输电塔大直径钢管与内外圈螺孔法兰焊接变形控制技术
2011-06-06戴刚平王淑红包镇回张国勋
戴刚平,王淑红,包镇回,张国勋
(1.浙江省送变电工程公司,杭州市,310016;2.浙江火电建设公司,杭州市,310016)
0 引言
螺头水道大跨越段是舟山与大陆联网输电线路工程的主要部分,其中2基370 m高塔分别位于大猫山岛和凉帽山岛上。该区域设计风速高达42 m/s,设计档距达到2756 km,高塔主材构件内力极大,此高塔全高370 m,总质量5999 t。塔身结构为四方形,塔脚水平根开61.62 m,塔身主管正侧面坡比均为1/0.08。塔身及法兰全部采用Q345B钢,其0~212 m 高度主管直径分别为 2.0、1.9、1.8 m,壁厚均为25 mm,单根钢管最大质量9 t[1-3]。主管连接采用有筋法兰焊接结构,为配合镀锌槽尺寸(宽度小于3 m),设计采用内外双圈孔法兰新型连接方式,法兰最大直径达2330 mm,法兰厚度为40 mm,为保证焊缝全焊透,自制主管两端头必须开坡口,且圆度要求控制在10 mm以内[4-5]。为增加主管刚性,钢管内部还需焊接环向及纵向加强筋,并与断面为900 mm×900 mm的角钢结构骨架相连,设计要求整个平面的变形控制在2.0 mm以内[6],因此控制其焊接变形的难度很大。本文对输电塔大直径钢管与外圈螺孔法兰焊接工艺进行了总结,以期为大直径钢管与法兰焊接结构设计和应用提供技术依据。
1 焊接关键技术
1.1 预防变形的措施
(1)运用反变形原理[7],预先在法兰的内、外表面车削去1~2 mm作为焊缝的预收缩量。
(2)下料尺寸力求精确,避免对口尺寸过大。
(3)从收缩力来考虑坡口的大小,钢管外侧坡口大小为内侧坡口的2/3左右。如钢管壁厚为25 mm时,内法兰侧的管子加工坡口角度为40°,长度为15 mm;外侧管子的坡口角度为40°,长度为10 mm。这时,钢管内、外侧焊缝金属的填充量大小不一,内侧法兰无法收缩,填充量大一些,外侧法兰完全处于自由变形,焊接填充量应小一些,这样才能保证根部焊透焊接变形小。T型坡口加工及焊缝布置图以壁厚25 mm的钢管为例,如图1所示。
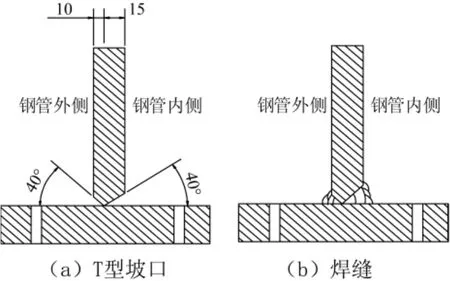
图1 T型坡口加工及焊缝布置Fig.1 Sketch of T-type groove processing and welding line position
(4)制定焊接顺序。焊接时先焊内侧焊缝,应为60% ~70%的收缩变形产生于第1道焊缝,然后再焊外侧焊缝,采用相同方向焊接,第1层焊缝采用小线能量,这样变形就小得多。
1.2 加工顺序
(1)过去采用筋板固定来防止法兰变形,此工艺沿用了20年,变形小了但焊缝成型差,残余应力大且焊缝接头多焊缝不连续,如图2所示。

图2 传统焊接方法Fig.2 Traditional welding method
(2)新方法由于法兰外圈焊接时无加筋板作为刚性固定,焊件处于自由状态,焊后的残余应力峰值较低,新的加工程序是先焊环缝待环缝焊接结束后再焊接筋板,如图3所示。
1.3 焊接新工艺
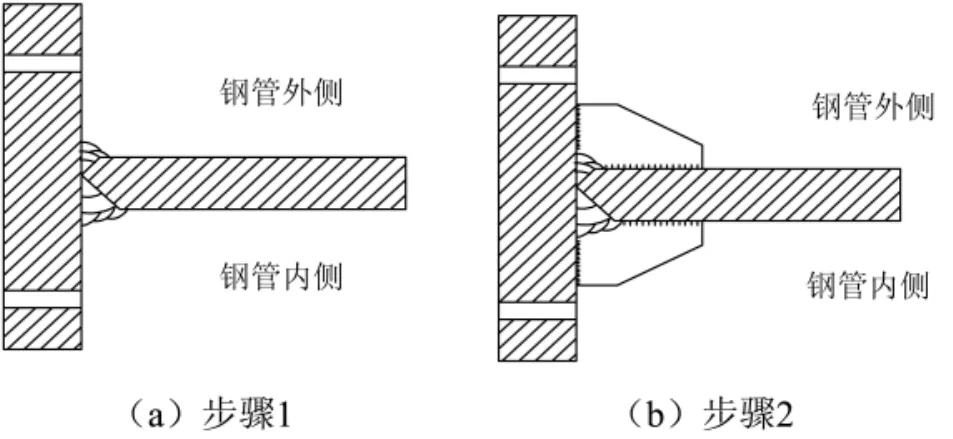
图3 新焊接方法Fig.3 New welding method
对于大直径构件,若采用传统的手工电弧焊、CO2气体保护半自动焊工艺,则有焊工劳动强度大、质量不稳定、工作效率低,同时焊后变形大等问题。
