不锈钢板表面喷码控制系统的设计与实现
2011-09-26张俊杰张卫
张俊杰张卫
(山西太钢不锈钢股份有限公司,山西太原030003)
不锈钢板表面喷码控制系统的设计与实现
张俊杰张卫
(山西太钢不锈钢股份有限公司,山西太原030003)
介绍了太钢不锈热轧厂不锈钢钢板生产过程中表面标识系统的组成和原理,并对其中的自动控制系统的实现做了具体介绍。通过该系统的实施,钢板物流的管理水平和钢板表面质量均显著提高,增加了企业在市场上的竞争力。
PLC串行通讯监督控制系统
国外,在钢板表面上进行标识的技术已经非常成熟,高性能的产品设备在钢铁产业中占有主导地位。纵观国内各钢厂的生产情况,高性能的钢板标识设备的市场仍被德国、奥地利、荷兰等国家的产品所占领。而国内在钢板表面进行标识的设备仍然缺乏竞争力。究其原因,主要是因为国内产品的研发起步较晚,在精度、可靠性、稳定性等方面与国外产品还存在很大的差距。另外,国外大多数国家对钢板表面质量要求非常严格,标识问题是其中重要的一个评估环节。国内各钢厂生产的钢材内部性能已经非常优越,而表面标识质量却往往落后于国外企业。在进行钢材出口时,往往受到了限制。因此在钢铁企业中开发钢板表面标识系统具有很好的研究价值和非常现实的意义。
本文所述的不锈钢板表面喷码控制系统是太钢热轧厂定制开发、实施的项目。通过该系统的实施,项目建设单位在钢板表面标识、钢板基本信息管理等方面更加合理规范,取得了很好的经济效益和社会效益。
太钢热轧厂不锈钢后部生产线主要担负对不锈中板表面的缺陷判定和修磨、钢板的剪切、钢板表面的标识以及成品的包装和交库等工作。具体过程为:先将不锈钢钢板按合同、批次由天车吊运至上料台,然后用吸盘将钢板一一放置到研磨辊道的东台进行钢板表面处理;处理完毕后,钢板被翻板机翻置,由电平车运送至研磨西台进行钢板另一表面的处理;后经液压剪机剪切成符合各合同需求的、不同规格的钢板,然后经喷码机对钢板进行表面标识,被吸盘吊运到下料台,成品被送至包装库进行成品的包装、交库。
不锈钢后部生产线是不锈钢生产的最后工序,也是不锈钢品质质量是否合格的关键工序。生产现场布局示意图如图1所示。
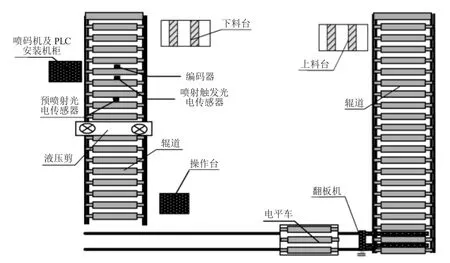
图1 现场布局示意图
1 不锈钢板表面喷码控制系统采取的控制方式
计算机控制系统一般分为:操作指导控制系统、直接数字控制系统、监督控制系统、集散式计算机控制系统、嵌入系统和网络化控制系统等。通过对目前主要的控制系统进行比较,可以得出这几种控制方式的应用领域有所不同,并且各自具有优缺点。因为计算机监督控制系统是安全性、可靠性较高的一类计算机控制系统,同时又是计算机集散系统的最基础、最基本的模式[1]。而对于全自动钢板表面喷码控制系统来说,考虑到现场的生产情况以及系统的开发成本,结合生产现场的特点以及计算机监督控制系统的优点,对生产设备的控制方式采用了监督控制系统(SCC)的方式,同时考虑到与现场网络进行衔接,因而系统还具有网络功能。钢板基本资料的喷印位置根据钢板长度的不同而变化,喷印位置的给定值是通过PLC计算所得,它能根据钢板长度信息的变化被及时调整。
2 不锈钢板表面喷码控制系统硬件之间通讯的设计
