PLC在传统龙门铣床中的应用
2011-10-26陈菡菡湄洲湾职业技术学院机械工程系351200
陈菡菡 湄洲湾职业技术学院机械工程系 351200
PLC在传统龙门铣床中的应用
陈菡菡 湄洲湾职业技术学院机械工程系 351200
本文介绍一种通过伺服驱动器的零点箝位功能进行伺服箝位,并结合PLC程序以实现整个机台箝位的方法。
伺服驱动器;PLC;零点箝位
1、前言
现有5轴龙门铣床如图1所示。控制部分采用PLC,并配以光栅数显,可对五轴运动状态进行监控。X、Y轴均为全数字交流伺服系统,各轴伺服电机通过联轴器带动滚珠丝杠,以移动配有直线导轨的工作台和主轴铣头,其定位准确,速度快。立铣主轴上下、侧铣主轴上下,左右进给速度由变频器控制,根据工件大小和加工方位,来设置主轴合理的位置及进给速度,实现同时对工件水平及垂直方向进行铣削、镗削、钻削等一机多用功能加工。
本系统PLC选用力扬EX2N-32MT及EX1S-08EX系列。编程软件采用三菱Gx-developer梯形图编程软件,其编辑、监视、除错等操作非常方便。X、Y轴伺服系统均选用相同的,均采用日立ADA2系列交流伺服器。

图1 五轴龙门铣床
2、故障及解决方案
2.1 故障现象
电源ON时,通过操作面板选择X轴以自动方式往任意方向运行,并调整电位器,使X轴以不高于2000r/min任意速度运行。当X轴的行程挡块碰到限位开关时,X轴出现“偷跑”现象。在X轴的光栅数显上可以监控到当X轴碰到限位开关时,开始反向缓慢运行,当运行到一定距离时,又正向行驶,直至再次碰到限位开关,轴向再次反向行驶。如此往复运动使得X轴一直处于持续反复碰撞限位开关,迫使整个机台一直处于剧烈振动中。从而影响到整个机台的装配精度、刚度及使用寿命,并有可能导致安全性的问题。
Y轴的故障现象与X轴一样。

图2 为龙门铣床系统X轴伺服连接图
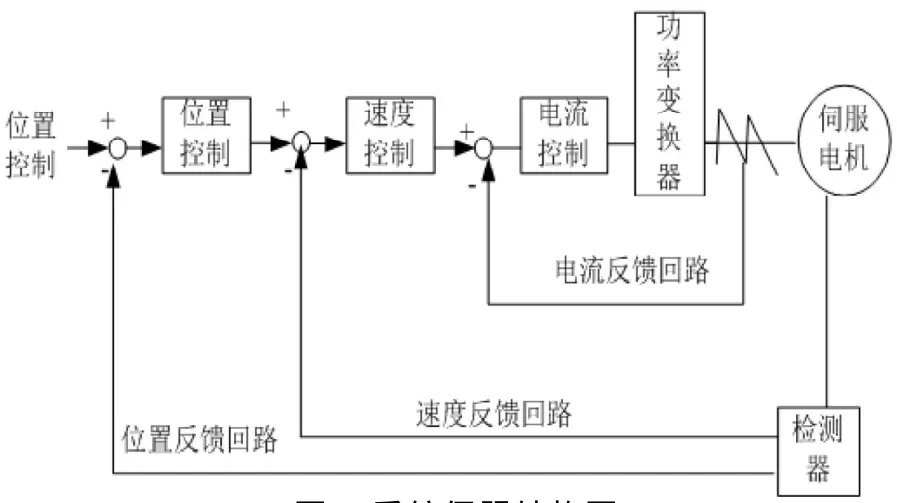
图3 系统伺服结构图
2.2 电路原理分析
轴向运动碰到限位后,X轴速度处于振荡中。检查伺服系统电气控制部分,线路图如图2所示。
ADA2系列交流伺服驱动器上共有9个强电接线端子和3个信号电缆插座I/O、ENC、PC。AC220V三相电源进线R、S、T经过电抗器后进入伺服三相主电路L1、L2、L3。信号电源PC用于连接个人PC机的串行口,作为伺服驱动单元的运行参数设定及运行状态监控;ENC从伺服轴编码器向驱动单元传递当前速度/位置反馈信号;I/O用来接受PLC发送的当前指令并完成对伺服轴的动作控制及状态监控。
I/O插座中的AL1与L为模拟信号输入端,用来接收来自外部定位器VR1(2K Ω)的模拟电压指令(±10V),当模拟电压为正时,伺服轴正转。模拟电压为负时,伺服轴反转。R3、R1为两组继电器触点,主要用来切换X轴正反转调速。SON,CM1用来传送伺服ON信号,使伺服电机处于受控状态。MOD、CM1为控制模式开关,用来切换手动及自动控制。手动控制时为手轮脉冲控制,自动控制时为速度控制方式。FOT、SOT分别为伺服轴电动机的运行提供正转行程极限及反转行程极限,以CM1为信号的公共点,伺服正常运行时Y14、Y15触点闭合,触点断开时,伺服正转限禁或反转限禁。
