车间电气系统升级改造
2011-08-15李晓明
李晓明
(山东省莱芜市莱钢运输部,山东 莱芜 271104)
车间原电气控制系统以及传动控制系统于90年代中期从瑞典ABB公司引进。控制系统使用ABB PLC,共有13个控制站点。控制系统最初使用系统版本:主控站为 MP200,打捆机为 MP90。随着产能的增加老系统MP200运行负载升高,经常出现故障,两年后针对部分问题较多的站点升级成AC450,并对部分站点进行合并,改为11个控制站点,目前控制系统的网络图如图1所示。
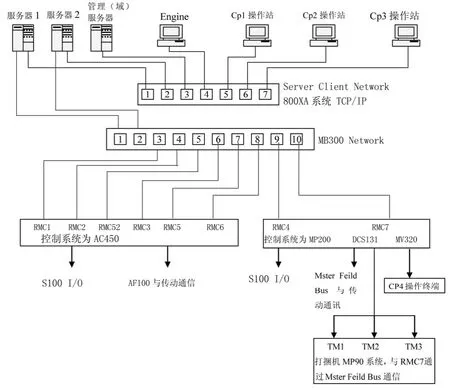
图1 车间控制系统与监控网络图
1 目前存在问题
1.1 MP200、MP90控制系统备件无法采购
目前控制系统中4#、7#站为MP200控制系统,3套打捆机为MP90控制系统。MP200控制系统与MP90控制系统之间,MP200控制系统与传动系统之间的通信采用Mster Feild Bus通信协议。ABB MP200控制系统为ABB上世纪80年代产品,MP90系统则更为早期产品。现在MP200、MP90及其Mster Feild Bus通信产品均被ABB淘汰,ABB只是在卖设备库存,现在库存也已经买完,备件已经采购不到。如果控制设备出现故障将导致停产。
1.2 4#台操作终端局限,无法进行功能改造
码垛区域人机界面为九十年代中期随原装设备引进的操作终端,是ABB最初形式的人机界面。操作终端的图形界面采用字符串方式,用ABB AMPL语句编写成表(table)的形式固化在7#站控制系统中。操作终端的使用具有较大的局限性:
1)操作工只能进行简单操作参数的设定,无法像操作站那样直观的监控设备运行状况。
2)由于操作终端的图形界面采用语句编写固化在控制系统中,无法进行工艺改造后的操作画面建立。
3)与控制系统的通信采用专用通信板MV320也淘汰停产。
1.3 监控网络复杂、无法实现网络扩展,运行成本高
采用ABBIndustrialITSystem 800xA (简称800xA)系统,是ABB 2000年开始研制的综合过程自动化系统产品,版本为3.0。由于其版本较早,监控系统网络构建上极为复杂而且不稳定。监控系统在线采用3台服务器(1台为域管理服务器,2台为数据服务器),1台工程师站、3台操作站。服务器之间、服务器与操作站之间采用域管理、数据同步、以及使用授权等管理方式,在使用中发现这种监控软件运行不稳定:
1)长期使用后两台数据服务器不能同步,进入不了域管理,造成数据服务器之间冲突。
2)非正常停机再起动,操作站进入不了域管理,监控系统无法起动。
3)设备维护和故障处理过程较长,操作站重新登录域的过程一般为30min,服务器处理时间更长,不利于生产进行。
4)操作站重新起动后,有时会找不到使用授权。
5)在线3台服务器同时运行,设备运行和备件成本较高。
2 改造方案
