反渗透膜技术及其应用的研究进展
2011-10-20唐山曹妃甸发展投资集团有限公司王哲元
唐山曹妃甸发展投资集团有限公司 王哲元
反渗透膜技术及其应用的研究进展
唐山曹妃甸发展投资集团有限公司 王哲元
反渗透是20世纪60年代发展起来的一项新的薄膜分离技术,是依靠反渗透膜在压力下使溶液中的溶剂与溶质进行分离的过程。要了解反渗透法除盐原理,先要了解“渗透”的概念。
渗透是一种物理现象,当两种含有不同浓度盐类的水,如用一张半渗透性的薄膜分开就会发现,含盐量少的一边的水分会透过膜渗到含盐量高的水中,而所含的盐分并不渗透,这样,逐渐把两边的含盐浓度融和到均等为止。然而要完成这一过程需要很长时间,这个过程也称为自然渗透。当渗透过程进行到溶液的液面而产生一压力H,以抵消溶剂向溶液方向流动的趋势时,即达到平衡,H称为该溶液的渗透压π。渗透压的大小取决于溶液的种类、浓度和温度,而与膜本身无关。在这种情况下,若在溶液的液面上再施加一个大于π的压力时,溶剂将与原来的渗透方向相反,开始从溶液向溶剂一侧流动,这就是所谓的反渗透。凡基于此原理进行的浓缩或纯化溶液的分离方法,一般称为反渗透分离技术。
反渗透膜分离法的基本特点是其推动力为压力差(1~10MPa),传质机理一般认为是溶剂的扩散传递,透过膜的物质是水溶剂,截留物为溶质、盐(悬浮物、大分子、离子),膜的类型为非对称膜或复合膜。反渗透的选择透过性与组分在膜的溶解、吸附和扩散有关,因此除与膜孔大小结构有关外,还与膜的化学、物理性质有密切关系,即与组分和膜之间的相互作用密切相关。
自从1960年Loeb和Sourirajan研制出第一张高通量、高分离率的醋酸纤维素反渗透膜以来,反渗透膜分离技术得到迅速发展。
一、反渗透膜
反渗透膜(reverse osmosis nembrane)是一种不能通过溶质,只能通过水(或溶剂)的半透膜。从某种意义上讲,它是反渗透器的心脏部分。按物理结构分为非对称膜、均质膜、复合膜和动态膜;按膜的材质分为醋酸纤维膜、芳香聚酰胺膜、高分子电解质膜、无机质膜及其他。如表1所示。
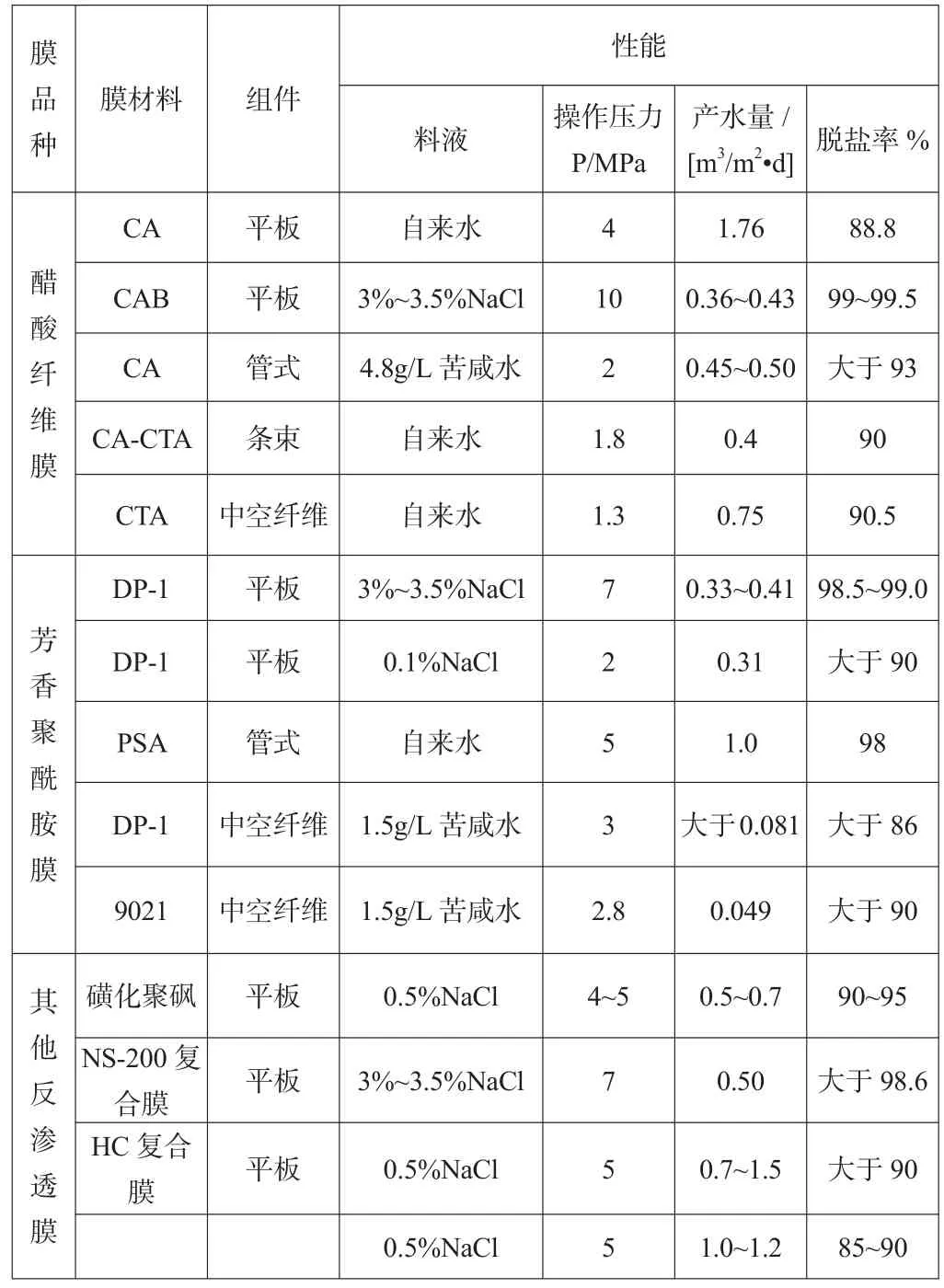
表1 我国研制的反渗透膜的性能
二、反渗透膜透过机理
反渗透透过机理的解释主要流行以下三种理论。
1. 溶解—扩散模型。在膜的上游表面,透过物分子溶解进入膜内,然后依靠分子扩散,沿其浓度梯度到达膜的下游侧表面,并被蒸发或溶解而进入相邻的流体相中,这就是所谓的溶解—扩散模型。这一机制仅对物质通过致密膜或非对称膜的致密皮层有效。由于膜的选择性,使气体混合物或液体混合物得以分离。而物质的渗透能力,不仅取决于扩散系数,并且决定于其在膜中的溶解度。