注:由于X,Y轴的伺服连线方式相似,在此不再对Y轴做特别说明。
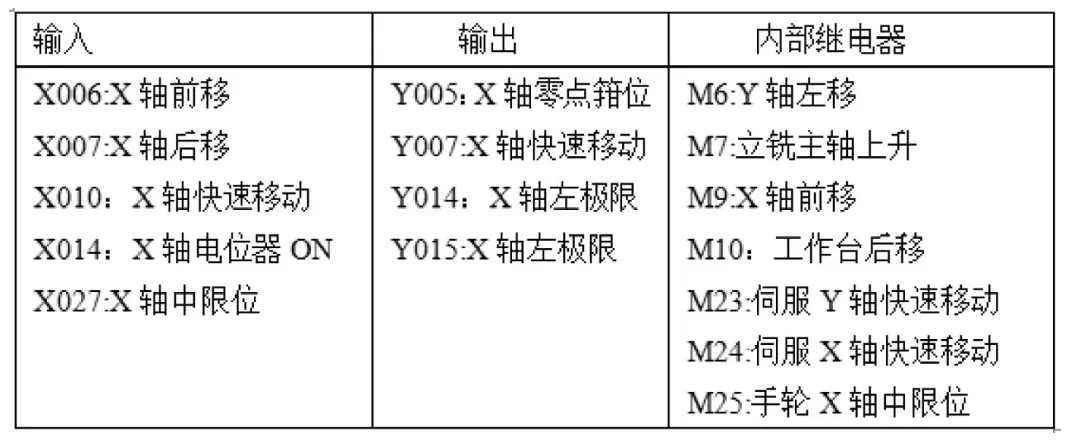
表1 PLC输入/输出及内部继电器地址分配
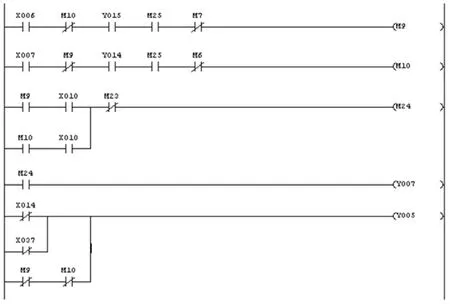
图4 PLC程序图
2.3 解决方案
当轴向运动碰到外部硬件限位时,驱动禁止(FOT,ROT)端子有输入信号时,无论输入为何值,速度指令都将变为0。但如图3所示,若系统零点漂移或者由于碰到限位时有干扰信号误输入时,在负反馈情况下,也会使电机以微小的速度反转。
要使机台在碰到硬位时,系统没有零点漂移或干扰信号输入,须把轴向速度箝位。若把外部电位器换成开关式电位器并结合PLC程序就可实现零点箝位。当开关旋开时,电位器可进行模拟速度调整,开关闭合时,电位器无模拟指令输出,相当于速度调到0。把开关接到I/O中的SRZ、CM1上,用来零点箝位。当开关闭合时,则速度指令的输入电压为0,伺服单元内部配置位置环,使伺服电机紧急停止以进入伺服锁定状态。伺服电机在零箝位生效的位置上被箝位在±1脉冲以内,即使通过外力转动,也会返回零箝位位置。其接线已包含在图1上。当X或Y轴正向或反向行使碰到正、负限位开关时,利用PLC逻辑控制得SRZ有信号输入,伺服反向箝位。
[1]日立交流伺服器ADA2/ADAX4系列使用手册
[2]力扬PLC EX2N/EX2S系列使用手册
2.4 程序设计
PLC内部输入输出点及内部继电器地址分配见表1。
伺服轴碰到硬限位时偷跑现象PLC解决程序如图4所示。当X006、X010有信号输入时,即X轴正向快速移动时,PLC内部线圈M9得电M10线圈失电(M9、M10互锁以防止外部动作误操作,保护机台运动正常化),M9常闭触点变成常开,Y005无信号输出,伺服轴不零点箝位,M24线圈得电使得Y007有信号输出,机台快速移动。当碰到正限位时,M9线圈失电,Y005信号输出,X轴强制零点箝位。同理当X007有信号输入时,M6线圈得电,M6常闭触点变成常开触点,Y005信号断开,零点箝位功能断开,伺服轴向反方向运动。这样就可以成功得解决了伺服轴碰到限位开关时,由于系统零点漂移或机台的微震动,使得有干扰信号误输入,伺服轴误动作的问题。3、结论
利用PLC 及开关式电位器可以很好地解决伺服轴碰到硬极位时偷跑现象。它可以充分发挥PLC 高可靠性、高抗干扰,维修量少、查找外部线路简单的特点。同时采用开关式电位器可降低成本,为企业创造较好的经济效益。
PLC Aply To The Traditional Gantry Mill Machine
Chen HanHan
This paper will introduce a method which use the Zero Strangulation fuction of the sevro amplifer,combined PLC program to realize the whole machine Zero Strangulation
Sevro Amplifer;Plograme Logical Controll;Zero Strangulaiton
10.3969/j.issn.1001-8972.2011.08.092