浅议轧辊磨削对铜带生产的影响(续)
2011-07-25孙水珠
孙水珠
(中铝洛阳铜业有限公司,河南 洛阳471039)
或工艺参数选择。但是作为技术探讨,仍列出基本工艺参数共参考。
1.3.1 砂轮速度
> 粗、精磨钢质轧辊25~35米/秒;
> 粗、精磨冷硬铸铁轧辊20~25米/秒。
1.3.2 轧辊速度
> 粗磨时30~50米/分;
> 精磨时15~30米/分;
> 当磨削细长辊子时应采用低速,尤其是磨削辊身尺寸小的光压延辊时,工件轧辊的速度小于10米/分。
1.3.3 拖板纵向进给速度
> 粗磨时取工件每转拖板纵向进给量约为砂轮宽度的2/3~3/4;
> 精磨时取工件每转拖板纵向进给量约为砂轮宽度的1/4~1/2。
1.3.4 拖板每往复行程横进给量
> 粗磨时横进给量应根据轧辊的硬度和磨削辊面的直径而定,一般每次横向进给取0.03~0.05mm。对于材料硬、直径大的轧辊,建议降低进给速度;
> 精磨时每次横向进给取0.005~0.01mm;
> 抛光磨削时每次横向进给取0.002~0.003mm。
2 轧辊磨削对铜带生产的影响
轧辊制造技术和轧辊磨床的现代化为轧辊磨削提供了良好的条件,但是,并非有了良好的轧辊和现代化的轧辊磨床就一定能够磨出合格的轧辊。要保证每对轧辊都能完全满足轧制和工艺的要求,最终还要靠技术熟练的轧辊磨床操纵手来精心细致的操作。因此实际磨削过程中依然出现许多磨削质量缺陷,直接影响轧制铜带生产质量,造成铜带报废或者改制,给生产企业带来不小经济损失和产品信誉度的降低。现将生产过程中经常出现的磨削质量问题逐一剖析,为同行快速解决现场问题提供帮助和参考。影响铜带生产质量的生产因素非常多,本文仅探讨轧辊磨削所造成的质量缺陷。
2.1 铜带表面光洁度超标
高精度黄铜和合金化铜后续的再加工都要使用原始母带的表面,有的还要电镀,因此对于表面的光洁度非常严格。高精度铜带用户要求表面光洁度Ra小于0.2μm,如图3所示。一般铜带要求表面光洁度Ra小于0.4μm,但是有时Ra符合要求,用户依然反映表面粗糙不能使用的问题其实是表面光洁度Rmax不合格造成的,如图2所示。归结到轧辊磨削上的原因:其一是磨削程序设计不合理,粗磨和精磨二者的磨削时间匹配不当;二是粗磨每次进给磨削量大和精磨时间不够以及轧辊转数和砂轮转数不匹配;三是砂轮选取粒度过小。

