利用西门子电气对1 400 t精锻机进行电气及数控化改造
2011-10-18陈殿领
陈殿领
(唐山齿轮集团有限公司技术中心,河北唐山063020)
1 原有设备改造前的状态
精锻机以其独特的四锤头锻造原理,凸显出与汽锤等锻造工艺完全不同的品质,无可比拟的优势。不论是锻造材质内外部质量、成材率、尺寸精度、自动化程度、经济性和对环境保护及对操纵者卫生安全等各个方面均有明显提高,是替代汽锤、快锻机等开坯和锻造粗加工成形机械的更新换代产品。
改造的设备是该公司已经使用了近30年的设备,是奥地利GFM公司生产的型号为SX-45卧式四锤头精锻机,设备的机械部分还能正常使用,但是电气系统已经严重老化,故障率高,关键控制元件没有备件来源,致使该设备的电气故障停机时间非常长。
此次改造就是要在不降低原来设备控制性能的基础上将设备的电气控制系统全部更换成新型的控制系统,同时还要兼顾原来设备大部分驱动元件是采用液压伺服控制的这个前提。
2 技术方案实施的指导思想
(1)数控系统模块化设计有:界面显示控制模块、控制台控制及智能故障检测模块、数控驱动模块、电源控制模块、逻辑控制模块、高压控制模块。(2)控制线路数字化设计,分布式PLC模块与CPU之间及CPU与工控机之间的信号传递全部采用PROFIBUS现场总线,提高设备的稳定性,同时减少设备的信号线数量,从而减少设备的故障点。(3)控制软件智能化设计,人性化、智能化的控制软件,使操作变得非常简单。(4)硬件平台先进性设计,采用西门子SIMOTION C这个新的硬件平台,为之后的设备功能扩展和设备硬件长时间使用提供条件。(5)故障判断直观化设计,采用图形化显示界面。(6)故障修复智能化设计,设备软件能准确地指示出设备故障的原因、部位、故障状态和可能的修复方法等等,同时使设备备件的更换尽可能简单。
3 电气及数控化改造方法
3.1 西门子SIMOTION C核心控制单元的优点
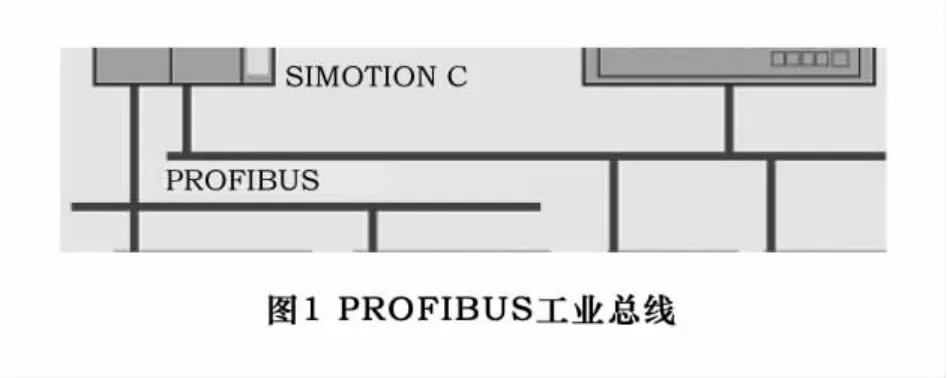
SIMOTION C是一款高性能的运动控制器,可以充分用于数控系统的NC控制、伺服轴运动控制和逻辑控制。SIMOTION C的使用在该方案中主要存在以下几点突出的优势:(1)通讯优势,采用西门子工业现场总线PROFIBUS(图1)与各个部件之间进行通讯,通讯速度快、传输容量大、反应快和抗干扰能力强,配合分布式功能模块,极大地减少了设备控制线路的接线,使得实时监控时间缩短,提高了设备的可靠程度。(2)控制优势,SIMOTION C在CPU内集成了西门子S7-300 PLC的控制内核,他们之间的通讯是通过接口PROFIBUS DP(Drive)完成。