数控变极性等离子弧焊中心的研究设计
2011-07-03陈伟兴邱望标陈清伟柴利达
陈伟兴,邱望标,陈清伟,柴利达
(贵州大学 机械工程学院,贵阳 550003)
0 引言
变极性等离子弧焊(简称VPPAW) 即不对称方波交流等离子弧焊,是一种针对铝及其合金开发的新型高效焊接工艺方法,综合了变极性TIG 焊和等离子焊的优点。由于焊接变形小,生产率高,与其它高能束流焊接工艺相比,设备简单,成本低且气孔、夹渣等缺陷少,对经济和社会发展具有很强的推动作用。
1 数控变极性等离子弧焊中心的构成
数控变极性等离子弧焊中心是一种实现非溶化极电弧焊工艺方法自动化的焊接机器装置,整个系统主要由变极性焊接电源、等离子发生器、等离子焊枪、等离子冷却系统、工件夹持运动机构、焊枪运动机构、气源控制系统、数控系统及常规电控系统等组成。
2 技术方案及技术路线
2.1 机械机构设计
2.1.1 工件夹持运动机构
根据不同工件的形状大小,工件夹持运动机构可为滚轮架、变位机或机床类结构,作用是使工件在焊接过程中转动、变换角度和回转等,以便工件与焊枪运动协调动作,达到焊接过程的自动化工作。

图1 柔性弧焊中心示意图
2.1.2 焊枪运动机构
焊枪运动机构由XYZ轴,焊枪姿态调整等主运动机构以及电弧自动跟踪(AVC)和电弧摆动(OSC)等微动机构构成,是整机完成复杂焊接过程的主要运动,其运动过程均为数字化控制。
“支架”由Wood et al.(1976)提出,指学生在完成特定任务时教师给予的支持。在社会文化理论角度下,“支架”理论与最近发展区理论密切相关。
1)主运动机构:焊枪按编程完成运动轨迹的主体部分,主要由XYZ轴运动机构和焊枪姿态调整机构两部分组成。主要采用滚珠丝杠和直线导轨部件,由步进或伺服电机驱动完成焊枪三维运动。焊枪姿态调整机构的结构形式为单关节机械手,由回转机构和倾仰机构两部分组成,伺服电机驱动,完成焊枪的回转、倾仰等不同姿态的调整,达到焊枪满足不同位置焊缝的要求。
2)微动机构:是完成在焊接过程中电弧电压自动跟踪(AVC)和电弧摆动(OSC)的功能部件,其结构形式为小型精密十字滑架,由伺服电机驱动,实现焊接过程中电弧的摆动和电弧长度的调节。电弧电压自动跟踪为闭环控制,根据弧长的电压信号,反馈调节上下微动,以达到弧长调节功能,保证焊接过程中弧长的稳定。
2.2 数控系统的组成
系统控制结构框图如图2所示
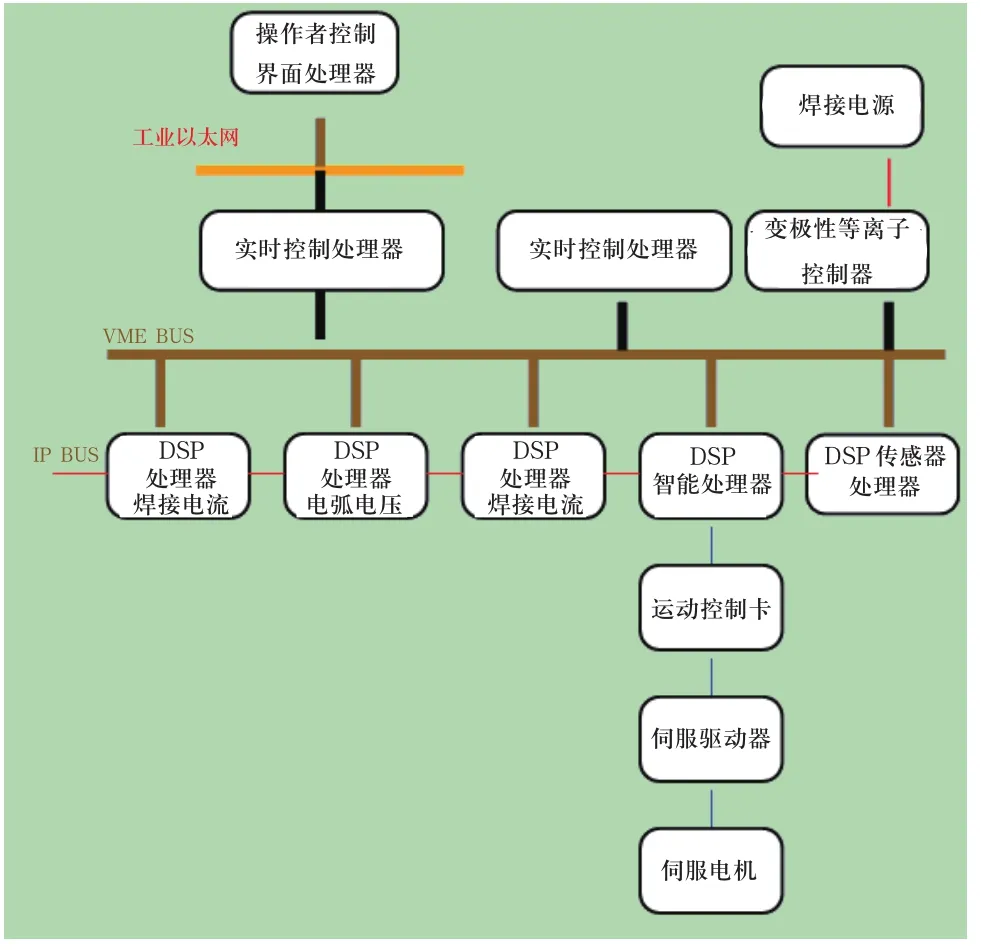