2. 优先吸附—毛细孔流理论。当液体中溶有不同种类物质时,其表面张力将发生不同的变化。这是因为溶质的分散是不均匀的,即溶质在溶液表面层中的浓度和溶液内部浓度不同,这就是溶液的表面吸附现象。当水溶液与高分子多孔膜接触时,若膜的化学性质使膜对溶质负吸附,对水是优先的正吸附,则在膜与溶液界面上将形成一层被膜吸附的一定厚度的纯水层。它在外压作用下,将通过膜表面的毛细孔,从而可获取纯水。
3. 氢键理论。水与醋酸纤维素羰基上的氧原子会形成氢键并构成所谓的结合水。在非晶相区域较大的孔空间里,结合水的占有率很低,在孔的中央存在普通结构的水,不能与醋酸纤维素膜形成氢键的离子或分子则进入结合水,并以有序扩散方式迁移,通过不断地改变和醋酸纤维素形成氢键的位置来通过膜。于是通过一连串的氢键形成与断开,使水分子离开膜表面的致密活性层而进入膜的多孔层。由于多孔层含有大量的毛细管水,水分子能够畅通流出膜外。
三、反渗透膜组件
膜组件通常是由膜元件(element,俗称“芯子”)和外壳(容器)组成。在一个膜组件中,有些只安装一个元件,但大多安装有多个元件。工业上通常的膜组件形式主要有板框式、圆管式、螺旋卷式、中空纤维式四种类型。
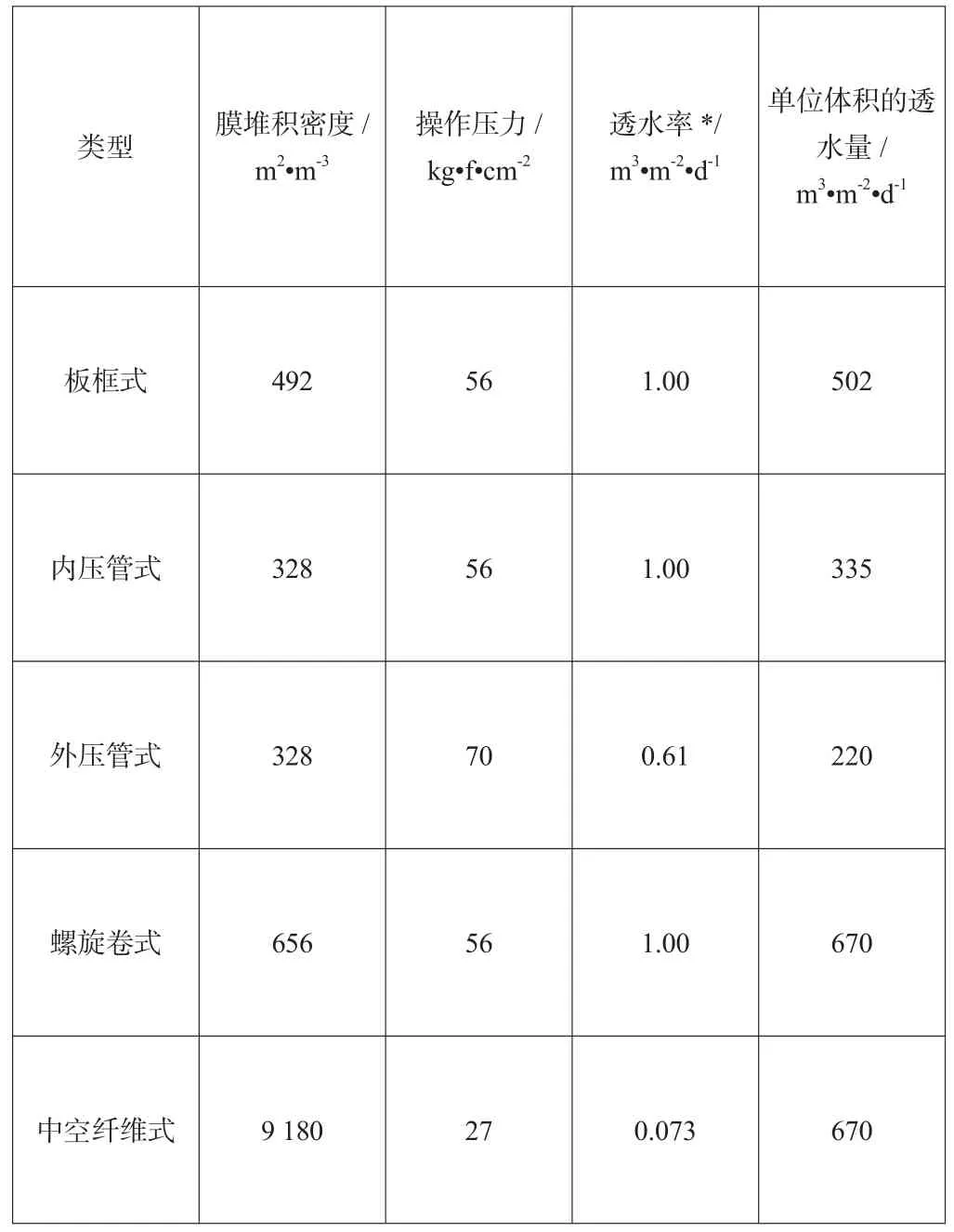
表2 各种膜组件的特性比较
四、反渗透膜技术及应用的发展概况
1. 国外反渗透技术发展历史与现状。人类发现渗透现象的历史已有250多年。
(1)1953年初,里德(Reid)在美国佛罗里达大学首先发现了醋酸纤维素具有良好的半透性时,反渗透才作为一项新型膜分离技术问世。然而令人遗憾的是,其水透过能力相当低,同时使用寿命较短。
(2)同年(1953年)在Reid的建议下,反渗透被列入美国国家研究计划。
(3)1957年美国盐水局报告发表了反渗透淡化海水的成果,在1.0×104kPa下1m2半透膜可制取淡水25L,流速为0.3×10-5cm/s。
(4)1960年美国加利福尼亚大学的(Loeb)洛布和(Sourirajan)索利拉金等采用氯酸镁水溶液作为添加剂,首次成功研制出了具有高脱盐率和高通量的非对称醋酸纤维素反渗透膜。使得反渗透膜分离技术进入实用阶段。
(5)1961年美国Hevens公司首先研制出管式反渗透组件,并与1965年6月4日在美国加利福尼亚加州科林加投入运行。
(6)1964年U.O.P公司的流体分部与Aerojet General公司开发了以二醋酸纤维素为材料的螺旋卷式反渗透膜组件。
(7)1965年英国首先申请了用半透膜处理电泳涂料污水的专利。
(8)1967年Du Pont(杜邦)公司研制出以尼龙-66为材料的工业规模应用中空纤维反渗透装置,并与1971年投入市场。