该接口优化了PROFIBUS DP的报文结构,通过了RPOFIDRIVE行规的V3认证,用于直接连接驱动系统,组成分布式的运动控制系统,控制系统的接线非常简单;从而使得轴的运动控制与PLC的逻辑动作控制之间实现了真正的无间隙连接,轴运动和机床的逻辑动作之间采用控制变量共享的信息传递方式,实现了真正的实时控制,使设备的效率有了极大的提高;另一方面,轴运动控制条件和结果以及逻辑控制的条件和结果可以互相嵌套,节省了大量的PLC数字输入/输出点和模拟量控制点及其相对应的外部接线,使机床的电器控制系统变得更加简洁可靠。(3)算法优势,SIMOTION C内部集成了最可靠的液压轴算法模块,以及用于伺服位置控制的PID调节模块,使调试更加容易,控制更加可靠。(4)PLC的模块远程控制,根据被控制对象的空间分布特点来近距离布置PLC的输入/输出点,最大限度地缩短由PLC输入/输出点到控制元件和被控制元件之间的距离,缩短设备电器元件与PLC之间的接线距离。
3.2 电气控制方案
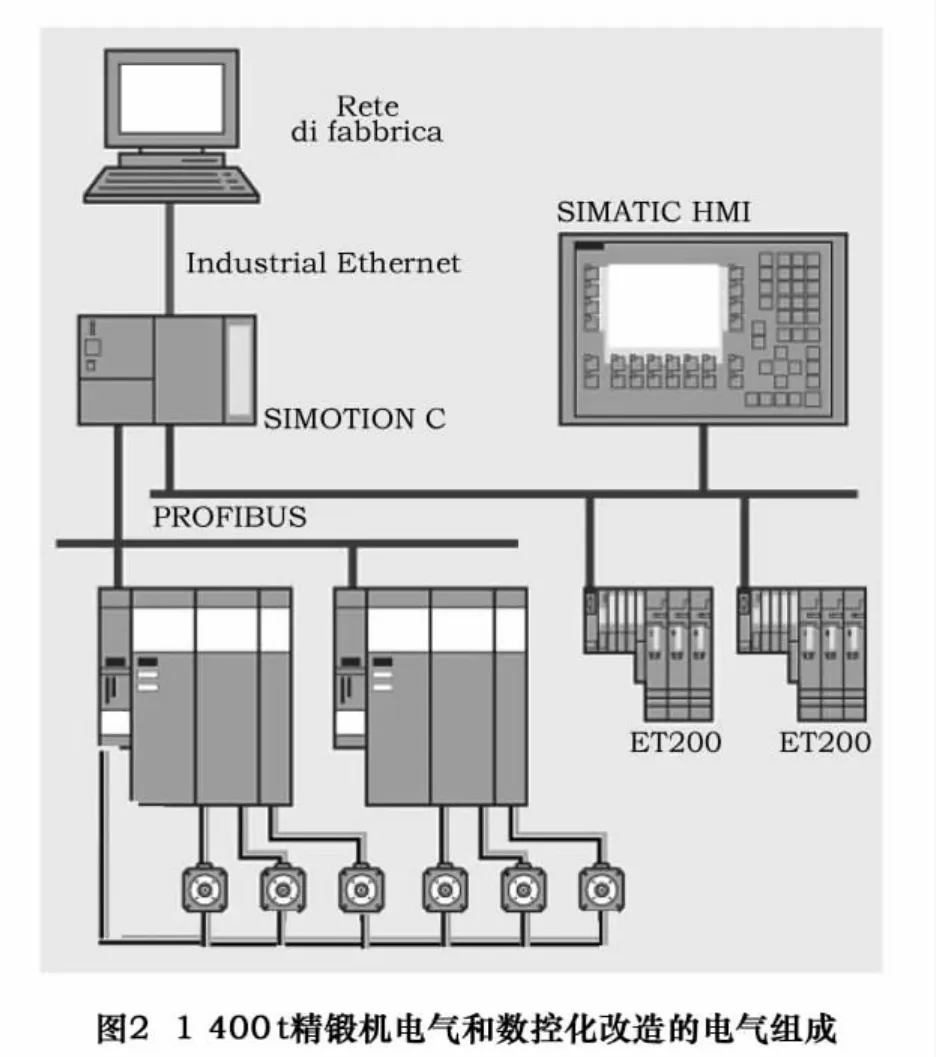
利用西门子SIMOTION C核心控制系统、西门子PROFIBUS工业现场总线、西门子专门的液压轴控制模块、西门子工业控制计算机、西门子ET200扩展远程S7-300 PLC模块组成控制系统的主体部分,全面更换现有老化的电器控制系统。利用以太网实现设备远程监控和远程诊断功能。电气系统组成示意图如图2所示。
3.3 各个电气模块的改造
(1)液压轴驱动模块
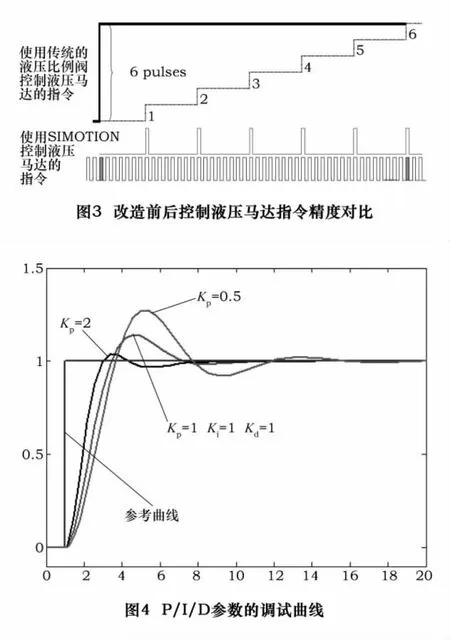
SIMOTION C内集成了液压轴驱动模块,可以替代原设备复杂庞大的NC控制系统,是设备各轴速度和位置的控制核心,也是各辅助动作的逻辑控制核心。我们首先对这部分进行了改造,改造的主要内容包括:液压轴控制,夹头A、B的进给轴速度和位置控制,左、右锤头的进给轴速度和位置控制;振动制动器的控制,实现175 Hz的频率控制,提供伺服阀的优化控制功能;逻辑动作的控制,实现对各部位状态信号的输入接收、输出控制以及对各辅助功能继电器、各功能阀体和主控触器的控制;PROFIBUS通讯,作为各个分布的功能模块的通讯主站,组织网络通讯功能。下面是利用SIMOTION运动控制器实现液压轴全闭环插补控制的A、B夹头进给轴的改造效果:①控制的指令精度,如图3所示。②PID控制的效果:SIMOTION C液压轴控制模块具有专门的PID控制系统,现场需要微调P/I/D的设定参数(图4),使液压轴的控制效果达到理想。③改造前后的定位运动效果比较:改造前,轴在低速时有振动,在高速时超调的现象严重,定位精度为5 mm/1 000 mm;改造后,运动平稳、滑顺、无振动,定位精度可以达到0.10 mm/1 000 mm。