图2 系统控制结构框图
多个DSP处理器同时应用到一个系统中,用于一对一控制和监视每个外设和传感器。在焊接过程中,每个DSP处理器专注于一个外设,相互之间通过网络进行通讯。系统控制器同时对所有DSP控制的外设进行控制和监视。
基于DSP的系统运行速度快,集成了专为电机控制的脉宽调制(PWM)口和可以直接处理光电编码器反馈信号的捕获口,大大简化电路设计,提高系统的可靠性。外围电路主要由底层逻辑控制电路,传感器信号调理电路,以及伺服驱动电路和人机接口电路等组成,实现了空间多个自由度的全数字化控制。
各DSP模块和实时处理器FPGA通过VME BUS总线连接并且DSP和FPGA在系统编程(ISP)的特点,可以根据实时控制的需要,灵活更改电机驱动控制算法及电路的控制逻辑,使系统具有很大的灵活性和开放性。
系统选用MCU芯片作控制盒的CPU,主要负责各种参数的设定以及焊接过程中各种实时状态信息的显示。焊接过程实际上是一个强电磁干扰源,为保证通讯质量,系统采用RS-485接口方式进行通讯,并对传输信号进行屏蔽与隔离,大大降低了系统对噪声的敏感度。
2.3 节能、等离子气衰减的等离子发生器
等离子弧是TIG自由弧经过强压缩形成能量高度集中的电弧。弧柱温度高,焊接熔深大,热影响区窄,变形小,焊缝金属性能好,质量高。
等离子焊接系统主要由等离子弧焊电源,等离子弧发生器,等离子焊枪,循环冷却水箱(冷却水质要求:去离子水或蒸馏水,绝缘电阻大于1MΩ/cm,否则难引弧),供气装置和自动行走机构等构成,一般采用自动焊接。
采用海通PAC-300等离子弧发生器配有高新技术的电气比例控制离子气递增衰减的装置,与MILLER等多种恒流电源和国外等离子焊枪组成高档次的等离子焊接系统。
2.4 变极性等离子控制器
变极性电源稳定输出的关键是提高焊接电源本身的输出稳定性、快速进行变极性动作和采用高速控制系统抑制尖刺波。因此,采用具有快速响应大功率IGBT直流电源、大功率IGBT极性切换桥和DSP高速控制器成为变极性焊接电源的核心技术和配置。
通过采用高速的DSP控制切换速度和电流输出,即使输出很低的变极性电流,仍然可以获得稳定的变极性电弧。变极性等离子焊接电源独特的VPM功能,将允许系统进行VP(带有反向清理)+DC(直流)+VP的焊接模式,可以进一步减少反向清理的时间,增加直流焊接的比例。通过DSP控制IGBT的通断时间来调整交流正负半波宽度,通过电压信号精确的控制焊接电流。
