AZ31B镁合金厚板变极性等离子加丝焊接接头性能分析
2011-11-14赵红凯杨旭东李敏拓
赵红凯,肖 锋,杨旭东,鲁 维,李敏拓
(1.北京星航机电设备厂,北京100074;2.重庆理工大学 材料界面物理化学研究所,重庆400050;3.艾美特焊接自动化技术(北京)有限公司,北京 102202)
AZ31B镁合金厚板变极性等离子加丝焊接接头性能分析
赵红凯1,肖 锋2,杨旭东3,鲁 维1,李敏拓3
(1.北京星航机电设备厂,北京100074;2.重庆理工大学 材料界面物理化学研究所,重庆400050;3.艾美特焊接自动化技术(北京)有限公司,北京 102202)
采用变极性等离子方法焊接AZ31B镁合金,研究了焊接接头的微观组织、元素分布、断口形貌、接头强度和硬度等。结果表明,AZ31B镁合金变极性等离子加丝焊接接头没有明显的热影响区,焊缝成“V”字形;接头成形良好,焊缝为细小的等轴晶,没有发现大面积区域偏析,无脆性相Mg17Al12,但有Al、Mn相;焊接过程镁元素含量变化导致焊缝中铝含量的升高,而Mn、Zn元素含量基本不变;拉伸试验断裂在熔合区,断口表现为混合断裂,没有气孔和裂纹;焊缝硬度大于母材但小于熔合区硬度,沿熔深方向硬度没有明显变化。
镁合金;变极性等离子焊接;组织性能
0 前言
镁合金具有较高的比强度与比刚度、密度低、无磁性、防震、优异的尺寸稳定性和易回收等特点,被广泛的应用于航空航天、汽车、摩托车和电子产品等领域,被誉为21世纪绿色工程金属结构材料[1-3]。由于镁合金焊接过程中易产生粗晶、氧化、蒸发、裂纹、气孔等缺陷,因此,选择一种适合于镁合金特点的焊接方法是制造镁合金结构件的关键。
变极性等离子焊接是一种高能密度焊接方法,它可以独立地设置正向焊接和反向阴极雾化时间,加大焊接熔深和合理调配阴极清理密度。小孔效应为氧化膜和气孔提供了溢出的孔道,从而保证了焊接质量和焊接效率[4-5]。因此,用变极性等离子焊接方法焊接镁合金有着不可比拟的优势。
虽然目前已有采用变极性等离子方法焊接AZ31B镁合金的报道[6-8],但是主要集中在镁合金薄板(5 mm以下)以及自熔焊接两个方面,未见报道厚板(8 mm以上)变极性等离子加丝焊接。为此对变极性等离子焊接技术加丝焊接AZ31B镁合金进行深入分析,为采用变极性等离子加丝焊接AZ31B镁合金厚板提供了数据基础,同时也为镁合金结构件的工程化应用提供了理论依据。
1 试验
试验采用8 mm厚的AZ31B镁合金轧制态板材,试样尺寸300 mm×150 mm。焊前先用丙酮清洗被焊件正、反两面,去掉表面油脂,再用不锈钢钢刷清理表面氧化皮。选用艾美特变极性等离子焊接系统,该系统主要由LWV-1000立卧两用纵缝、XM系统控制器、XVC-6自动弧长控制器、X-FEEDER送丝系统以及AMET变极性等离子焊接电源VPC-450组成。焊接过程中采用立式向上焊接,双面氩气保护熔池。实验采用对接方式,填充金属为AZ31B镁合金焊丝,直径2.0 mm,AZ31B镁合金板材及镁合金焊丝成分为:w(Al)=3.0%,w(Zn)=0.95%,w(Mn)=0.40%,w(Si)=0.04%,余量为Mg。
试验应用φ 3.2 mm钨极,内缩量控制在3.4± 0.1mm,焊接电流165~200A,等离子气流量0.8~1.5L/min,焊接速度150~190mm/min,送丝速度500~600mm/min。变极性等离子小孔法焊接的镁合金焊缝外形均匀,焊缝与母材过渡平稳,正面饱满无咬边现象,背面余高均匀合适,焊缝宏观形貌如图1所示。