(2)PLC的模块控制
采用了非常适合现场应用的创新分布式I/O系统,使得原来操作间和电器控制室内庞大的继电器控制柜变成了非常简洁、可靠的控制单元,实现了模块化、高性能、高可靠性、柔性强、维护简单的组件结构。
(3)设备显示和监视功能改进
此模块是用于人机交互的功能组件。采用西门子的工控机,利用西门子公司专业的界面设计软件WinCC flexible与VB编程,实现将分布各处的功能模块经过PROFIBUS总线传送来的控制反馈信号统一处理、显示的功能。
编程界面:完全保留原来的手动操作按钮和各个部件的参数设置、监视操作等界面,同时将设备的自动运行状态显示给用户;不管是在自动状态还是在手动状态,设备采用滚动字幕给出自身的工作状态信息;设备备有自动程序指令库,可以自动校验和提示、修正指令格式的正确性。
故障诊断界面:在上位机上提供通过PROFIBUS对设备元件和状态的实时诊断功能,如果设备出现故障,首先看设备各个元件的动态显示界面,确定设备故障的大致部位,然后再利用这个故障诊断界面对这个出现故障的元件进行进一步的诊断,得出更加详细的信息。该功能大大缩短了设备故障的维修时间。
(4)电源的改造
电源的可靠性关系到设备自身的可靠性,同时也影响到设备各部件的使用寿命,对设备的整体可靠性有非常重要的作用。我们采用用西门子SITOP开关电源来完全代替变压器和开关电源的方案,不但节省空间,而且提高了安全可靠性。SITOP电源具备很高的安全性能。凭借其强大的功能,可以防范,解决多种供电安全问题(例如,电压波动和电源故障)。通过SITOP独特的附加模块,甚至可实现供电的全面保护。其产品中过载保护能力甚至可以给诸如DC/DC转换器和电动机等耗电量大的I/O设备供电。在5 s内即可最高达到额定电流的150%。该电源还可连续供电:在环境温度最高45℃时可实现额定能力的120%。通过使用电位计,可在电源前端很方便地调节输出电压(22.8~28 V)。
(5)振动控制元件的改造
选用德国伺服阀控制器专业产品,将原有的模拟控制器变为数字控制器,提高控制精度和控制灵敏度。这样的好处就是把振动制动器控制元件的地位提高了,不是仅仅以前的完全从属的地位,自身的信息和状态也能够让控制单元知道,并且可以要求控制单元对一些响应做出相应的回应,同时自身的状态也可以在控制屏幕上进行实时显示。