图2 表面光洁度Rmax为2.84μm 图3 表面光洁度Ra为0.18μm
2.2 铜带表面软包或硌印
铜带表面软包俗称“软点”,实际上轧辊在使用过程中由于铜屑沾到工作辊上,再反粘到支承辊上,由于工作辊和支承辊不断高速旋转碾压,局部粘铜部位形成巨大压力,工作辊出现局部凹坑点,特别是铜带边部居多。如果“面包辊”或粘铜辊磨削时没有有效消除已有缺陷,后续生产就直接造成铜带表面缺陷,碾压铜屑掉落会出现铜带表面软包,不掉落时就出现铜带表面硌印。
2.3 铜带表面振纹
铜带表面振纹存在三种类型:第一是满面横向或螺旋周期性明暗条文,宽度1mm~10mm不等,如图4.;第二是振纹不是满面,只占铜带宽度1/3或者1/2不等,如图5;第三是周期性轧辊周长长度,一到三条不等的明暗纹,明暗纹宽度10mm左右。表面振纹的出现主要是轧辊磨削过程中造成的。
第一种横向振纹是砂轮圆周速度过大、砂轮表面过硬、砂轮动平衡不好、磨床主轴运行不稳造成,螺旋形振纹是砂轮主轴有轴向串动、砂轮轴心线和工件轴心线不平行、砂轮修整表面凹凸不平、纵向进给量太大造成;
第二种、第三种振纹是支持轧辊旋转的拨叉变形、松动或者与轧辊接触不稳定,造成工件旋转时周期性震动,也就形成与砂轮接触压力周期性变化,致使轧辊一个部位形成一到三条不等的明暗纹,或者是轧机装辊校车时操作不认真造成辊子压靠所形成的辊子靠印等,最终反应到铜带上。
无论何种振纹在一般磨削后的轧辊上很难发现,只有轧制铜带后从一定角度才能在铜带上看见,换一个角度就很难发现,因此首料检查很重要。
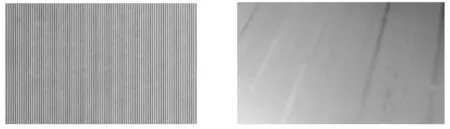
图4 满面振纹 图5 间断振纹
2.4 铜带表面“阴阳脸”(如图6)
磨削时局部辊面烧伤或者磨削量太小造成。前者的主要原因是:
① 磨削用量过大,如砂轮圆周速度过大或工件圆周速度过低,磨削深度过大;
② 砂轮硬度过高,磨削时磨粒变钝不能脱落,导致工件表面高温;
③ 砂轮粒度号过大,组织紧密,磨削时砂轮堵塞;
④ 砂轮与工件接触面过大或接触弧过长,砂轮易堵塞;
⑤ 工件本身材料导热性差,导热系数小;
⑥ 冷却方法不良,冷却液不足,热量排不出。
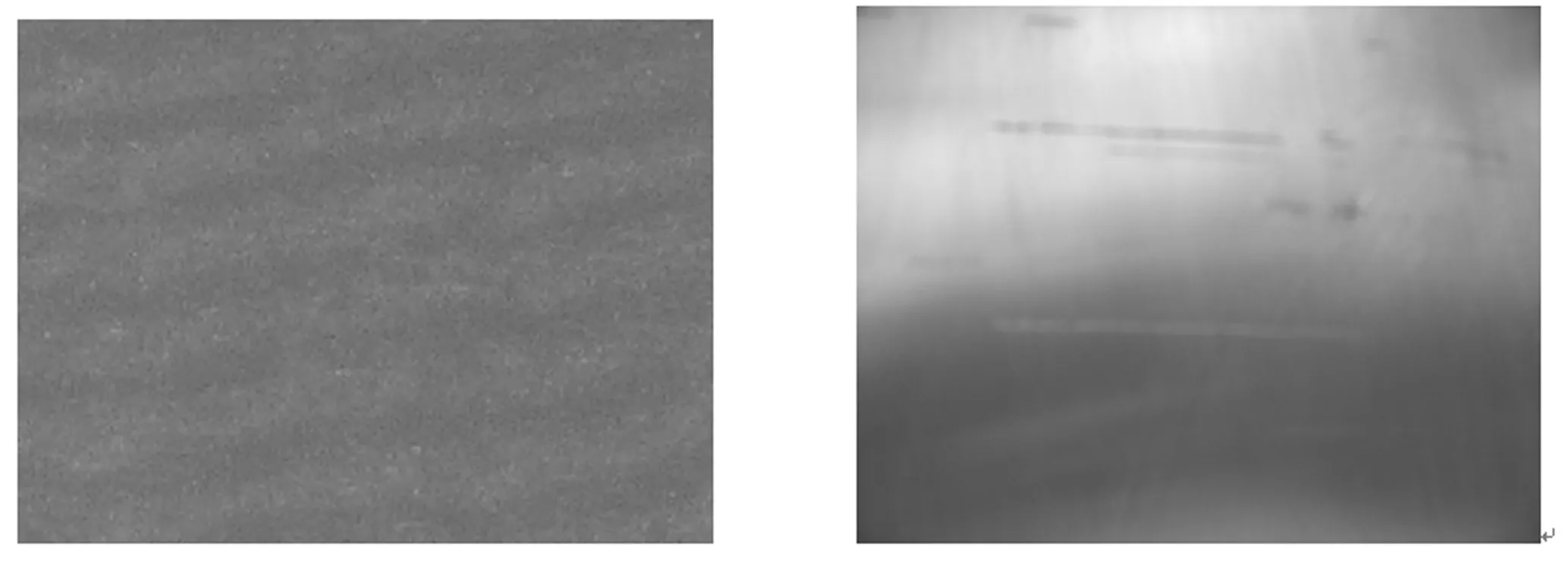
图6 铜带表面“阴阳脸” 图7 铜带表面划伤
2.5 铜带表面划痕
主要是轧辊磨削时磨粒脱落在砂轮与工作台之间和冷却液过滤不净造成,如图7。