图1 焊缝正、背面宏观形貌
焊接接头拉伸试验在5582型精密万能材料试验机上进行,试验机的最大负载为100 kN。显微硬度在HVS-1000型显微硬度仪上测量,实验力范围0.098~9.8 N,加载方式为自动加载。微观显微组织在OLYMPUS GX51型倒置金相显微镜上观察。接头合金元素分析采用JSM-6460LV型扫描电镜。
2 实验结果与分析
2.1 接头组织分析
如图2a所示,母材是经过轧制后形成的,其组织晶粒呈纤维状。图2c所示的焊缝区由细小的等轴晶组成,是典型的铸造急冷组织。从图2b中可以看出,该区晶粒大小与母材晶粒大小相当,无明显的晶粒长大迹象,无过热组织出现。过渡区呈现出母材和焊缝的混合特征,在晶界与晶粒内部有黑色的第二相析。焊缝正面与焊缝背面晶粒大小变化不明显。

图2 AZ31B镁合金显微组织
等离子弧是一种部分电离的气体射流,在适当的焊接工艺参数条件下,等离子弧射流冲透熔池形成中间具有小孔的穿孔熔池,随着焊接的进行,穿孔熔池前方母材金属不断熔化,并沿着穿孔两侧流向穿孔的后方,然后汇聚,形成焊件正、背面皆具有焊缝的穿孔型等离子弧焊接过程。
图2c中生成了等轴晶,一方面是由于焊接熔池这种动态的平衡过程以及电弧对熔池的搅动作用,另一方面由于镁合金的导热系数大(154 W/m·k),散热快,而本实验又采用了水冷循环系统对焊接工装进行冷却,促使焊接热及时传导,使焊缝区金属快速凝固结晶,进一步导致了焊缝区的晶粒细化,因此在焊缝区得到细小的等轴晶;在图2b所示的过渡区,由于等离子弧的作用集中,导致母材与焊缝过渡区范围窄,镁合金热导率大使熔合区晶粒来不及长大,未出现过热组织,过渡区狭窄没有明显的热影响区。但近缝区金属由于受到焊接热循环作用,铝、锰等合金元素固溶到镁基体中。由于冷却速度快,合金元素来不急完全扩散,所以在金属内部和晶界处没有大面积的第二相析出,但仍有少量第二相析出,从图2b中可以看出,过渡区呈现母材与焊缝的混合特征。
为了进一步了解焊缝组织特征,对焊缝区金属进行了X射线衍射分析,如图3所示。结果表明,焊缝为镁的单相组织(δ-Mg),没有明显的Mg17Al12相或其他杂质的存在。这一结果说明焊缝中的Al、Zn、Mg等元素主要是以固溶的形式分散在镁基中。

图3 X射线衍射分析
2.2 焊缝区元素分析
镁的沸点为1 107℃,铝的沸点为2 056℃,等离子弧柱温度高达1×105℃,所以在等离子焊接过程中镁合金的烧损比较严重。考虑到焊缝中镁的损失将改变其化学成分,使铝含量相对增加,导致了脆性相(Mg17Al12)连续析出的可能,而影响焊缝的力学性能。为此,对焊缝区做了面扫描。扫描区如图4所示,各元素分布如图5所示。

