一种经济型运动控制芯片数控系统的设计
2011-09-25石学雷郑力新
石学雷,郑力新
(华侨大学信息科学与工程学院,福建泉州 362021)
一种经济型运动控制芯片数控系统的设计
石学雷,郑力新
(华侨大学信息科学与工程学院,福建泉州 362021)
设计一款人机界面-ARM微处理器的运动控制芯片数控系统.它包括监控、运动控制和驱动3个部分,能够实现直线插补、圆弧插补、位模式插补和连续插补等功能,结合各种类型插补可以加工对精度要求较高的产品.系统采用触摸屏和ARM芯片取代传统的PC机,实现人机交流和控制信息传送,MCX314AS相当于取代PC_BASED数控系统的运动控制卡,从而简化系统结构,降低成本.此外,运行结果表明,系统具有较高的稳定性和可靠性.
数控机床;运动控制;人机界面;ARM微处理器;Modbus协议
由于数控机床造价较高,将普通机床改造为经济型数控机床,具有广泛而积极的现实意义[1].PCBASED数控机床具有较高的通用性和高精度定位、高分辨率位置检测等能力,适合应用于加工各种形状较为复杂、精度高的零器件.但对于一些产品订单比较单一,加工形状简单,工艺不太复杂的产品生产商来说,用PC-BASED形式来实现数控机床的更新和改造,性价比并不是很好.基于此,本文设计了一款经济型的数控机床控制系统,实现了普通机床的经济型数控改造.
1 数控系统结构与设计
数控系统结构主要包括监控、运动控制和驱动3个部分,如图1所示.

图1 数控系统的结构框图Fig.1 Structure diagram of numeric control system
1.1 监控部分
以触摸屏为上位机,ARM微处理器为下位机,两者通过Modbus协议进行通讯,实现对系统的实时监控.其中,人机界面(HM I)采用M T6056触摸屏(江苏苏州威纶通公司)[2];ARM微处理器采用LPC2294(广东广州周立功公司);LPC2294采用基于16/32位ARM 7TDM I-S,支持实时仿真和跟踪的CPU,带有256 kB嵌入的高速Flash存储器[3].
1.1.1 Modbus协议下M T6056的通信设置[4]控制器之间的通信使用的是主从技术,主站只有1个,从站以站号区别,主从之间有一对多的广播和一对一的查询应答两种通讯方式.通讯时,各控制器必须选择相同的通信模式和串口参数.
由于HM I处于主动控制地位,故设置为主站,而将下位机LPC2294设置为从站.考虑到可靠性与效率,选择查询方式下的RTU模式.
打开编辑软件EasyBuilder 8000,进入系统参数设置,在设备列表中添加类型为Modbus RTU的PLC,选择接口类型为COM 1(RS232),设置相应的波特率及从站站号.Modbus RTU消息收发格式,如表1所示.表1中:起始位必须大于3.5个字符的传输时间,设备地址为所设置的从站站号,功能码定义的是相关的读写操作.HM I中常用的功能码,如表2所示.

表1 Modbus RTU消息格式Tab.1 Massage format of Mod bus RTU

表2 功能码与操作对应表Tab.2 Co rrespondence of function code and operation
EasyBuilder 8000中提供了两类发送一帧Modbus格式数据的方法:一是利用软件提供的控件读写,二是利用宏指令读写.两种方式各有优势,第一类方式读写控制不便,但在读写失败时系统有明显提示,较适合定时式传输且不需要运算处理的情况;第二类方式是在宏指令中完成的,灵活方便,编辑软件提供了5个与读写相关的函数,但要实现错误提示须与其他指令配合.
1.1.2 下位机LPC2294接收程序 LPC2294对 HM I的数据帧采用中断接收的方式,接收完成之后判断该帧所要求的动作.对于执行时间较短的控制命令,可放在中断中完成,而其他动作只在中断中完成数据转存与置标志位,处理是在主程序中完成的.主程序流程如图2所示.