(9)1969年美国的Smith首先报道了处理城市污水的方法。
(10)20世纪70年代中期,美国的Dow化学公司,日本的Toyobo推出三醋酸纤维素中空纤维膜。
(11)Fluid Systems公司推出TFC螺旋卷式聚酰胺复合膜。
(12)20世纪80年代初Film Tec公司推出FT30复合膜。
据1994年统计,美国市政饮用水处理,反渗透处理量3 000 000m3/d。自20世纪90年代以来,全世界的反渗透水处理量正以每年百分之十几的速度递增。
2. 我国反渗透技术的发展历史与现状。
(1)1958年开始进行离子交换膜的研究,并对电渗析法淡化海水展开了实验研究。
(2)1966年开始研制醋酸纤维素反渗透膜。
(3)1967年国家海洋局组织了全国海水淡化攻关,从事反渗透膜器的研制。20多年来特别是上世纪80年代以来,反渗透技术得到了较快的发展。在水的净化,有用物质的回收,医药、食品的浓缩等方面,取得了明显的经济和社会效益。研究单位从参加攻关时的几家(如海洋局第二海洋研究所、北京环保所等),发展到现在十几家。膜的形式和装置已达5种以上,研究和生产单位分布在全国12个省市。
(4)20世纪70年代进行中空纤维和卷式反渗透组件的研究开发。
(5)20世纪80年代进行反渗透复合膜的研究开发,开始步入产业化,在我国水处理行业得到了广泛应用。
(6)20世纪90年代以后,国外新一代性能优异的反渗透复合膜已工业化并销入中国,国产反渗透复合膜已具备产业化,但性能仍比国外低。90年代中期辽宁兴城的8271厂和无锡海洋膜工程公司等单位从美国引进了两套反渗透膜生产装置,目前已试车成功,但因种种原因尚不能大批量供应产品。
相对而言,我国的反渗透应用技术优于膜组器技术,已接近国际先进水平。
五、反渗透膜技术水处理现状及其发展
1. 海水淡化。就全球海水淡化装置而言,多级闪蒸和反渗透的应用最广。多级闪蒸的总容量目前在海水淡化领域仍属第一,而反渗透技术由于具有无相变、节省能源的特点,发展速度最快,淡化成本也降低最快,其在海水淡化领域的总容量已经接近闪蒸的容量份额。
(1)国外海水淡化现状。近年来,世界各国投入了大量的资金来研究和开发海水淡化技术,现已取得很大的成就。以色列阿什凯隆正在建设日产淡水33万t的反渗透淡化厂;最大的反渗透苦咸水淡化厂在美国,日产淡水27万t;截止2001年12月31日,世界上百吨级以上脱盐装置为15 233套,总产水量为3 240×104t/d;反渗透技术在海水淡化中占有的份额一直呈上升趋势,1993年为32.7%,1995年为35.9%,1997年为39.5%,1999年为41.1%,2005年为43.5%。