图4 焊缝扫描区域

图5 合金元素面分布图
从图4可看出在晶粒内部和晶界上有第二相存在。图5a为镁基,图5b是Al元素弥散地分布在镁基中,图5c中显示微量的Zn分布在镁基中,而图5d显示少量的Mn分布在镁基中。结合图5可以看出,各种元素整体上分布均匀,没有明显的偏析现象。一方面是由于焊接过程中等离子弧对焊缝熔池的搅拌作用;另一方面,AZ31B镁合金变极性等离子焊接采用立式向上的焊接方法,熔池是一种向下流动的动态平衡过程,为元素的扩散提供了时间。从图4中可以看见白色块状第二相物质,结合图5分析出白色块状物质为Al-Mn相和Mg-Al相。从图3的衍射分析中为发现第二相存在。这是因为母材中Al元素对Mn元素的亲和力强,Al-Mn相的形成造成焊缝贫Al,又因为母材中Al元素含量少,即使在非平衡结晶状态下,第二相含量也很微小,只在焊缝局部存在,所以未检测出有Al-Mn相的存在。同样由于焊缝贫Al,焊缝处也无大面积Mg-Al脆性相Mg17Al12生成。因此图3的衍射分析结果中无第二相存在。
在焊缝正面与背面同时对各元素做面分析,结果显示Mg、Al、Zn元素含量大小相当,均呈弥散分布,说明在焊接过程中,熔池在电弧的搅拌作用下是一个动态平衡过程,各元素分布均匀,没有明显的区域偏析。
采用填加与母材相同成分的AZ31B焊丝实现AZ31B厚板镁合金同种材料的对接,在焊缝局部处有大块的Al、Mn相存在,但是没有大面积的Mg、Al相存在。从整体上看各元素分布比较均匀,没有大面积的区域偏析,说明Al、Mn、Zn等元素主要被固溶到镁基中。
2.3 断口形貌分析
拉伸试验断后焊缝宏观、微观形貌如图6所示。从图6a可知,断裂发生在焊缝与母材过渡区处,断口方向与水平呈45°。由于焊接接头没有明显的热影响区,熔合区呈现出母材与焊缝混合特征,图2显示熔合区有第二相生成,导致熔合区为焊接接头的薄弱部位。图6b为焊接接头的断口形貌,断口为混合断口机制,没有发现裂纹和气孔等明显断裂源存在。在传统的焊接方法中,由于镁合金的热导率高,传热快,镁合金本身线收缩体收缩大,导致熔池在冷却过程中收缩力增加,容易产生裂纹[9]。而在变极性等离子焊接过程中,等离子弧对熔池的搅拌作用和立式向上焊接方法的结合,形成熔池的一个动态平衡过程。在该过程中熔池金属的下流过程增大了金属凝固时间,电弧的搅动作用使气体易于溢出,所以没有气孔。同样由于熔池的流动,焊接残余应力得到释放,大大减少了焊接热裂纹存在的可能。
焊接接头拉伸试验结果如表1所示。焊接接头的抗拉强度达到母材的92.1%,远远优于AZ31B镁合金TIG焊接接头强度(约为母材的80%),可见,采用变极性等离子焊接方法焊接镁合金能够获得优良的焊接接头。
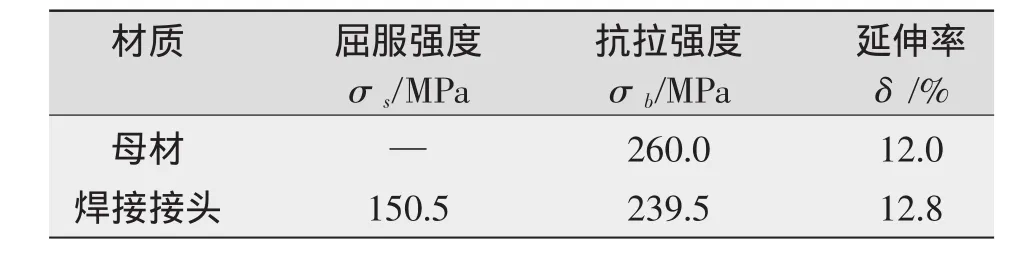
表1 AZ31B镁合金变极性等离子焊接力学性能
2.4 接头硬度分析