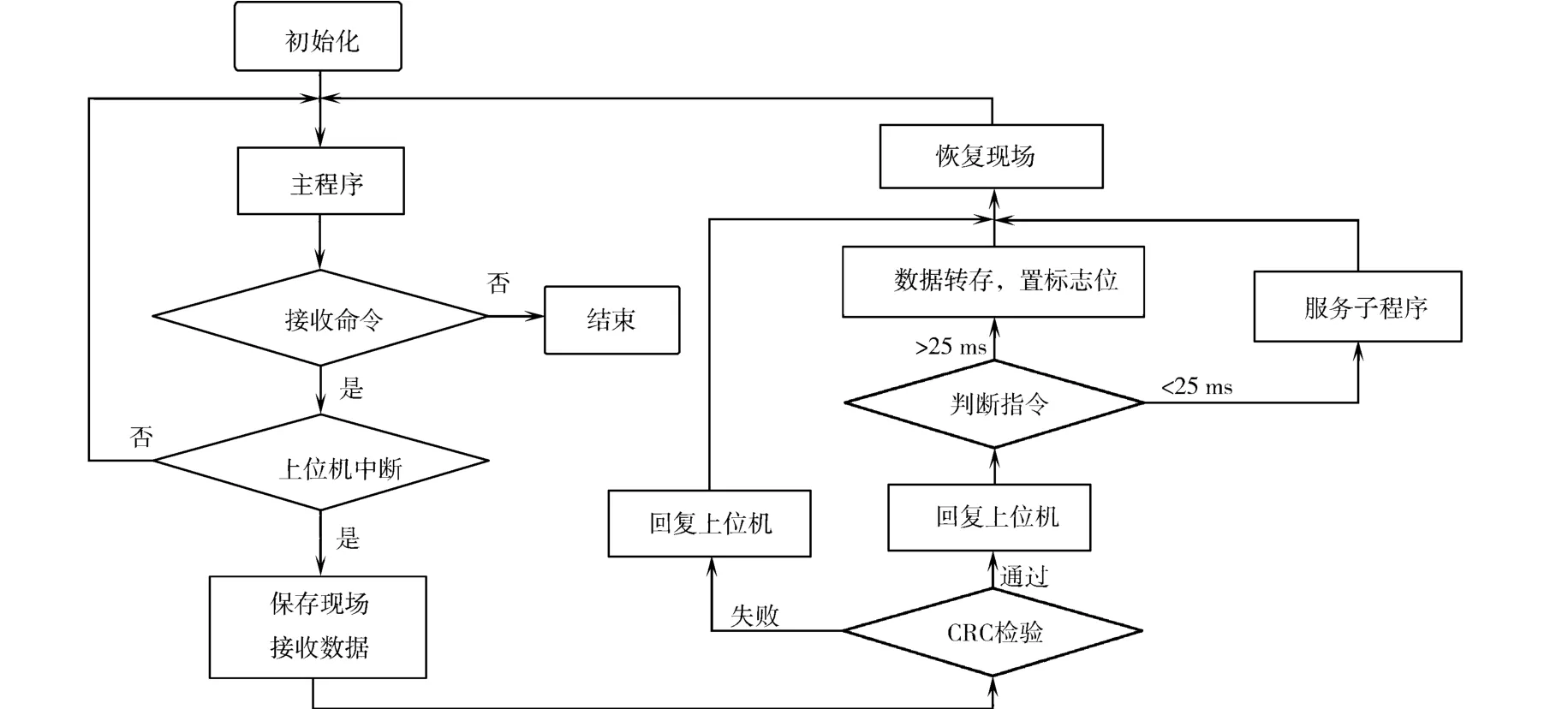
图2 主程序流程图Fig.2 Flow chart of main program

图3 单帧数据接收流程图Fig.3 Flow chart of the receip t of single frame data
按照Modbus协议,消息帧完成前的停顿时间不能超过1.5个字符,实际应用中一般默认为2个字符.因此,在接收上位机数据程序中便以此作为判断帧是否完成的依据,进入串口中断后即以查询方式接收数据.如果两个字符的间隔时间超过最大时间,则认为一帧消息结束,进行CRC校验.接收子程序流程如图3所示.在115.2 kbit·s-1的波特率下,计算得到该间隔时间约为0.17 m s.
