国内冷轧轮盘卷取机的应用和发展
2011-11-11张锐华那杰夫
任 涛,张锐华,白 莉,那杰夫
(1.鞍钢集团工程技术有限公司,辽宁 鞍山 114021;2.鞍钢股份有限公司工程事业部,辽宁 鞍山 114021)
1 前言
目前国内已有几十家冷轧厂投入运行,除部分单、双机架可逆轧机外,大部分为四机架或者五机架形式的酸轧联合机组[1],除冷轧机外,最为核心的设备就是卷取机了。轮盘式(Carrousel)卷取机在上世纪60年代已被开发出来,国内在上世纪90年代开始应用,经历了成套引进-合作制造-自主开发三个主要阶段。近年来,常州宝菱公司和中国第一重型集团公司先后在国内自主研发了轮盘卷取机。本文从轮盘卷取机的工作原理和使用特点,论述轮盘卷取机在国内冷轧生产中的应用与发展。
2 轮盘卷取机的工作原理
轮盘卷取机将常规的两套卷筒安装在一个可以旋转的大转盘上,当第一个卷筒在初始位置象常规卷取机一样卷取带钢到一定程度后,转盘转动180°,第二个卷筒停在初始位置准备卷取钢卷。轮盘旋转过程中,第一个卷筒随轮盘公转的同时,又自转继续卷取带钢到固定长度后,飞剪切断带钢,由卸卷小车将钢卷移出生产线。同时第二个卷筒在初始位卷取带钢,如此往复,两个卷筒交替工作,这就是轮盘卷取机的工作原理。
轮盘公转是靠一组行星轮系实现的。从轮盘卷取机的发展历史看,其结构形式主要有两种代表形式,图1为早期常规轮盘卷取机的结构原理图,卷筒1和卷筒2安装在轮盘6上,卷筒1由主电机1通过齿轮Ⅰ-Ⅱ-Ⅲ-Ⅳ驱动,轮盘转动由回转电机7驱动,并通过空心轴3,齿轮Ⅲ-Ⅳ形成行星轮系,通过空心轴5及对应传动齿轮形成行星系驱动卷筒2。该机构优点是齿轮全部为外齿外啮合,加工制造方便,结构紧凑,重量轻;缺点是两套行星轮系的长空心轴3、5及轮盘主轴4为同心轴,加工、制造尤其装配精度要求非常高,另外卷筒轴、两套行星轮系空心轴、齿轮、轴承及配套件不同,备件种类多,占用维修资金大。
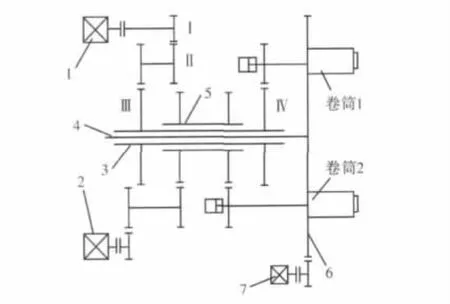
图1 常规卷取机传动原理图
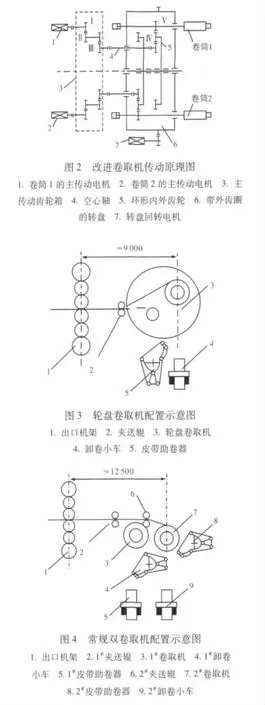
图2为改进的机型,目前应用较多,虽然轮盘公转也是通过回转电机7实现的,但行星轮系截然不同。以卷筒1为例,卷取动力来自主电机1,通过齿轮Ⅰ-Ⅱ-Ⅲ-Ⅳ-Ⅴ实现,行星系统则由卷筒轴、内外齿圈5和空心轴4组成,只有卷筒轴、空心轴尺寸不同,其余两套卷筒部件完全相同,装配、维护和备件储备均具优势,但重量大,齿轮Ⅲ强度要求较高。
3 轮盘卷取机使用特点及应用
3.1 使用特点
轮盘卷取机占地少,节省设备、运动精度高,安全可靠,但其自身造价昂贵。本文以1 700 mm冷轧机为例,就常规双卷取机和轮盘卷取机进行综合比较。轧机最大卷径为φ2 100 mm,最大卷重为30 kN,最大张力为120 kN,最高卷取速度为1 250 m/min,转盘直径为φ4 000 mm左右。图3和图4为两种配置工艺布置方式。