图6 拉伸试样断口宏观、微观形貌

图7 硬度分布
图7a为焊缝到母材硬度的变化情况,可以看出焊缝硬度高于母材,但低于熔合区硬度。焊缝硬度高于母材,是因为焊缝为铸态急冷组织,是细小的等轴晶,而母材为轧制态,所以硬度升高。在过渡区,由于镁合金的散热快,没有过热组织生成,而在晶体内部及晶界处析出第二相,并且呈弥散分布,对基体有弥散强化作用,所以硬度高于焊缝。图7b为从沿熔深方向从焊缝正面到焊缝背面的硬度情况,发现硬度变化不明显,大体趋于一致。这是因为在电弧搅拌和液态熔池流动的综合作用下,焊丝与母材在熔化状态下充分混合,各种合金元素均匀分布,整体上没有大面积的区域偏析,所以呈现硬度一致性。
3 结论
(1)利用变极性等离子焊接方法成功地实现了厚8 mm AZ31B镁合金板材变极性等离子加丝焊接。焊接接头没有明显的热影响区,焊缝狭窄,接头成形良好,焊缝为细小的等轴晶。焊缝正面与焊缝背面晶粒大小变化不明显。
(2)没有发现明显的区域偏析,没有Mg17Al12脆性相,存在铝锰相,多分布在过渡区。
(3)拉伸试验断裂在熔合区,断口表现为混合断裂,没有气孔和裂纹存在。
(4)焊缝硬度大于母材但小于熔合区硬度,沿熔深方向硬度没有明显变化。
[1] Mordike B L,Ebert T.Magnesium properties applications potential[J].Materials Science and Engineering,2001,A302 (1):37-45.
[2]陈振华.镁合金[M].北京:化学工业出版社,1999.
[3]冯吉才,王亚荣,张忠典.镁合金焊接技术的研究现状及应用[J].中国有色金属学报,2005,15(2):165-178.
[4] Nunes B C,Bayless E O,Jones C S,et al.Variable Polarity Plasma are Welding on the Space Shuttle External Tank[J].Welding journal,1984(9):27-35.
[5]张宏光,魏铀泉.变极性TIG/PAW焊接技术及其应用[J].电焊机,2006,36(2):1-6.
[6]蒋健博,刘黎明,祝美丽,等.镁合金小孔变极性等离子弧缝焊工艺[J].焊接学报,2007,28(5):65-67.
[7]沈 勇,刘黎明,张兆栋.镁合金中厚板变极性等离子弧焊工艺[J].焊接学报,2005,26(6):1-5.
[8]刘黎明,沈 勇,张兆栋.镁合金变极性等离子弧焊接头的微观组织分析[J].机械工程学报,2006,42(5):198-203.
[9]李志远,钱乙余,张久海,等.先进连接技术[M].北京:机械工业出版社,2000.
Performance analysis of VPPA weld AZ31B magnesium alloy thick plate joint with filler metal
ZHAO Hong-kai1,XIAO Feng2,YANG Xu-dong3,LU Wei1,LI Min-tuo3
(1.Beijing Xinghang Mechanical-Electrical Equipment Factory,Beijing 100074,China;2.Materials Interfacial Physical-Chemistry Research Institute,Chongqing Institute of Technology,Chongqing 400050,China;3.AMET Welding Automation Technology Beijing Co.,Ltd.,Beijing 102202,China)
The variable polarity plasma arc welding(VPPAW)was used to weld AZ31B Magnesium alloy.The microstructure,element distribution,fracture surface,tension strength and hardness were investigated.The results show that favorable joint can be obtained and a“V”shape weld zone is formed.Heat affected zone is not evident and the grains of welded joint are fine equ-axial crystal.Besides,element segregation and Mgl7All2phase cannot be found in FZ but there are little Al-Mn phase exist.Vaporizing of Mg element led to the increasing of A1 content,but Mn,and Zn content is constant.Tension test broken at fusion area,The fracture shows mix-cleavage,which does not exist porosity and crack.The hardness of fusion zoon higher weld joint and lower base metal The hardness have no change at fusion depth direction.
Mg alloy;VPPAW;microstructure
TG456.2
A
1001-2303(2011)10-0062-05
2011-05-30
赵红凯(1982—),男,在读硕士,主要从事轻合金的焊接研究工作。
