层间温度对连续油管焊接接头组织的影响
2011-11-01西安石油大学材料科学与工程学院刘彦明
西安石油大学 材料科学与工程学院 黄 勇 石 凯 刘彦明
层间温度对连续油管焊接接头组织的影响
西安石油大学 材料科学与工程学院 黄 勇 石 凯 刘彦明
连续油管(Coiled Tubing,简称CT)是相对于常规螺纹连接油管而言的,又称为挠性油管、蛇形管或盘管, 具有强度高和韧性高的特点。随着石油工业的发展,CT作为石油工程中的新一代管材,广泛应用于石油勘探、钻井、洗井、石油运输等领域,如陆上或海上输送油气、连续油管钻井作业、连续油管修井、连续油管地层压裂工艺以及连续油管测井作业等。20世纪60年代,现代连续油管技术开始应用于石油工业。目前,全球能够生产连续油管的厂家主要有美国的优质油管公司和精密管技术公司。国内的宝鸡石油钢管有限责任公司已成功研制出CT80钢级连续油管产品,并已在西南油气田和辽河油田成功地进行了下井作业。焊接在连续油管的应用过程中是必不可少的,焊接接头质量的好坏将直接决定连续油管的使用寿命和安全性,因此对连续油管焊接接头组织的研究至关重要,本文,笔者主要讨论了层间温度对焊接接头组织的影响。
一、试验方法
试验用连续油管由宝鸡钢管厂生产,材质为CT80,管径50.8 mm,壁厚4.44 mm。连续油管的化学成分及连续油管的机械性能分别见表及表2。

表1 连续油管的化学成分(质量分数) %

表2 连续油管的力学性能
该次试验采用全位置自动TIG焊,所使用的电源是408-E程控焊接电源;焊接机头用的是TOA77管–管全自动TIG焊接机头。试验中使用的连续管,统一为U型坡口,钝边为1.6 mm,深度为2.5 mm。焊后要制样、清洗,进行金相分析,测量焊接接头组织显微硬度。焊接工艺参数见表3。

表3 焊接工艺参数
金相试验采用的仪器为蔡司405M金相显微镜、金相显微镜硬度机,显微硬度计为HXD – 1000TMC维式硬度计,外加载荷为300 gf(2.94 N),持续时间15 s,按横向和纵向两个方向测试硬度的分布状况。横向测试是从焊缝中心向母材依次打点,纵向是从盖面到打底依次打点,每2个点的间距为0.5 mm。
二、试验结果分析
1. 母材组织。CT80钢级连续管的母材组织明显呈层状分布,并可观察到轧制条纹。这是由于连续管在制造过程中连续多次的变形热轧、挤压下,晶粒沿轧制方向被拉长、细化后形成的。CT80钢级连续油管母材显微组织如图1所示。图中白色的为铁素体,黑色的为珠光体。

图1 CT80钢级连续油管母材显微组织
2. 层间温度对连续油管焊接接头金相组织的影响。连续油管焊接接头主要分为焊缝区、熔合区、粗晶区、细晶区和不完全重结晶区等区域。研究表明,连续油管焊接接头性能主要决定于焊接接头组织中的熔合区和粗晶区,因此,笔者主要分析层间温度对这两个区域组织的影响。不同层间温度下焊接接头的熔合区形貌如图2所示。

图2 不同层间温度下的熔合区形貌
由图2可知,在过渡的融合线处可以明显看出焊缝边缘的柱状晶,且方向性很强,左边是HAZ的粗晶区,其组织很不均匀,性能也不稳定,属于接头的薄弱环节。在一定范围内,随着层间温度升高,热影响区宽度也随之增加。层间温度为20 ℃的焊接接头热影响区较小,约为500 μm。这是因为高的层间温度会导致焊接过程中的热积累,受热区域增大,故热影响区较宽。不同层间温度下粗晶区的金相组织照片如图3所示。