与常规卷取机比较,轮盘卷取机从设备组成、占地面积、设备基础、运行可控性等方面优点突出,如表1。常规卷取机的夹送辊、导板台、助卷器、卸卷小车均为两套,另外,从1#卷取引料到2#卷取位多一套过渡台,且在两个卸卷小车之间需要设置一台往返小车;而轮盘卷取机只需一套上述装置即可,只是由于轮盘公转,该电机比夹送辊电机和一套导板台磁力引料电机功率要大一些。
由于常规卷取机串列布置,两卷筒之间至少保证一台水平皮带助卷器的空间,所以至少比轮盘卷取机长出3.5~5 m的空间。特别应用于酸轧联合机组时,机组分卷时的速度一般在200~300 m/min之间,生产0.3 mm以下规格时,固定的卷取模式成为酸轧生产线连续稳定运行的保证,另外轮盘卷取机模式也更便于配置生产薄规格时的上套筒系统。
尽管常规卷取机总重量高、基础施工量大,但在投资方面具备一定优势。在初期整机引进阶段,轮盘卷取机引进费用昂贵,综合计算总投资要高600万元左右,合作制造方式也高出200~300万元。轮盘卷取机在设备组成、占地面积、设备基础、运行可靠性等方面的优点,决定了其在联合机组的首选地位,尤其2000年以后,被广泛应用在国内新建的各冷轧生产线上。
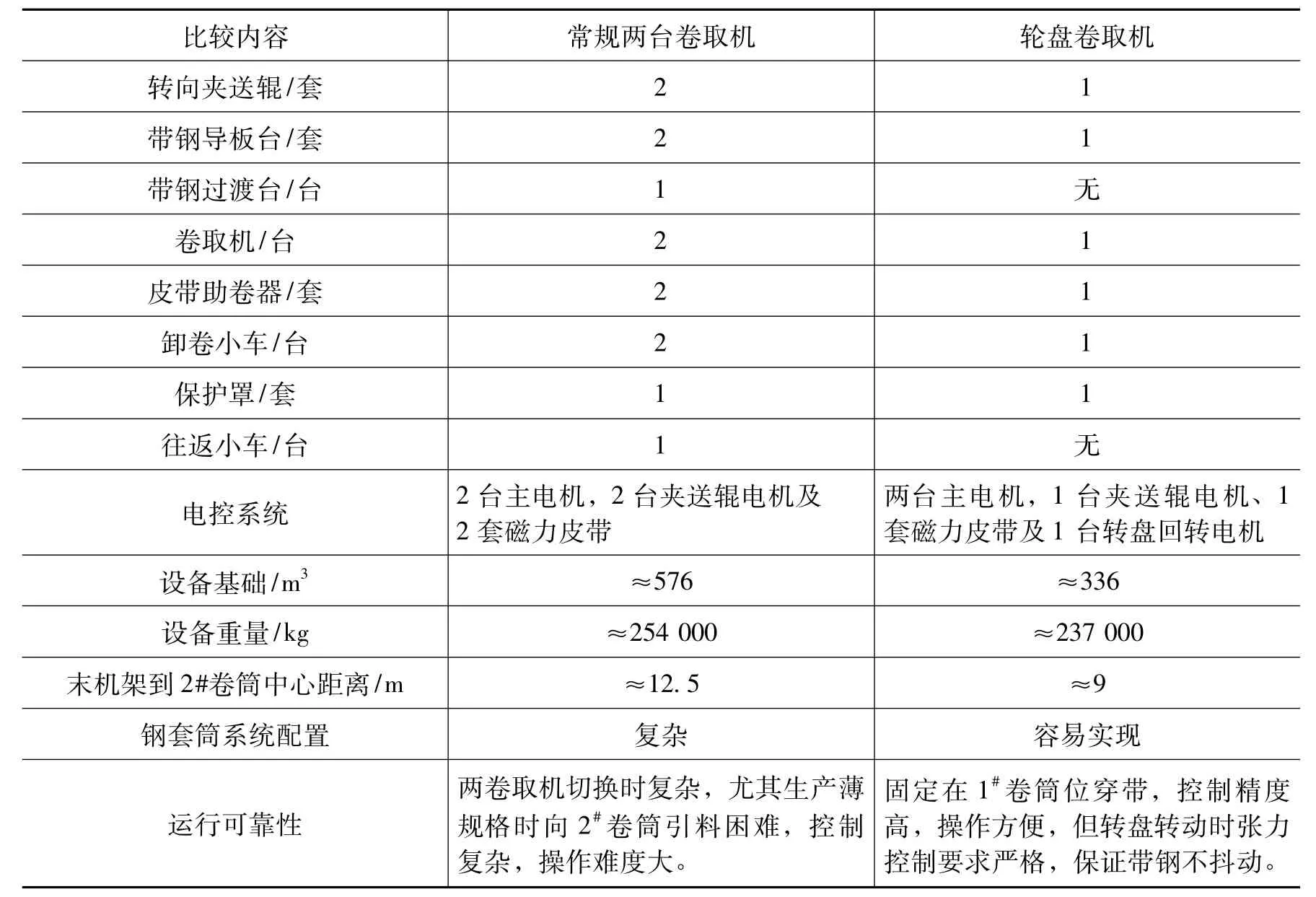
表1 常规卷取和轮盘卷取机特点比较
3.2 应用情况
轮盘卷取机已经成为新建冷轧联合机组的优选配置。基于目前两种不同结构形式的卷取机均有应用,本文对两种卷取机电机功率选择和使用进行分析说明。
3.2.1 轮盘公转时的惯量补偿[5]
常规卷取机在卷取带钢时基本的控制模式由五部分组成:基本张力模式,卷径计算,加减速时的惯量补偿、摩擦补偿和瞬时转动惯量补偿。其中,基本张力模式在穿带或者机组联动状态时为速度控制方式,正常生产时为转矩控制模式;瞬时转动惯量既包括卷取机本身如电机、齿轮、传动轴和卷筒机械转动惯量,又包括瞬时的钢卷实际直径和内圈状态(有无错层、带钢宽度和中心线是否重合)的转动惯量;摩擦补偿则是需要克服机械传动系统固有的摩擦力矩。
轮盘卷取机在初始位卷取状态下与常规卷取控制模式是一致的,在切换到正常卷取位的控制模式也是相同的,但在由初始位到正常位的切换即轮盘公转时,必须考虑轮盘公转时的转盘转动惯量的补偿,从图3所示轮盘卷取机布置示意图可知,一旦机组各设备准确定位后,在某轧制速度υ下,定义开始切换的卷径d1后,带钢从初始位公转到正常位的轨迹是确定的,可以计算出此过程中带钢的实际通过长度l,此时卷取机的速度可以用下式表示。

在轮盘公转时必须实时地计算该值,并叠加到主令速度值上。同样,基于轮盘公转实际精确控制,根据上式实时计算∂υ值,从计算速度参考值到计算转鼓转动时卷筒传动的惯量补偿值,∂υ值要被叠加到卷取速度υ中,∂υ值由式(2)确定。

