废氯气吸收工艺的改造
2011-09-22都金贵
都金贵
(昊华宇航化工有限责任公司,河南焦作454002)
废氯气吸收工艺的改造
都金贵
(昊华宇航化工有限责任公司,河南焦作454002)
在废氯气吸收工艺装置中,新增吸收塔装置与事故氯风机连锁;当透平机厂房与液氯包装厂房探头监测到泄漏氯气含量高于设定值时,新增吸收塔装置及事故氯风机自动启动,可及时吸收事故氯气。
废氯气吸收塔;工艺改造;连锁;泄漏
昊华宇航化工有限责任公司现有8万t/a隔膜法烧碱、30万t/a离子膜法烧碱,现正在建设20万t/a离子膜法烧碱,预计2011年年初可投运,但是8万t/a隔膜法烧碱、10万t/a离子膜法烧碱生产厂区位于市区,环保形势非常严峻,环保设施的合理、有效运行迫在眉睫。
为确保废氯气吸收塔钛风机出口氯气排放量达到国家标准,新增加1台废氯气吸收塔为备用吸收塔,且吸收塔装置与事故氯风机连锁。该项目于2008年1月20日开工建设,总投资70余万元,共进行了废氯气吸收塔、碱液循环泵、碱液换热器、事故氯风机、自动阀、管道、阀门组等安装,于2008年7月底竣工,2008年8月投入运行。
废氯气吸收系统没有设专门操作人员,由氯处理氯氢岗位人员操作,由氯氢主控根据程序运行情况,通知巡检人员处理日常运转设施的切换,目前设施运行正常。经取样分析,钛风机出口氯气排放量可达到设计要求,符合国家排放标准。
1 改造前的主要工艺流程
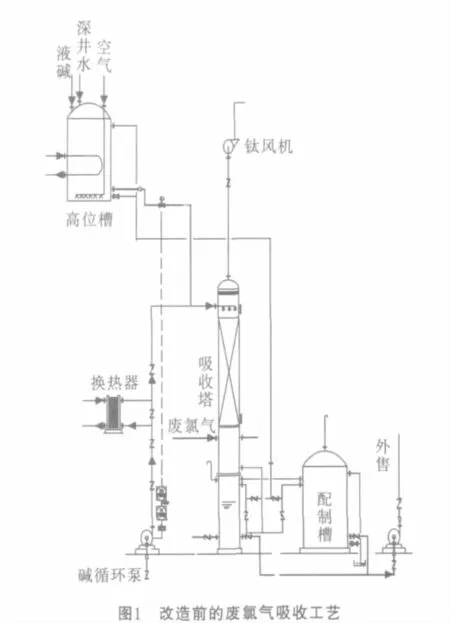
改造前的废氯气吸收工艺流程见图1。氯处理工段废氯气吸收塔为常开设备,废氯气和事故氯气由下部进入废氯气吸收塔,被上部来自碱液高位槽的碱液或碱液循环泵的碱液吸收,尾气被钛风机抽出排空。正常开、停车时,可完成各项废气吸收,但在氯处理透平机厂房及液氯包装厂房出现大量氯气泄漏时,1台废氯气吸收塔达不到将泄漏氯气完全吸收的效果,造成部分氯气外溢,污染了环境,钛风机出口氯气排放量达不到国家标准。
2 改造后的主要工艺流程
改造后的废氯气吸收工艺流程见图2。

新增废氯气处理系统为备用设备,与原废氯气吸收塔可并联使用,用于处理废氯气和事故氯气,废氯气和事故氯气由下部进入废氯气吸收塔,被上部来自碱液高位槽的碱液或碱液循环泵的碱液吸收,尾气被钛风机抽出排空。氯气探头与事故氯风机及碱液循环泵出口自动阀连锁,氯气体积分数大于3×10-6时,氯气探头报警;大于5×10-6时,事故氯风机及碱液循环泵自动阀启动,进行抽气处理。稀碱液通过次氯酸钠冷却器冷却降温循环使用。稀碱液中NaOH质量分数低于6%时,由次氯酸钠泵送污水处理站进行处理或外销。
新增废氯吸收塔与现运行吸收塔可倒换使用,也可并联运行。确保运行吸收塔出现异常后能够及时切换,从而保证正常吸收废氯气,避免污染环境,钛风机出口氯气排放量可达到国家标准。
3 生产异常时废气塔的操作
3.1 氯气泄漏量较小时的操作
氯气泄漏量较小时,直接进入原废氯气吸收系统。
(1)生产正常时,透平机操作室内事故氯风机旋转按钮应处于“开”位置,事故氯风机出口管道自动阀前后的手动阀打开,旁路阀关闭。
(2)当氯气积体分数超过3×10-6时,报警器开始报警,岗位操作人员应到透平机厂房内查找氯气泄漏原因并及时处理,防止氯气泄漏量增加。当透平机厂房氯气体积分数超过5×10-6时,报警器报警,事故氯风机出口自动阀打开,风机启动,岗位操作人员应立即穿戴好防护用品(包括防化衣、空气呼吸器、防护手套等),拖动风机抽氯气软管,管口对准氯气扩散源或氯气浓度高的位置抽吸氯气至废氯气吸收塔处理。