2.6 铜带表面辊印
铜带表面出现的辊印间隔都是一个辊周长,有时一条,有时多条,但是全部有周期性,即一个轧辊周长,如图8就是两条辊印。造成的因素是上一次压靠的辊磨削时磨削量较小没有有效消除靠印造成的;或者是靠印传递到支承辊上后又反传到工作辊上造成。一般磨削后的轧辊很难发现未消除的缺陷,只有轧制铜带后才能在铜带上发现,因此首料检查很重要。
2.7 铜带横向差超标
轧制过程造成铜带横向公差超标,除了来料影响、操作不认真外,一个不可忽视的原因就是支承辊或者工作辊在磨削过程中出现锥辊,正常轧辊的两边形位误差不能超过0.005mm,特别是支承辊最容易被忽视。
2.8 铜带波浪
铜带波浪(图9)除了轧制工艺不合理和轧辊冷却不均匀或者不科学造成轧辊热变形不均匀外,轧辊磨削锥形也是一个不易发现的因素,造成锥形辊的原因是头架与尾架中心线在水平面上存在一个角度、轧辊轴线没有调整好,与砂轮轴线不垂直、砂轮太软,使砂轮由工件端走到另一端时产生磨耗等造成。(现代的高精度轧辊磨床都配备有损耗自动补偿功能,因此使砂轮由工件端走到另一端时产生磨耗的因素较小)。

图8 铜带辊印 图9 铜带波浪
尽管上述的磨削缺陷是造成铜带废品的不同因素,但是相同的操作注意事项也是必不可少的,主要有以下几条:
① 按特定的工件选择砂轮,并作砂轮平衡和修整;
② 精磨轧辊时,上班后机床应开车空运转30分钟,待机床热平衡稳定和液压油排净空气后,再进行磨削加工,便于稳定磨削精度;
③ 整个磨削过程,特别是超精磨削和抛光镜面磨削时,保证供给充分的、清洁的冷却液,避免磨削烧伤、表面划痕等磨削缺陷的产生;
④ 对于精度要求高的辊子,在无进给光磨时可以采取一边磨削,一边使辊子在慢速范围内不断变换转速,以减少或打乱机床各种频率的振动对磨削圆度和磨削波纹的影响,提高轧辊磨削质量;
⑤ 从轧机上卸下来的轧辊应放置8小时以上让其缓冷,不允许立即磨削。除炎热夏季外,最好用毛毡等保温材料覆盖刚刚卸下的轧辊让其缓慢冷却,以防止崩辊,同时磨削后的轧辊也应该放置4小时以上,充分释放磨削应力再上机使用。
1.钟卫佳,《铜加工实用金属手册》,北京,冶金工业出版社,2007年1月
2.张文,《轧辊磨削的方法》
3.孙水珠,铜板带轧辊磨床考察报告(内部资料)
4.《瓦德里西WS IV H CNC 25X6000轧辊磨床操作手册》(内部资料)