图3 不同层间温度下粗晶区的金相组织
由图3可知,层间温度为20 ℃时,晶粒较小,分布均匀,经测量晶粒度为9.0。在100 ℃和200 ℃时,粗晶区晶粒尺寸较大,晶粒度分别为8.7,7.2。这主要由于焊接过程中较大的奥氏体组织和马氏体还没有完全相变,生成晶粒细小的珠光体和铁素体,焊接接头组织中会残留部分晶粒粗大的奥氏体和马氏体。
3. 层间温度对连续油管焊接接头硬度的影响。
(1)不同层间温度下焊缝到母材的硬度变化。不同层间温度下焊管各个区域的显微硬度分布曲线如图4所示。可以看出,在熔合线附近硬度值达到最大,这是因为熔合线附近区域为过热区,金属处于过热状态下,奥氏体晶粒发生严重的长大,冷却后得到粗大的组织,硬度值较高。随后从过热区到母材依次是正火区和不完全重结晶区,焊接时温度比过热区低,冷却后得到或部分得到均匀而细小的珠光体和铁素体,硬度较低。当层间温度为20 ℃,100 ℃和200 ℃时,最大硬度值分别为215 HV,230 HV和220 HV,在100℃时焊接过程中残留的马氏体组织较多,所以100 ℃时硬度较大。此外,还可以看出,最小硬度值分别位于距熔合线3 mm,4 mm和4.5 mm处,说明3个层间温度中,20 ℃时的热影响区较窄,与图2相吻合。
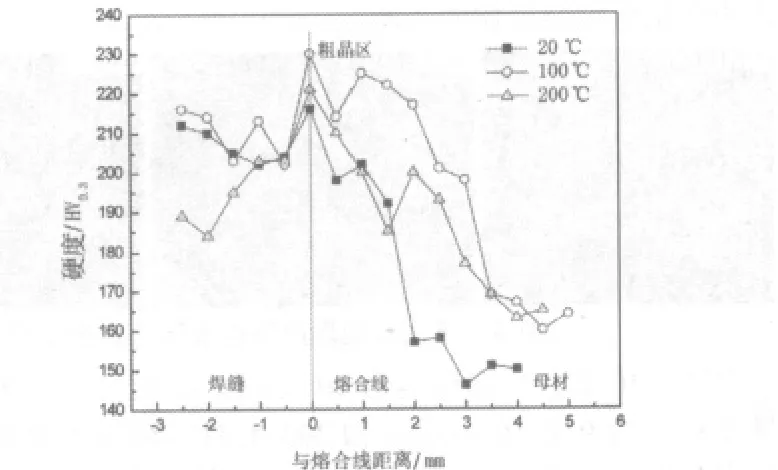
图4 不同层间温度下距熔合线的横向测点硬度分布曲线
(2)不同层间温度下焊缝区硬度的变化。不同层间温度下焊缝区的硬度值如图5所示。可以看出,层间温度在200 ℃时,焊缝硬度变化趋势比较平缓,在170~200 HV;层间温度在100 ℃时,焊缝硬度较高,在170~245 HV,且下降趋势较快;层间温度在20 ℃时,焊缝硬度在170~220 HV。焊缝纵向硬度值从外表面到内表面整体呈减小趋势,这是由焊接过程中的层间热处理作用造成的。底焊的硬度值整体低于其他各层焊的硬度值,主要是因为打底焊时没有填丝,所以硬度值接近母材硬度。盖面焊层硬度值较高,这是因为这一层面更靠近焊缝表面,散热更快,冷速较大,易形成马氏体组织。此外,层间温度为200 ℃时,焊接接头组织中出现奥氏体组织和马氏体组织共存的情况,故硬度变化不明显。

图5 不同层间温度下焊缝纵向硬度分布曲线
三、结论
1. 层间温度为100 ℃和200 ℃时,粗晶区晶粒比较大;20 ℃时,组织细小均匀。
2. 层间温度对热影响区的宽度有一定影响。层间温度为20 ℃时,热影响区最窄,约为500 μm。在一定范围内,随着层间温度升高,热影响区宽度增加。
3. 层间温度控制在100 ℃和200 ℃时,焊接接头焊缝区的硬度均在180~230 HV,变化趋势基本一致,谷值为160 HV;层间温度控制在20 ℃时,焊缝硬度在200~216 HV,波动较小,热影响区硬度较小,谷值出现在距融合线3 mm处。