(2)国内海水淡化现状。从世界范围来看,我国是世界上21个最缺水的国家之一,人均占有淡水量相当于世界人均占有量的1/4,淡水资源紧缺状况日益严重。大部分城市人均水资源占有量在500m3以下,大连、青岛、天津、烟台、舟山等沿海城市在200m3左右。为了从战略的高度解决用水问题,海水淡化是一条重要的出路。
1967—1969年,全国海水淡化会战,同时开展电渗析、反渗透、蒸馏等多种海水淡化方法的研究。1981年,建成西沙日产200t电渗析海水淡化工程。1982年,由杭州水处理中心建设的日产200t级海水淡化装置在西沙群岛永兴岛建成启用。1997年,建成嵊山和长岛日产1 000t级反渗透海水淡化示范工程。2003年,大连建成日产5 000t级反渗透海水淡化示范工程;山东荣成日产l0 000m3级反渗透海水淡化示范工程一期5 000m3/d机组建成投产。2004年,低温多效海水淡化示范工程项目3 000m3/d低温多效海水淡化装置在青岛的黄岛电厂建成。经过近40年的研发和示范,我国海水淡化技术已日趋成熟,为大规模应用打下了良好基础。据不完全统计,截止2006年6月底,我国已建成投产的海水淡化装置总数为41套,合计产水能力12万m3/d。
2. 苦咸水淡化。所谓的苦咸水是指水中的总溶解固体含量(TDS)在1 000~10 000mg/L的天然水。由于苦咸水中的TDS、溶解离子的种类与浓度以及悬浮固体(SS)的种类与浓度等的千差万别,所以对苦咸水没有一个标准的定义。另外,根据苦咸水的形成过程和存在状态,一般可分为地表水(指江、湖、河水)与地下水。
目前,世界上最大的反渗透苦咸水淡化厂设在美国亚利桑那州的尤马(Yuma),其生产规模为360 000m3/d。
2000年在河北省沧州市建18 000m3/d苦咸水淡化厂时,由于该厂原水含盐量为12 402.25mg/L,属于较高浓度苦咸水,反渗透淡化装置投资2 200万元左右,单位造水成本2.5元/m3,远远比低多效蒸馏淡化方法便宜,故选用了反渗透法。
2001年末,塔河油田苦咸水处理工程(两套处理量为12m3/h的反渗透脱盐装置)的运行,解决了该油田生活和生产用水(电站用软化水)。该工程投产后,100天就可收回286.94万元的投资,当年就获益300万元,实际全年获利600万元。
2002年,国家计委批准的甘肃定西10 000m3苦咸水脱盐RO示范项目,原水浓度为3500mg/L,制取淡水的浓度为150mg/L,水回收率大于70%,估算成本为0.77元/m3,主要是作为生活饮用。
目前,反渗透和电渗析已成为苦咸水淡化的主要方法,已成为解决广大苦咸水地区用水紧张的重要技术手段。
六、反渗透膜技术及应用存在的主要问题
