激光熔覆技术在空压机叶轮修复上的应用
2011-09-16黄薇
黄 薇
(上海宝钢设备检修有限公司,上海 201900)
激光熔覆技术是一项新兴的零件表面加工技术。它是利用激光作为焊接热源,使基材表面和堆焊材料之间形成熔化冶金结合的一种表面工程技术。把它应用到表面处理上,可以极大提高零件表面的硬度、耐磨性、耐腐蚀、耐疲劳等机械性能,而且可以极大地提高材料的使用寿命。
2010年3月,某钢厂的一离心式空压机在运行中振动增大,停车后,检修人员发现有异物进入旋转叶轮中,与叶轮碰撞,导致整个叶轮出气边叶片受损,使机组无法继续运行。
该离心空压机的设计流量为60m3/min,介质为空气,转数为4 950r/min,转子材料为17-4PH不锈钢,工作温度200℃,该叶轮为第三级叶轮。
由于离心式空压机转速高,因此若仍采用传统的叶片磨损修复措施,则难以满足工作要求。而且传统的修复手段存在修理周期长、成本高及材料性能变化大等缺陷。通过调研,拟采用激光熔覆堆焊方式进行修复。激光熔覆技术是用激光束将已制备的合金粉末涂层熔化,成为熔覆层的主体合金,同时基体金属有一薄层熔化,与之构成冶金结合的一种表面处理技术。
一、试验与结果
1.试验方法
选用与叶片材质成分非常相近的激光熔覆粉末,材料成分见表1。使用激光熔覆方法堆焊成图1形状的试验样板,并按国家标准制作各种测试试样。

表1 激光熔覆粉末的化学成分 %
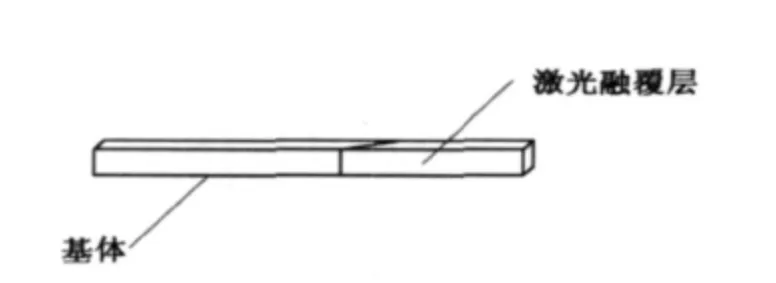
图1 激光熔覆堆焊试样
使用HXS-1000A 和SANSCMTS-305 进行硬度和拉伸性能测试,使用OLYMPUS BX51M进行显微组织观察。
2.试验结果
(1)显微组织
激光熔覆的金相组织致密、无缺陷。焊材与基体结合良好且热影响区非常小。
(2)力学性能
从图2 基体与激光熔覆区域硬度对比图,可以看出激光熔覆部位、熔覆热影响区的硬度与基体基本相同。
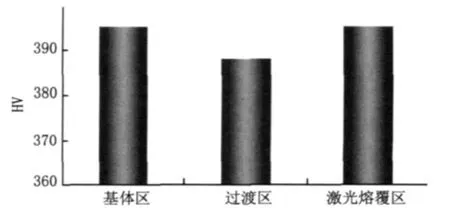
图2 基体与激光熔覆区域硬度对比图
从图2基体与激光熔覆区域拉伸性能对比图,经拉伸试验发现,其性能与基体性能基本相同,更为重要的是断裂在基体上,不在焊缝和热影响区。
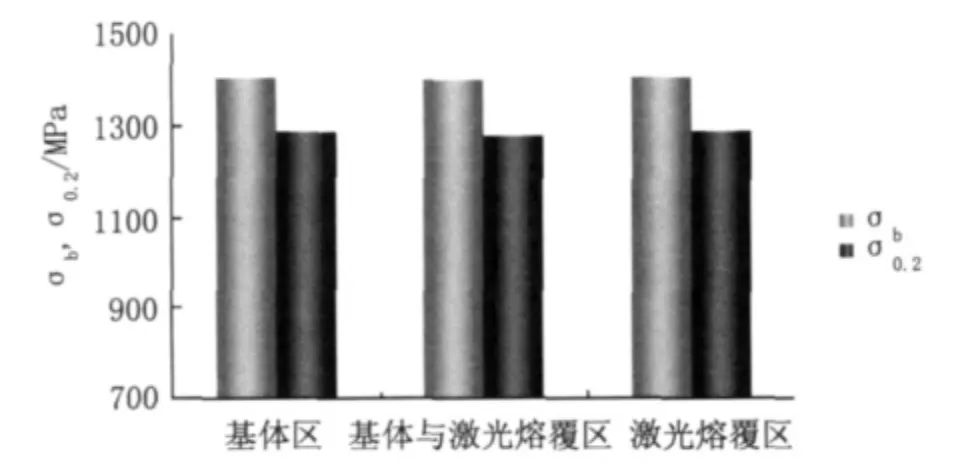
图3 基体与激光熔覆区域拉伸性能对比图
(3)试验结果分析
激光熔覆技术有着传统焊接技术无法比拟的优越性,由于激光不仅具有近似绝热的快速加热熔化过程,而且具有非常快速的冷却过程,类似于快速淬火,使晶粒组织细化、化学元素成分分布均匀,从而使堆焊部位获得非常好的性能。