系统的硬件主要包括:1台工控机(上位机),2台LINX6800喷码机,1台松下小型PLC(FP0-C16)等。由于系统工作时,不锈钢钢板的基本信息和喷印参数的设置信息被上位机发送到喷码机和PLC中,另外PLC和喷码机将反馈信号和控制信号发送至上位机中。当这些功能实现时,系统的各硬件之间实际上已经形成了通信网络,结合松下PLC(FP0-C16)和喷码机本身只支持串行通讯的特点,因而它们之间的通讯采取了串行通讯的工作方式[2]。串行通讯可以分为RS-232、RS-422、RS-485等方式,它们各自的特点如表1所示。

表1 串行通信分类及各自的特点
工控机和喷码机之间的通讯线路两端采用RS-422串行转换器进行连接,工控机和RS-422之间以及RS-422和喷码机之间的接线方式是简单的RS-232三线方式。由于工控机本身只有2个RS-232串行端口,为了实现和PLC之间进行通讯的功能,在工控机中安装了一块串行通信扩展卡来增加工控机中串行端口的数量,串行通信扩展卡默认的通讯方式为RS-422方式(串行通信扩展卡内置光电隔离装置,可以满足现场生产的需求),其通讯方式采用了工控机和RS-422串行转换器直接连接的方式。整个通讯线路现场接线的情况如图2所示。
本系统中设计了上位机,主要功能是往PLC及喷码机传输各种喷印数据,同时接收PLC和喷码机传输回来的应答信息的程序。在这些过程中,数据传输采用统一的格式。另外,系统中还设计了通讯测试程序,以实现对通讯质量的实时掌握,方便维护人员进行故障判断。这些程序是依据松下FpΣ系列PLC通信系统的基本协议MEWTOCOL-COM进行编写的[3]。松下FpΣ系列PLC通信系统的基本协议是松下电工的专用通信协议MEWTOCOL。PLC与计算机的通信协议是MEWTOCOL-COM,该协议采用的是异步通信方式,其波特率主要包括2 400,4 800,9 600 bps等多种,且报文长度是可变可固定的。数据传输采用ASCII码的形式,首先由计算机发送指令,然后PLC对指令自动进行响应,用于程序处理和交互式操作。
系统在工作时,完成上位机和PLC之间的数据传输的程序语句是依据松下MEWTOCOL-COM协议编写的。程序中主要用到的指令包括:RCS,WCS,RCP,RD,WD,SD等。它们的主要功能是:读取各个输入;输出触点的状态信息;设置各输入;输出触点的状态;通过上位机设置钢板喷印PLC的初始参数;设置PLC内部相关数据寄存器的目标值;读取和设置编码器的经过值等。
3 控制系统的设计
3.1 系统的工作过程
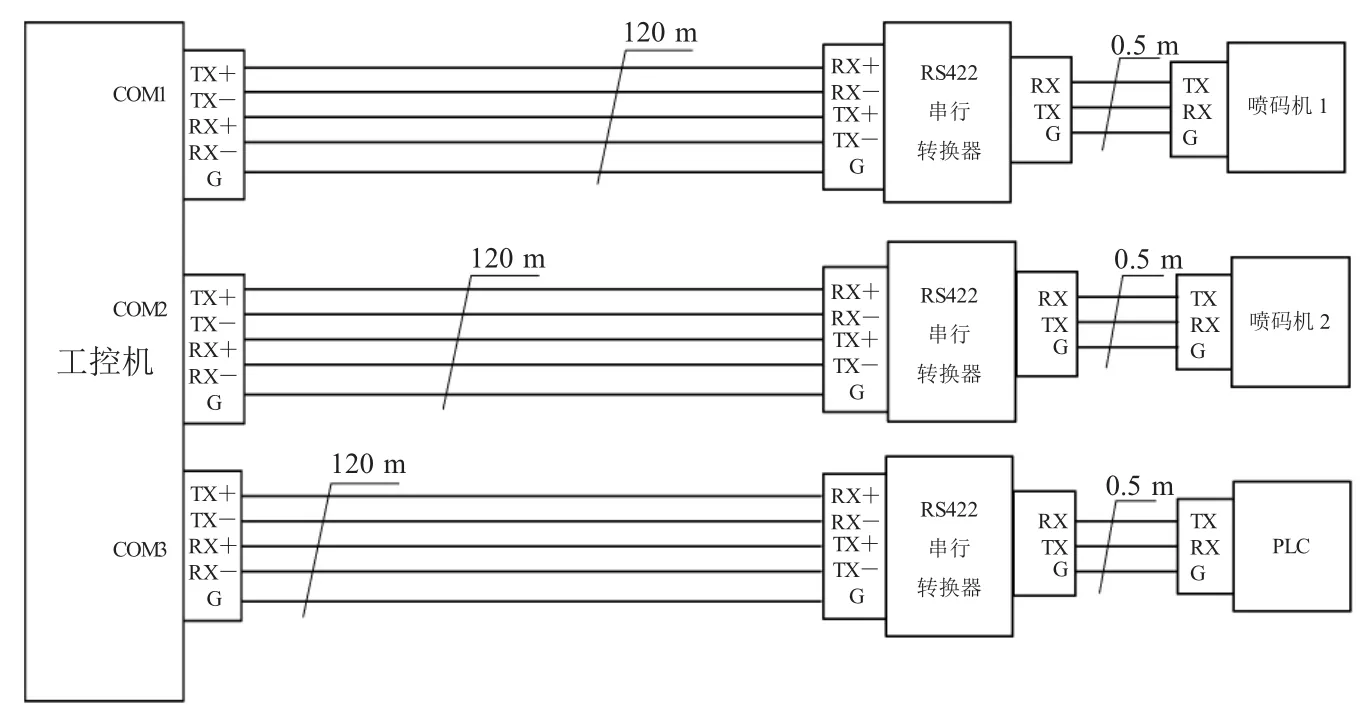
图2 现场通讯接线示意图
(1)在PLC运行正常以及系统通讯正常时,操作人员将每个批次钢板所涉及的规格、批号、炉号、钢种等参数录入到上位机中。确认无误后,钢板的批号、炉号、钢种、规格、执行标准、许可证、生产班次等数据被传输至喷码机中;钢板的长度、喷印次数、喷印资料长度、喷印缩进距离、长度校验值被传输至PLC中。
(2)在第一个扫描周期内、内部继电器R9013为ON时,执行子程序1,PLC将编码器、钢板长度寄存器、PLC内部各临时数据寄存器等的值置为零,PLC计算出喷印所需的必要的喷印参数。
(3)当钢板通过剪机后,触发预喷射触发光电传感器X5,PLC向上位机发送停止发送数据的信号,内部继电器R2置为ON状态,执行子程序2,PLC计算出不锈钢钢板基本参数在钢板上的具体喷印位置,并且将其保存在相应的数据寄存器中。
