状,使之能与最终焊缝良好结合,以免最终焊缝产生未熔合、未焊透和表面成形不良等缺陷。
[1]GB/T 3375-94.焊接术语[S].
[2]倪庆阶.点固焊[J].焊接技术,1993(6):42-43.
[3]EN 1011-2:2001.焊接.焊接金属材料的建议(第2部分)铁素体钢的弧焊[S].
[4]GB 50236-98.现场设备工业管道焊接工程施工及验收规范[S].
[5]EN15085-4:2007.铁路应用 铁道车辆及部件的焊接(第4部分)生产要求[S].
Positioned welding in bogie assembly manufacture
GONG Ping,CHANG Li,ZHANG Lin-ru,SONG Quan-chao
(Changchun Railway Vehicles Co.,Ltd.,Changchun 130062,China)
This article according to the positioned welding lower heat input,bigger welding restricting and the welded joint has the arc igniting and arc crater close and so on,the union profession standard and the production practice elaborated in the bogie assembly process of manufacture the positioned welding technological requirement and the implementation main point,elaborated the tack welding personnel intelligence,the welding process standard,the weld size,the welded joint sharpening and the examination specific request and the matters needing attention in detail.Finally pointed out emphatically that the positioned welding operators should have the corresponding welder to take a test the certificate,has certain welding skill level,the positioned welding preheating should fulfill exactly,when necessity satisfies the preheating request through the improvement structure and the optimized craft,the postioned welding both sides should the grinding become the gentle slope shape,enables it to unify good with the final welded joint,in order to avoid the final welded joint does not have lack of fusion,no lack of the penetration,as well as superficial formation bad and so on.
bogie;positioned welding;heat input;arc igniting;arc crater
TG441
B
1001-2303(2011)11-0055-03
2011-08-24
宫 平(1978—),男,吉林长岭人,工程师,硕士,主要从事轨道客车转向架焊接工艺的研究工作。