DSP控制器的设计包括数据采集系统设计和图象显示和LCD系统设计。
数据采集系统由AD转换器选择TLV1571、DA转换器选择TLC7528、DSP选择TMS320C5409以及相应的电源转换电路、Flash程序保存单元选择SST29LE010等组成。
图像显示和LCD系统由DSP选择OMAP5910、图像控制器选择S1D13506、液晶显示器LCD、LCD驱动、网卡RT8019、USB设备接口、FLASH程序保存单元组成。
系统框图如图3所示。
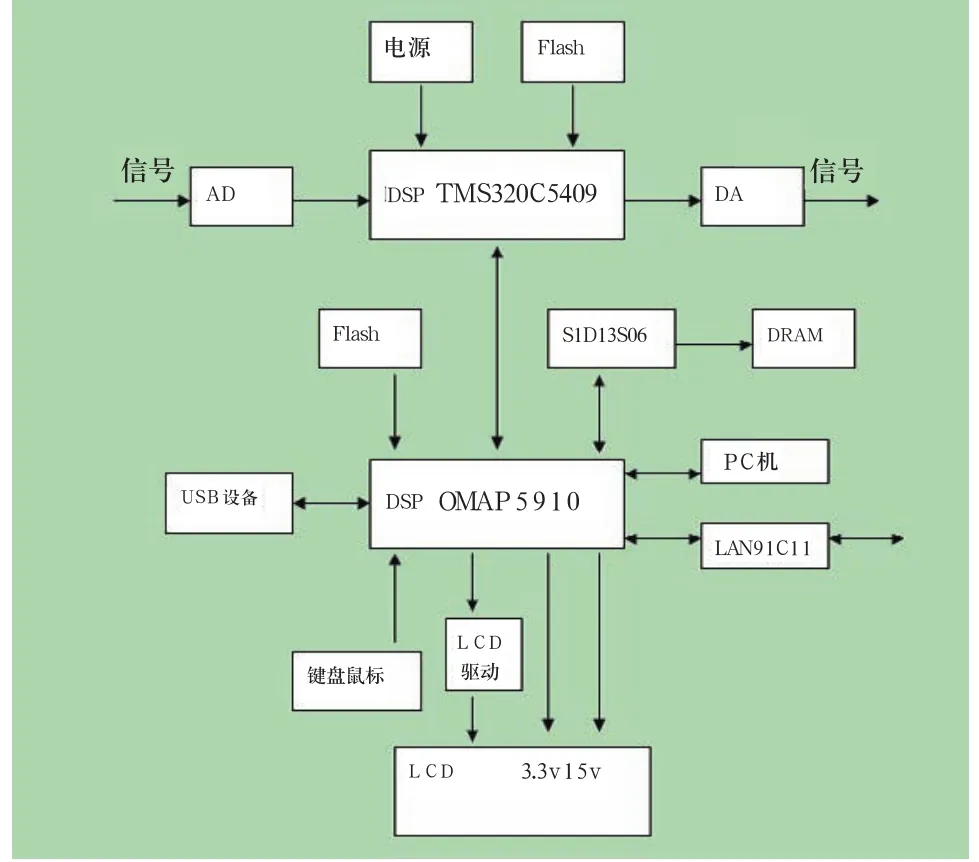
图3 系统框图
3 结论
研制的数控变极性等离子弧焊中心具有以下创新点:
1)采用具有快速响应大功率IGBT直流电源
大功率IGBT极性切换桥和DSP高速控制器作为变极性焊接电源的核心技术和配置,以及变极性等离子焊接电源独特的VPM(可变脉冲调整)功能,将允许系统进行VP(带有反向清理)+DC(直流)+VP的焊接模式。
2)采用数控多轴控制系统技术
采用专用电弧焊接开发的数控多轴控制系统,配以简易机械手(焊枪运动机构)、以及焊接跟踪系统(电弧跟踪AVC/ACC、电弧摆动OSC)引入柔性加工中心的理念。采用数控系统及运动系统的模块化设计和生产,实现焊接过程的运动和焊接参数相互间的有机联动。
3)采用海通PAC-300等离子弧发生器,与匹配的控制系统形成高档次的变极性等离子焊接系统。
4)采用数字化交流伺服电机驱动系统技术
送丝机构采用数字化交流伺服电机驱动系统,可跟据需要进行焊接过程送丝速度的联动调节。在熔化极MIG焊接中为闭环自动控制,可根据弧长反馈信号自动调节送丝速度,以保证稳定的弧长。在非熔化极TIG、等离子焊接中可根据电弧电压跟踪系统(AVC),自动调节送丝速度,并可实现脉动送丝及回缩功能。
5)设计和生产采用系统模块化
[1] 韩永全,于忠海.铝合金变极性等离子弧平焊工艺[J].焊接技术,2010(2):39.
[2] 朱宗平.变极性等离子弧焊电源的研制[D].兰州理工大学,2005.
[3] 满伯,倩张铁.变极性等离子弧焊设备及其铝合金焊接工艺研究[J].上海航天, 2006(2):23.
[4] 殷树言,吕耀辉.一种解决变极性等离子弧焊接双弧的电路[P].中国专利,200510112673.7.2006,03.15.
[5] 郝礼杰.微机控制变极性等离子焊电源的研制[J].甘肃工业大学,2003,04,01.