(3)当氯气体积分数低于5×10-6时,事故氯风机出口自动阀关闭,岗位操作人员去现场检查无异常后手动关闭事故氯风机。
(4)透平机操作室仪表盘上有手动操作按钮,可以开、关事故氯风机出口自动阀。
3.2 事故状态时的操作
(1)透平机厂房或液氯包装厂房出现氯气大量泄漏时,加强对原塔碱液浓度的分析,当碱液中NaOH质量分数浓度低于7%时,及时倒为新塔吸收使用。
(2)迅速启动新增碱液循环泵,打开泵出口自动阀及前后手动阀。
(3)打开新增换热器的冷却水进、出口阀和碱液进、出口阀。
(4)打开新增废氯气吸收塔废氯气进口阀,打开废、原氯进新增塔的阀门,逐渐关闭原废氯吸收塔进废氯气阀和原氯阀。同时,将原废氯吸收塔出口阀关闭,打开新增塔出口阀。
(5)将原废氯气吸收系统碱液循环泵停止,关闭进出口阀门,关闭碱液换热器碱液和冷却水进出口阀门。
(6)废氯气吸收塔碱液中NaOH质量分数低于7%时,联系外销并及时补充新碱。
(7)新增塔出现异常时,及时倒为原废氯气吸收塔使用。
3.3 两塔同时使用
两塔同时使用时,原废氯吸收塔处于运行状态时的操作。
(1)当氯气泄漏量大,一个塔满足不了要求时,两塔可同时并联使用。
(2)启动新增碱液循环泵,打开泵出口自动阀及前后手动阀,打开新增换热器的冷却水进、出口阀和碱液进、出口阀。
(3)打开新增废氯气吸收塔废氯气进口阀,打开废、原氯进入新增塔的阀门。同时打开新增塔顶气相进钛风机阀。
(4)调整两塔进、出口阀门,确保抽力平衡。
(5)事故氯气处理完后,关闭1套系统。
4 安全操作注意事项
(1)微机操作人员每半小时观察一次事故处理系统画面。
(2)透平机厂房及液氯包装厂房出现氯气泄漏,微机操作人员应将新增废氯吸收塔抽力控制为-1.5~-2.0 kPa确保及时将事故氯气吸收,避免泄漏氯气污染环境。
(3)现场人员应将碱液循环泵电流控制在30 A左右。
(4)透平机厂房及液氯包装厂房出现氯气泄漏时,岗位人员应及时将老塔倒为新塔,倒塔时应注意各阀门开关状态,避免出现氯气泄漏污染环境。
(5)倒塔时,应及时将碱液换热器进、回水阀门打开,将碱液温度控制在15~20℃。
(6)注意观察碱液浓度、废氯气处理量和碱液循环量,定期对废氯气进口及换热器进行清洗,确保碱液循环畅通。
Technology transformation of waste chlorine absorption process
DOU Jin-gui
(Haohua Yuhang Chemical Co.,Ltd.,Jiaozuo 454002,China)
In the equipment of waste chlorine absorption,added chlorine absorber device with the accident fan chain,when the turbine plant and packaging plant probes to monitor the chlorine leak was higher than the set value,chlorine absorber devices and accident fan automatically started,the incident chlorine can be absorbed.
waste chlorine absorber;process modification;chain;leak
TQ114.26
B
1009-1785(2011)01-0010-02
2010-09-07
5 效益分析