2.1 MP200、MP90控制系统升级方案
MasterPiece200/1的升级产品为Advant Controller 450。为保持现场控制系统的一致性,4#、7#站点的MP200系统仍升级为AC450;由于AC450控制系统具有可连接S800远程I/O的功能,3台打捆机的MP90系统可取消改为S800 I/O远程站,原有3台打捆机的控制程序移入7#控制站点。
1)4#站点控制单元有MP200升级为AC450,原有S100 I/O单元保留;可利用现有1#站点控制器机架增加1套新的控制器单元(包括CPU和MB300通信单元),不再单独增加机柜。
2)7#站点控制单元有MP200升级为AC450,原有S100 I/O单元保留;可利用现有5#站点控制器机架增加1套新的控制器单元(包括CPU和MB300通信单元),不再单独增加机柜;增加2套AF100总线通信单元用于打捆机和传动通信。
3)3台打捆机的MP90控制单元取消,改为S800 I/O单元远程站,更换打捆机控制柜,控制程序移入7#站点;增加AF100总线通信单元,用于和7#站点通信。
4)活动筐直流传动改为交流传动,减少活动筐维修量。
5)MP200、MP90控制系统升级设备清单(见表 1)。

表1
2.2 监控网络及4#台操作终端升级方案
4#台操作终端升级为操作站形式,加入到现有的网络中,可与纳入到800XA监控系统改造中一起考虑。
1)采用ABB IndustrialIT System 800xA 5.0版本,将域管理和授权管理等综合一套软件,现场可只保留一台服务器,网络结构简化。
2)在监控网络中增加一个用户节点授权,作为4#台的操作员站。
3)4#台操作站应用功能组态:对7#站点建立新的操作、监控画面(打捆机作为7#节点的远程站,设备状态也要建立画面监控)。
4)监控网络及4#台操作终端升级设备清单(见表 2)。
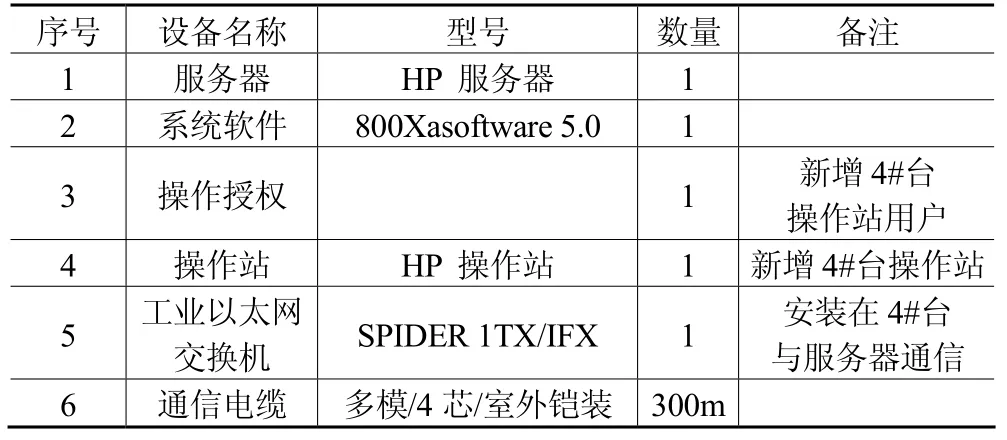
表2
3 改造后效能分析
改造后控制系统及监控系统网络如图2所示。
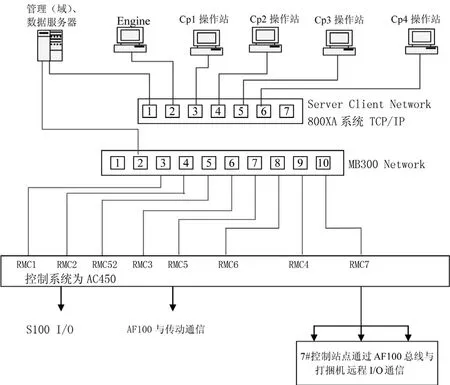
图2 改造后控制系统及监控网络效果图
1)MP200、MP90控制系统升级后,解决系统备件制约生产的问题。
2)在7#站点与打捆机升系统级改造中,将打捆机应用程序移植到7#站点,打捆机系统建立远程I/O,减少了硬件投资,节约了设备储备。
3)4#台终端升级为操作站,操作工的操作更灵活方便,设备状态监控更直观,可进行适应性工艺改造后的监控画面的建立;同时打捆机系统作为7#控制站的远程I/O,打捆机操作监控画面可加入新的操作站,使设备维护和生产更便捷。
4)监控系统System 800xA升级为5.0版本,减少在线服务器的运行数量,简化了网络构成,系统运行更稳定,设备运行成本降低,更有利于监控网络的维护与扩展。