此外,下位机LPC2294的通讯程序编程时,还需要注意以下4个问题.
(1)M T6056触摸屏存储数据单元为字(16 bit),发送数据时首先送出高字节,接收时也默认高字节先接收.
(2)在Modbus协议下,该屏最大读写数据长度为120字.
(3)宏指令中设定的地址在往下发送时会自动减1.
(4)该屏同一串口两条读写指令的时间间隔可通过通讯延迟设定,最小间隔时间和波特率有关.经测试,在25 m s内并无第2次读写动作(可做为中断的时间上限).
1.1.3 通讯过程 以电机转速调节为例,介绍一次完整的上下位机通讯过程.按下M T6056的转速设定按钮,输入设定值3 000,点击确认.这将触发宏指令:SetData(Mo to rSP,“MODBUS RTU”,4X, 20,1).该指令的功能是对名为MODBUSRTU的设备写入值MotorSP(键入值为3 000),数据长度为1字(16位),地址为19H(比设定值少1).
按照Modbus协议格式,实际数据串:
01(站号)10(功能码)00 13(写入地址)00 01(写入字长)02(写入字节长)0B B8(转速Mo to rSP) A 3 B1(CRC校验码).
按照下位机的程序流程,先接收完整数据帧(通过两字节的间隔判断是否终止),在接然后进行CRC校验,校验通过则回复:
01(站号)10(功能码)00 13(写入地址)00 01(写入字长)02(写入字节长)34 A 2(CRC校验码).
由于该控制命令是调节电机转速,时间可能大于25 m s.因此,将数据(3 000)保存,置相应标志位后即跳出中断,在主程序中调用电机调节程序.如果CRC校验异议,则回复(功能码加#80H):
01(站号)90(功能码)00 13(写入地址)00 01(写入字长)02(写入字节长)85 30(CRC校验码).
再跳出中断,上位机接受到异议回复时,其典型处理是重发数据.
1.2 运动控制部分
运动控制部分是以LPC2294芯片作为主CPU,提供从CPU所需的大量参数,对接收到的反馈信息进行快速精确的处理,实现各种运动控制功能.CPU采用高集成度运动控制专用芯片MCX314AS (日本NOVA公司),为系统提供了驱动速度、运动轨迹,从而实现了直线插补、圆弧插补、位模式插补和实时监控等功能.结合各种插补模式,数控机床能够加工任意形状的零件[5].LPC2294和MCX314AS硬件连接,如图4所示.
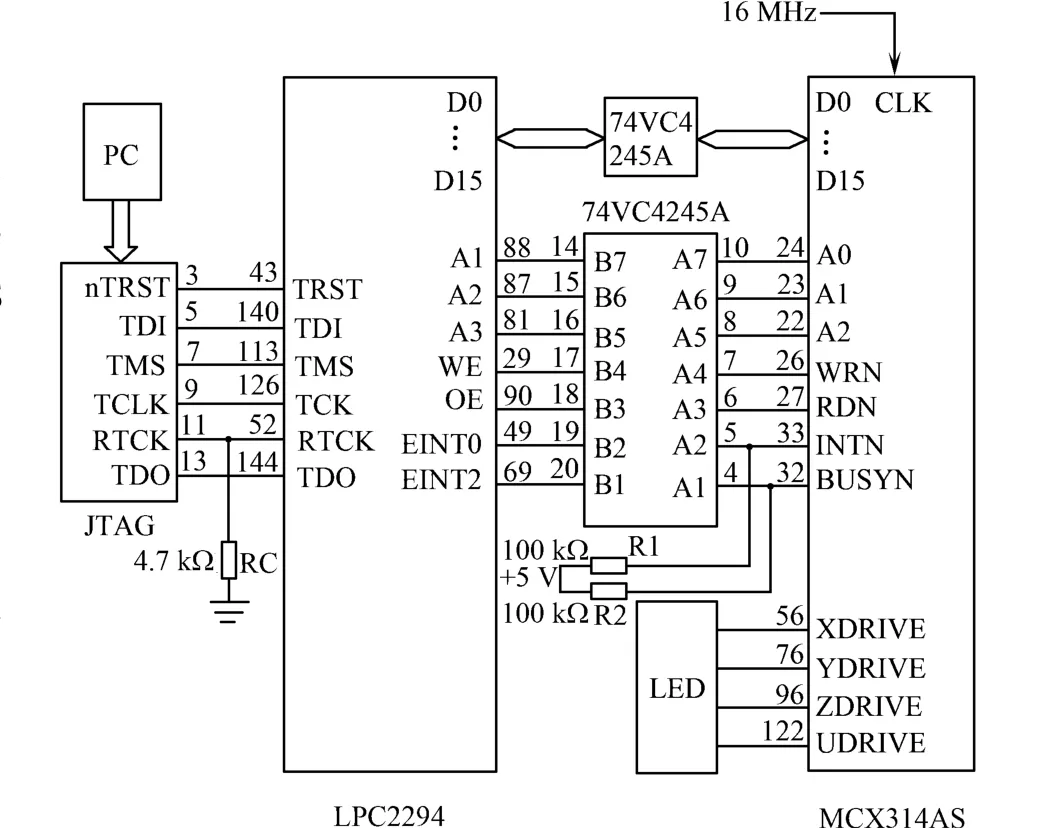
图4 LPC2294和MCX314AS的硬件连接Fig.4 Hardware connection of LPC2294 and MCX314AS