这个环节非常关键,若控制精度稍差,在切换后,钢卷表面可以明显观察到卷层分界前后颜色深浅的变化,控制不好,则出现较大的错层,且张力波动太大,影响正常轧制。由于工艺要求除头尾圈外钢卷卷取时的层差小于1 mm,所以动态状态下带钢张力波动在±1%以内,恒速轧制时带钢张力波动在±0.5%以内。
3.2.2 轮盘卷取机主传动电机的选择[2][6]
冷轧生产线正在向高速、大产能和高强度方向发展,如1 700 mm冷轧联合机组,机组出口的速度一般为1 250 m/min以上,带钢强度一般大于800 MPa,卷取张力125 kN,卷取机电机选择尤为关键。一旦计算疏忽,将出现卷取机功率不足而制约轧机能力,本文仅就有关卷取电机选择注意事项进行说明。
目前卷取机的主驱动电机几乎全部采用交流变频电机,但由于交流变频电机的调速范围有限,而通常要求卷取的最大钢卷外径与卷筒外径的比值大于交流变频电机的调速范围,如1 700 mm冷机机组,卷筒直径φ508 mm,最大钢卷外径φ2 100 mm,则调速范围需要4.134,所以在选择交流变频电机时一定要考虑这一因素,必须结合电机的特性校核。一般的计算公式为

对张力和速度的选择,却需要考虑具体要求。通常根据产品大纲确定轧机最大速度和最大张力,但根据材料特性和轧制规程,二者几乎不会同时出现,若直接用二者最大值计算,则电机功率需要很大。应分别计算最大张力和最大速度下的电机功率,取其最大值作为基准再校核电机基速所对应的转矩是否满足张力要求,实际上电机计算问题演变为合理的{TV}组合问题,但必须考虑电机自身调速范围的特性。
根据长期生产经验,卷取时带钢弯曲变形和卷筒轴承处摩擦所消耗的功率约占总功率的5%~10%,摩擦力矩基本不变,由于所轧带钢机械强度不断提高,σbmax一般大于800 MPa,σsmax大于615 MPa,计算时依据基本式(4),必须计算具体取值。

式中,M1为带钢塑性弯曲变形所需力矩;b为带钢宽度;h为带钢厚度;σsmax为带钢屈服极限强度。
通常,将M1力矩和摩擦力矩合并考虑,相关文献中将二者折合为一个系数K,定义为弹塑性变形系数,初算时可以按照经验选择K=1.05~1.1。建议最好按照实际σsmax取值计算后与摩擦力矩统一折合实际的K值。
所以,综合考虑以上各因素,计算电机功率可选用式(5)。

求出功率后,再根据传动比、基速和所要求的调速范围校核调整,便可求出实际的电机参数。
4 轮盘卷取机在国内的发展
