聚合反应器内冷管组与壳体的组装
2011-07-25马维丽赵家炜曹文辉
马维丽,赵家炜,曹文辉
(中石油第二建设公司,甘肃兰州 730060)
0 引言
聚合反应器是某石化公司5万吨/年丁腈橡胶装置的核心设备之一,由壳体、内冷管组及搅拌系统三大部分组成,壳体主体材质为16MnR+304L复合板,结构尺寸Ø2800 mm×9763 mm;内冷管组由4组环管组成,结构尺寸Ø2600 mm×9044 mm,材质0Cr18Ni9;搅拌系统由国外成套采购[1-2]。
该设备不仅结构复杂,而且要求设备壳体内表面、内冷管外表面及接触物料的其他构件的表面均需进行抛光处理,要求表面粗糙度Ra≤0.05 μm[3]。设备简图见图 1。
1 聚合反应器制造难点分析
内冷管组固定在壳体内部,由四圈管束(Ø2600/Ø2320/Ø2040/Ø1760 mm)和上、下两端的两组集合管组成,每圈管束由上、下两圈环管[4]和22 根均布的列管(Ø89 mm ×6570 mm)组焊而成。因此,在厂房内采用何种科学有效的施工方案将内冷管组装入壳体,使内冷管支架以及导向支架垫板定位准确,并保证内冷管组不与壳体内壁发生接触而划伤抛光面,是组装的难点之一。
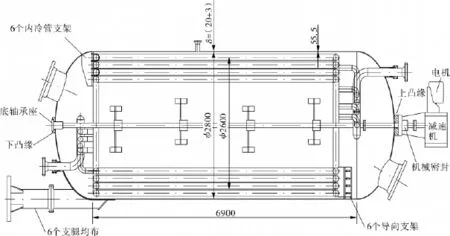
图1 聚合反应器结构示意
2 内冷管组与壳体组装的技术措施
2.1 内冷管组与壳体组装方案的确定
根据聚合反应器的制造工艺安排,内冷管组需在组对封头之前整体与壳体组装。反应器壳体内径Ø2800 mm,内冷管组最外圈环管外径Ø2689 mm,环管外壁与壳体内壁的间隙仅55.5 mm。同时由于内冷管组结构尺寸Ø2600 mm×9044 mm,重量7.4 t,将其整体组装入壳体的最大难点是确保内冷管组不与壳体内壁发生接触而划伤抛光面(无法返修)。由于厂房、设备等条件限制,经过认真研究和分析,最后确定采用内冷管组与壳体整体卧装的方案,即通过设计制作滑车,在内冷管组两端的环管上安装负重滑车及导向滑车,然后用桥吊将内冷管组整体滑入壳体内。
2.2 滑车的设计制作
由于内冷管组的体积大、重量重、刚性差,环管与壳体内壁的间隙仅为55.5 mm,因此,设计制作的滑车必须确保内冷管组能在与壳体内壁不接触的前提下顺利滑入壳体。根据这种需要,设计并制作了两套滑车,每套滑车由1组负重滑车和2组可径向调节的导向滑车组成。两套滑车分别安装在内冷管组两端的环管上,滑车在内冷管组两端的环管上的布置如图2所示。
2.2.1 负重滑车
负重滑车主要用来承载内冷管组的自重,其负重轮是并列的2只单列向心球轴承,阻力小、成本低。为了避免负重轮在壳体内表面压出压痕,损伤壳体内壁抛光面,必须在负重轮与壳体内壁间敷设保护层,保护层由上到下分别是钢板、橡胶板及保护膜。负重滑车设计图及安装方法如图3,4 所示。
2.2.2 导向滑车
导向滑车的主要作用是:保证内冷管组向壳体内部滑行时的轨迹为直线;防止内冷管组在滑行时左右晃动。这就要求两侧导向滑车的滚轮既不能同时与壳体内壁直接接触,也不能有太大间隙。