1. 全套进口设备由于原水水质的不同,缺乏技术论证及工艺修改,照搬照抄,不适合我国实情。所以反渗透进水一定要根据原水水质的不同进行预处理,以满足设备对进水水质的要求。
2. 有些技术能力较差的企业,不懂得反渗透装置膜元件及其数量的合理选择、膜元件的合理排列等,造成部分膜元件在非正常情况下运行。
3. 国产膜质量不过关。膜质量的好坏直接影响到盐及其他杂质的去除率,美国陶氏化学公司生产的Film tec复合膜,其截留率可稳定在90%以上。
4. 运行管理不严。系统运行时,压力要处于膜的可承受的工作压力范围,防止超强度、超负荷运行,使膜产生机械性损伤,导致泄漏发生。当反渗透系统运行一段时间后,出现制水量锐减,制水水质恶化或者压差增高时,说明膜已需要清洗,此时应将机器转换成清洗状态,使系统自行清洗,即可恢复膜的功能。
5. 膜品种少。目前,我国能生产的反渗透膜只有醋酸纤维膜,引进的几条反渗透复合膜生产线尚未大批生产。
6. 膜的使用寿命短,膜污染严重,膜性能失效等,也制约着膜技术的发展。
七、反渗透膜技术及应用发展对策与措施
1. 多学科、多层次地开展以膜材料为核心的创新研究。
2. 具体情况具体分析。
(1)混凝药剂的选择。在机械过滤器前加入各种凝聚剂及高分子絮凝剂,以去除水中悬浮物、胶体等杂质,但如果不根据水源实情,一味地添加,不仅改善不了水质,相反会因药剂本身或药剂中所含杂质而使水中带入对RO膜有害的物质,
(2)内部填料的选择。内部填料,根据其排水结构的不同可选用不同粒径的石英砂,但最上层石英砂粒径应在0.3mm。在最上部装填0.5~1.0mm颗粒无烟煤,其高度不低于200mm。
(3)化学清洗液的选择。RO系统在正常运行情况下,每年只需清洗3~4次,不同的污染应选用不同的药剂。国内一般选用以柠檬酸及EDTA为主要成分,但往往清洗效果不佳,而进口清洗液清洗效果明显。应尽量避免使用无机酸碱和具有氧化性的物质,使用中性的、非离子性的清洗剂,采用大通量、长时间的清洗方法,反应原理最好采用螯合、络合、剥离、浓度差等物化反应进行。可以加强清洗频率,但不要过度清洗。
3. 加强学术交流。
八、未来反渗透膜技术及应用的发展方向
1. 以动力膜为基础,可能会开发无机与有机混合材料膜。
2. 膜污染应该由膜的设计和膜组件的设计来控制。
3. 可以将化学和生物技术与膜分离相结合。
4. 通过膜孔径和膜溶质的相互作用,可开发能够分离混合溶质的膜。
九、结论
反渗透膜分离技术还有许多问题有待深入研究,特别是在黏稠物质的分离、废水处理、贵重金属的回收等方面,还有许多理论和实际问题需做大量的工作。
但是,随着膜分离机理的不断完善,设备的改进和膜的质量提高,反渗透技术将会有更广阔的发展前景。