此外,通过工艺优化控制激光的输入能量,可以将基体材料的稀释降到较低的程度。
因此,从上述分析可以看出,激光熔覆后热影响区、激光熔覆区域的HV、σb、σ0.2保持优良的性能,基本与基体保持一致。
二、激光熔覆的施工工艺
针对风机叶轮的损坏情况,基于上述的试验结果,决定采用激光熔覆技术进行修复。施工工艺流程图如图4所示。

图4 施工工艺流程图
1.检测、清洗
叶轮出气边的八个叶片均有不同程度的缺损,其中最大缺损面的长约35mm、宽约30mm、叶片厚2mm。对工件表面进行清污除锈处理,检测外形尺寸等,并进行无损探伤。
2.原型线测量
选择相对完整的叶轮型线进行测量,并与在新转子上采取的型线样板和测量的原始数据进行对比。最终确认叶轮型线样板。叶轮型线对压缩机的性能有重大影响,决定了压缩机的性能好坏。
3.叶轮表面预处理
叶轮本体表面腐蚀疲劳层、型面及端面磨损和损伤部分进行清理打磨处理,主要去除表面的氧化层。全面无损探伤检查及熔覆前的表面洁净处理。
4.激光熔覆专用材料配置
由于叶轮对硬度、耐磨性要求较高,经分析比较,采用高强度不锈钢金属粉料作为激光熔覆金属的粉料。该合金粉料与叶轮原材料相比,不仅具有有自我脱氧和造渣的性能,而且具有优异的耐蚀和耐磨性,熔覆后具有满足工件使用要求的机械性能,与基体材料有较好的结合强度和理想的金相组织。
5.激光熔覆工艺参数确定及熔覆加工
根据上述确定的叶轮待加工尺寸、专用的激光熔覆金属粉料,制定熔覆工艺参数。每层熔覆厚度为0.6mm,扫描速度12mm/s,熔覆到要求尺寸并留有足够的后续机械加工余量。
6.机加工
对照已绘制好的叶轮型线样板,对叶轮表面进行磨削加工,保证叶轮外形恢复到其原来的设计尺寸。在此过程中还需要进行多次着色探伤,对此过程中发现的裂纹进行打磨和再熔覆处理。最终对处理好的叶轮进行精修,确保其修复后尺寸精度。
7.叶轮检测
叶轮加工完成后,再次对转子进行几何尺寸、形位公差、无损探伤检测。在型面检测完成后对叶轮表面进行抛光处理。
8.低速动平衡
进行低速动平衡试验,保证叶轮重新校验到标准动平衡精度G2.5级。试验过程中要注意部件的润滑,防止旋转摩擦部位磨损,影响动平衡试验精度。
三、应用效果
本次采用激光熔覆修复叶轮仅用了24h,并为用户节省了叶轮整体更换费用120多万元,这不仅没有影响检修时间,而且也节约了大量成本。同时利用激光熔覆技术修复的叶轮精度符合原出厂要求,在现场安装后试车一次成功。至目前为止运行情况一直良好。