图4 安装在环管上的负重滑车
由于壳体存在直线度偏差且每台设备壳体的椭圆度偏差不同,因此,其间隙大小应略大于壳体的直线度极限偏差。为了满足这种要求,将导向滑车滚轮设计为径向可调,即滚轮的伸出长度可调。为了防止导向滑车滚轮在壳体侧壁内压出压痕(虽然滚轮对壳体侧壁压力很小),选择非金属材料来制作滚轮,同时在滚轮的运行轨迹上对壳体侧壁进行贴膜保护。导向滑车结构设计图及安装方法如图5,6所示。
2.3 内冷管组整体卧置装入壳体的施工程序
当聚合反应器壳体(带下封头)所有的焊接工作、无损检测[5]、热处理、抛光合格后,同时内冷管组组焊、无损检测、一次水压试验、气密性试验完毕、抛光处理合格,就可以按下述施工程序进行内冷管组与壳体的整体卧装[6]:
(1)将内冷管组摆放到聚合反应器壳体的敞口端正前方;
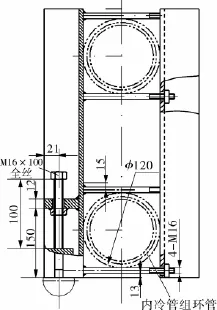
图5 导向滑车结构示意

图6 安装在环管上的导向滑车
(2)按图4,6位置安装负重滑车及导向滑车,同时将导向滑车的滚轮调整到最内位置;
(3)用两台桥吊抬起内冷管组并吊运至壳体端口位置,使之左右、高低位置与壳体一致。此时应特别注意,前吊点应选择在距前端环管根部200 mm的最外圈列管上,列管间垫胶皮包裹的木块以避免外圈列管单独受力而变形,后吊点在内冷管组后端环管上;
(4)转动滚轮胎调整壳体方位,保证下封头上的开口位置对准内冷管组的集合管引出管;
(5)在壳体底部贴保护膜,敷设橡胶板及钢板条;在壳体侧壁水平位置贴保护膜;
(6)两台桥吊同时将内冷管组前端抬入壳体,直至负重轮稳妥地放置到底部衬垫的钢板上为止;
(7)取掉前端吊带,调整两侧导向滑车的滚轮与壳体侧壁的间隙;
(8)将一根钢丝绳的一端固定在内冷管组前端环管固定架中部,另一端从封头中心凸缘孔中穿过并通过滑轮挂在前端桥吊的吊钩上;
(9)前端桥吊缓慢升起吊钩将内冷管组向壳体内拉动,后端桥吊缓慢随行,直至内冷管组进入预定位置;
(10)将内冷管组固定在导向支架上并将内冷管支架焊在支架垫板上后,拆除负重滑车和导向滑车;
(11)取出橡胶板及钢板垫板,撕去所有保护膜。
起吊内冷管组、内冷管组装入壳体的过程见图7,8。当完成上述工序后,就可以组对上封头并展开后续工作。

图7 起吊内冷管组
3 结语

图8 内冷管组与壳体组装完毕
采用文中所述滑车工装和施工方法进行内冷管组和壳体的组装,整个施工过程都在厂房内由桥吊配合完成。采用该方法施工,不仅便于施工,组装速度快,而且由于不需汽车吊配合且后续封头与壳体的焊接可使用埋弧自动焊,因此生产周期短、成本低,而且为今后制造同类设备提供了技术基础。
[1]GB 150—1998,钢制压力容器[S].
[2]HG 20584—1998,钢制化工容器制造技术要求[S].
[3]杨文峰,戎媚芳.HFC-134a反应器制造[J].石油化工设备,2007,36(5):66 -69.
[4]郑祥龙.环管反应器的组焊安装[J].压力容器,2000,17(6):42 -45.
[5]JB/T 4730.1~6—2005,承压设备无损检测[S].
[6]张勇,张继选,王力,等.环管反应器吊装技术[J].石油化工设备,2007,36(2):67-69.