考虑到数据总线宽度决定了设备之间一次数据传输的信息量,数据总线的位数越多,一次传输的信息量越大,系统的响应时间越短、实时性越好[6].因此,系统中MCX314AS选择了16位数据总线宽度,即 H16L 8直接接高电平.
LPC2294的结构是8位字节地址空间,即一个地址空间对应一个字节的数据;而16位存储器的结构是16位半字节地址空间,一个地址空间对应两个字节的数据.
当LPC2294与16位的MCX314AS相连接时,需要将LPC2294的地址线A 1连接到MCX314AS的地址A 0处,而LPC2294的地址线A 0不需要连接.由于LPC2294的信号输入输出电平为+3.3 V,MCX314AS的输入端信号是+5 V的TTL(晶体管-晶体管逻辑)电平,LPC2294和MCX314AS需要通过电平转换芯片74VC4245A进行通信.
1.3 驱动部分
驱动部分由MCX314AS通过线性驱动器AM 26LS31输出了驱动脉冲,而电机驱动器得到驱动输出脉冲后,按控制要求驱动电机.其中,步进电机驱动器的高细分能够提高步进电机的精确率[7],故采用具有250细分的MD5-HD14驱动器,实现了机床各轴的速度、位置、插补等零件加工动作.驱动部分连接如图5所示.

图5 MCX314AS和电机驱动器的连接图Fig.5 Connection graph of MCX314AS and motor driver
数控机床的现场比较复杂,噪声干扰和高频干扰都比较大,因此对输入系统的信号,主要是一些状态信号要进行隔离处理.这样,可以确保系统能够高稳定、高精度、高速地运转,也保证系统在恶劣的环境中正常、高效的工作.
2 系统指标
2.1 功能指标
通过软硬件的结合,系统实现了以下3个主要的功能指标.
(1)实时监控.在驱动操作的任何一个状态,命令指定的位置、实际位置、驱动速度、加/减速(加速中、定速中、减速中)等状态,都可以通过MCX314AS的状态寄存器(RR1,RR2和RR3)读出,并传输到触摸屏上,从而实时监控.
(2)速度控制.MCX314AS可以以较小的误差合成在其频率范围内的任何频率,每根单独的轴还可以被独立预置为S曲线或梯形加/减速.对于S曲线或梯形加/减速驱动,输出脉冲的频率范围为1~4×106Hz.驱动脉冲输出的速度可以在不运行的时候自由改变.
(3)各种类型的插补.可以进行圆弧插补、直线插补、位模式插补和连续插补.其中:圆弧插补和直线插补的插补频率范围为1~4×106Hz;连续插补的最大插补速度为2×106包·s-1.
由于机床加工零件的外形轮廓是由直线、圆弧和其他曲线等几何元素构成,其中直线和圆弧是基本的几何元素,其他的曲线可由微小直线或圆弧逼近形成.所以,系统通过多种功能的组合,完全可以满足普通机床加工功能的要求.