(6)安全保护措施
为了防止出现意外故障从而导致损伤或危害,主要从以下几点考虑设置了安全防护措施:①主要防护电器元件的选型:安全继电器使用符合CE安全标准的PILZ安全继电器。使用PILZ安全继电器的目的是将人员和机器的危险尽可能地降到最低,并且在意外情况下能够以最快的反应速度采取相应的安全措施,避免产生意外事故;主电源开关选用西门子电动真空断路器;低压控制采用可靠的西门子控制元器件。②安全保护措施包括:起动电路的保护、停机装置的保护、正常停机保护、紧急急停保护、自动停机装置、机械抑制装置、限制装置、有限运动控制装置和阻挡装置等等,同时对必要的设备动作设计出不通过SIMOTION C就可以实现一些简单的动作的电气控制通路,可以通过按钮直接控制,以便设备中途出现问题后操作人员能够通过这些简单的操作功能对设备和工件进行必要的保护和救护措施。
(7)手动和半联动操作模式
这两种操作模式可以根据操作者的操作意图任意选择。在PLC的设计回路里,我们把自动模式和手动模式的程序控制功能设计成两个各自独立的Function Control模块,这样就使得两个功能模块之间的运行相互独立,互不干涉。
4 改造方案的优点总结
在此改造方案中,广泛采用了PROFIBUS-DP通讯总线,这种方式不但完全适合设备现在的电气布局,同时大大提高了设备电气系统运行的可靠程度。总结如下:(1)采用非常实用的创造性的分布式I/O控制方案。(2)该设备的控制系统是目前比较领先的控制平台。(3)极大地方便了设备的监控和日常的保养维修。(4)提高了工件的加工精度。(5)保证了与设备原有接口的可靠衔接。
5 经济效益分析
(1)本设备在改造之前,因为控制系统在国内没有专门的维修服务,老化的控制系统故障率非常高,几乎每周都要故障停机两三次,平均每次的维修时间在3~4 h,有时甚至需要2~3天的时间。目前该设备改造后已经投入使用1年左右的时间,电气控制系统几乎没有发生过故障,设备除正常的日常维护保养、机械检修之外,都在正常运转。增加产能30%。(2)老设备的电气控制板在国内只有极少数有经验的维修人员才能维修,并且因为没有参考的图纸和电气参数等资料,所以维修非常耗时,造成这些控制板的维修费用非常高。改造后的设备维修费用下降65%。(3)设备改造前的精锻工件的控制精度不高,并且在控制的过程中还有冲击,所以精锻件需要留比较大的加工余量。改造后的设备可以将精锻工件的加工余量在直径方向减少5 mm左右。此项每年为公司增加经济效益800万元左右。