国内从上世纪90年代开始使用轮盘卷取机,直到2000年之前,由于内部驱动结构设计和制造复杂,制造、装配精度要求高的特点,从装备到控制全套引进,主要设计、供货商为德国SMS、日本三菱、日立等少数几家公司。随着国内钢铁工业的迅速扩张,大批冷轧项目建立,造成供不应求局面,从而加剧了少数供货商的竞争局面,有使用经验但继续扩张新建的业主为了降低投资成本,提出分交的需求。同时,国内专业制造厂也在机械加工制造方面基于高度竞争和快速发展的势态下,整体加工能力也得到提升。在这种多因素复杂背景下,轮盘卷取机成套形成外方专业设计,国内分交、合作制造局面,最早的合作制造记录是2000年8月,宝钢集团下属的中外合资常州宝菱公司为宝钢益昌薄板镀锡板轧机生产的轮盘卷取机,该项目由三菱公司设计,关键部件行星轮系全部进口[4]。此后,中冶陕压等也与SMS、CLECIM等公司进行合作。2000~2007年,引进和分交、合作制造密度都很高,同时陆续发表各种论文介绍原理、使用情况[7],各科研院校也展开对其的研究,有能力的合作制造厂也通过具体的制造过程中经验的积累,开始从理论、技术上消化、吸收。自主研发进程明显提升,与冶金相关的科研院校、中国一重、中冶陕压、宝菱重工等有实力的加工厂、以及鞍钢、宝钢等技术创新能力雄厚的钢铁企业都致力于在对该技术的消化、吸收,尤其在掌握张力控制、电机选择等应用技术的基础上,创新成果、自主研发。鞍钢与中冶陕压共同开发,联合国内知名轴承厂家共同攻关,于2007年3月为鞍钢1450 mm冷轧生产线成功制造出轮盘卷取机,宝钢工程技术公司宝菱重工于2008年6月也研发出轮盘卷取机,中国一重于2009年10月为新余钢铁公司承制的1 550 mm转盘式卷取机也成功下线[3]。随着轮盘卷取机的完全国产化,标志着国内冷连轧机的制造具备完全国产化的水平。
5 结束语
本文主要分析讨论了轮盘卷取机在国内冷轧领域的应用情况,对其两种代表型式的基本原理进行了简单分析,从设备配置、占地、投资等方面综合阐述了使用特点,并对该技术在国内的发展过程分阶段进行了说明。也从一个侧面反映出只有充分地消化、吸收,更有助于研发的实现,也希望通过轮盘卷取机的国产化,实现国内冷轧生产线高水平、现代化的装备,提升国际竞争力。
[1] 邹家祥.轧钢机械[M].北京:冶金工业出版社,2000.
[2] 陈治寅.冷连轧机组Carrousel卷取机电机功率问题[C].第二届全国宝钢学术年会论文集,2006,216-219.
[3] 张晓伟,蒋金水,王光儒.转盘式卷取机的自主设计[J].一重技术,2009,(1):4-7.
[4] 彭建东.卡罗塞尔卷取机国产化[J].江苏冶金,2002,30(4):48-52.
[5] 姜世平,焦时光,张娜,等.Carrousel卷取机主机结构及运动、动力参数分析[J].机械设计,2007,24(10):18-21.
[6] 刘宝衍.轧钢机械设备[M].北京:冶金工业出版社,2004.
[7] 甄志霞,王立峰.卡伦塞卷取机在邯钢酸洗-冷轧联合机组中的应用[J].浙江冶金,2005,8(3):7-10.