2.2 成本指标
PC_BASED系统中需要PC主机和运动控制卡,而改造的系统采用的是 HM I和基于ARM与MCX314AS的控制板,在部件成本上两者有较大差异.PC_BASED系统常采用带PCI槽的PC机,价格一般比同等档次的HM I高千元以上;而PCI的运动控制卡需要总线转换器等芯片,器件及制作成本也远远高于设计的控制板.相比之下,改造的系统显得更为经济.
2.3 稳定性可靠性分析
首先,系统结构相对简单,功耗也较低,而业界一般认为触摸屏可靠性高于PC.因此,从设计理念上,改造的系统相对于PC_BASED系统具有更高的可靠性.当然,实际系统的可靠性与设计的技术水平有密切关系.
为提高系统的稳定性和可靠性,设计中采用了如下4个措施.
(1)CPU运行时钟SCL K设置为8 M Hz,设计时需将速度驱动设在SCL K周期(125 ns)的整数倍数上;否则,驱动脉冲将不会十分稳定,从而导致系统不可靠.
(2)电源供电采用多级电感、电容滤波和稳压块多级降压回路,最终给出+3.3 V和+1.8 V,从而能使关键芯片在稳定的电源环境下可靠工作.
(3)系统脉冲信号采用光耦元件 TLP121输出,而编码器信号通过高速光耦器 TLP2630反馈输入系统,大大降低了电磁干扰,提高了系统的稳定性.
(4)PCB设计采用了数字地与模拟地分开及单点接地原则,降低了数字电路和模拟电路之间的相互干扰,提高了产品的信噪比.
3 结束语
提出以M T6056触摸屏为监控,LPC2294为处理器,MCX314AS为运动控制芯片的数控系统,实现普通机床经济型的数控改造方案.采用系统开发的三轴联动微钻磨床,在企业合作项目的运行结果中,表明系统具有较高的稳定性和可靠性.
[1]王传海.经济型数控机床的改造及应用[J].煤矿机械,2003(4):2.
[2]田明,薛文轩,张曾科.触摸式可编程终端[M].北京:机械工业出版社,2005.
[3]周立功.ARM嵌入式系统基础教程[M].北京:北京航空航天大学出版社,2009.
[4]宋健,瞿金平.基于Modbus协议的PCC与触摸屏串口通信的实现[J].机电一体化,2007,13(2):68-69.
[5]何丽,周利华.基于MCX314控制器的数控机床运动控制系统[J].计算机测量与控制,2003,11(5):351-353.
[6]廖义奎.ARM与DSP综合设计及应用[M].北京:中国电力出版社,2009.
[7]许淑辉.步进电动机恒流斩波驱动器的设计[J].华侨大学学报:自然科学版,2002,23(4):350-353.
(责任编辑:黄晓楠英文审校:吴逢铁)
Design of Economical Numeric Control System Based on M otion Control Chip
SH IXue-lei,ZHENG Li-xin
(College of Information Science and Engineering,Huaqiao University,Quanzhou 362021,China)
This paper presents a numeric control system based on human machine interface(HM I),ARM and motion control chip.The system consists of three parts,such as monito ring,motion controlling and driving.And with those function parts,it can accomplish linear interpolation,circular interpolation,bit pattern interpolation and continuous interpolation,etc..It also can process high-p recision products by combining all types of interpolation.Moreover,by using touch screen and ARM instead of traditional PC,in other words,using MCX314AS instead of PC_BASED motion control chip,its structure and cost are imp roved,it can also imp lement human-machine communication and control info rmation transfer.The operating results show a higher stability and reliability.
numeric control machine tool;motion control;human-machine interface;ARM microp rocesso r;Modbus protocol
TG 659;TP 273
A
1000-5013(2011)02-0156-05
2009-11-03
郑力新(1967-),男,教授,主要从事智能控制与自动化装置的研究.E-mail:zlxzkt@yahoo.com.cn.
福建省高等学校新世纪优秀人才支持项目(07FJRC01);福建省厦门市科技计划项目(3502Z20083040)