(4)当钢板到达喷射触发光电传感器X7时,钢板接触辊轮使其转动并带动编码器工作,系统开始对钢板通过喷射触发光电传感器的长度进行测量,将测量值与计算值相比较。
(5)当钢板到达相应的位置后,PLC向喷码机发出触发信号Y2,喷码机便开始喷印,喷印延时0.5 s。按相应的执行标准,钢板长度达到5 m以上时喷印2次,小于5 m时喷印1次,PLC将根据钢板的长度,计算出钢板的基本信息在钢板上的具体喷印位置,在合适的位置触发喷码机进行工作。
(6)喷印完此块钢板后,相应的数据寄存器、内部继电器、特殊继电器等元件复位置0,PLC向上位机发出喷印完毕信号,执行子程序3,上位机程序自动地将下一块钢板的喷印内容发送到PLC和喷码机。
(7)PLC将等待下一块钢板触发预喷射触发光电传感器,PLC控制程序如此反复循环进行不锈钢钢板基本信息的喷印。
3.2 控制系统的主流程图(见图3)
3.3 部分编程元件说明(见表2)

表2 PLC控制程序部分编程元件说明
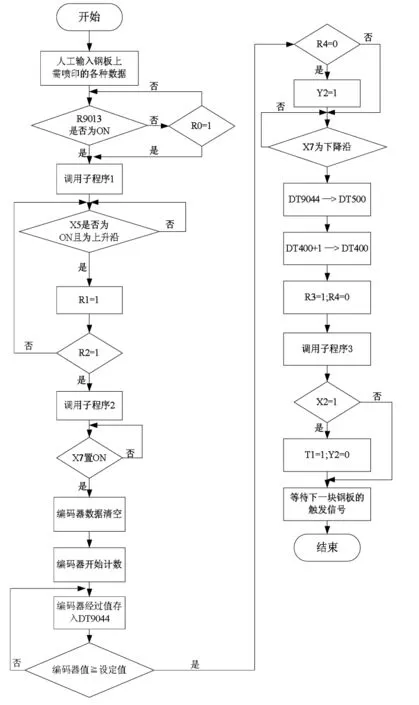
图3 控制系统的主流程图
4 结语
经过对系统进行不断优化,系统的各项功能也得到了不断的完善,系统也进入到实用阶段。到目前为止,自动控制系统运行稳定,为不锈钢钢板生产发挥了巨大作用。
[1]刘川.热钢坯自动喷号机控制系统的研制[D].武汉理工大学,2008.
[2]贾会玲.松下PC-Link网络与PC通信问题的解决[J].电气时代,2007(4):13-16.
[3]白志敏.计算机与松下PLC通信程序的设计[J].活力,2008(1):70.
(编辑:胡玉香)
Abstract:This paper introduced the composition and principle ofmarkingsystemofTisco′s Hot Rolling Mill stainless steel plate production process,and made a specific description ofautomatic control system through the systemimplementation,it has made great improvement in steel plate logistics and steel plate surface quality,strengthened the enterprises competition amongthe different markets.
Key words:PLC,serial communication,supervisory control system
Design and Realization of Spray-coding Control System for The Stainless Steel Plate Surface
ZHANG Junjie
(Shanxi Taigang Stainless Steel Co.,Ltd.,Taiyuan 030003,China)
TP273
A
2011-01-17
1672-1152(2011)01-0042-03
张俊杰(1976-),男,在太钢不锈热轧厂从事计算机及自动控制工作,工程师。Tel:15834107337,E-mail:zhangjj01@tisco.com.cn