采用细丝混合气体(Ar85%、CO215%)保护自动焊接新工艺,该工艺为低氢焊接工艺,能获得较高的焊缝冲击韧性,同时获得稳定的质量并提高工效。由于采用φ1.2 mm的细丝以及快速焊接,焊接区的线能量大大减小,焊接变形得到了有效控制。焊接设备为ATMB-500,焊丝型号为ER50-6,最大焊接线能量为12.4 kJ/cm,焊接方法为自动混合气体保护焊。焊接工艺参数如表1所示。

表1 细丝混合气体保护自动焊接工艺参数Tab.1 Welding technique parameters of fine wire mixing gas shield
2 焊接操作要点
2.1 控制焊接变形的技术交底
技术交底包括:
(1)焊接要点(工艺流程、步骤、变形控制点等)。
(2)焊工需具备的变形控制特殊要求。
(3)相应的技术标准和质量要求。
(4)有关的机工具和测量设备。
(5)安全措施等。
2.2 焊前准备
(1)坡口的加工,焊件的清理、组对,定位焊等必须符合相应的《焊接工艺卡》的规定要求。
(2)应按设计要求进行加工,坡口尺寸不得随意更改,如有变更必须同设计人员及技术人员联系,并征得其同意。
(3)坡口应用刨床或坡口机进行加工,当某些工件不能用刨床和坡口机加工时,可用热加工方式加工(气割、等离子切割),加工时应留有加工余量,然后对坡口及周围的氧化皮、油污、铁锈等进行清理,应打磨直至待焊接区裸露出金属光泽[1]。
2.3 定位焊
(1)定位焊时直接点固在法兰与钢管连接的坡口内。
(2)法兰与钢管定位焊采用手工混合气体保护焊焊接方法,所采用的焊接材料、工艺参数应与正式焊接的材料、工艺参数相同。
(3)推荐的定位焊长度为30~50 mm,间隔为100~150 mm。定位焊接时,严禁在焊接坡口以外的母材上引弧,熄弧时应将弧坑填满。
2.4 打底焊
(1)首先对法兰管口内侧整个T型焊缝环向进行半自动或全自动混合气体保护打底焊。
(2)整个焊件打底完成后,立即进行背部清根并使坡口尺寸符合要求。
(3)严格按照工艺流程图顺序及焊接工艺进行焊接。
2.5 焊接作业的顺序
(1)采用全自动细丝混合气体保护焊焊接方法进行各个焊层、焊道的顺序焊接。
(2)每层每道焊缝焊接完毕后,应用砂轮机或钢丝刷等将焊渣、飞溅等杂物清理(尤其注意中间接头和坡口边缘)干净后,方可焊接下1层或下1道。
2.6 双面焊接
(1)单侧焊接后应用碳弧气刨或砂轮进行背面清根,将焊在清根侧的定位焊缝金属清除。
(2)如用碳弧气刨清根,清根后应用角向磨光机修整刨槽。
(3)为加快焊接速度采用双面焊接,双面焊接时应更加严格控制焊接程序、焊接热输入。
2.7 手工混合气体保护焊
(1)引弧时,先将焊枪喷嘴与工件保持正常的距离,且使焊丝端头距工件表面2~4 mm,随后按动开关,完成送气、供电和送丝。
(2)焊接结束收弧时,释放开关,同时保持焊枪到工件距离不变,待停气后,再移开焊枪。
(3)坡口形状、尺寸允许偏差和焊接电流、焊接电压、焊接速度、焊接层次、焊接顺序等与前相同。
2.8 全自动细丝混合气体保护焊
(1)坡口形状、尺寸允许偏差与手工焊条电弧焊、半自动焊时基本相同。
(2)焊接电流、焊接电压、焊接速度等按壁厚、坡口角度预先由焊接操作工按工艺卡设定。
(3)焊接层次、焊接顺序等按照相对应的工艺卡。
(4)引弧和灭弧在坡口内按设定自动进行。
2.9 加强筋板的焊接
(1)法兰与钢管焊接完毕多少都会出现变形,这些焊接必须可采用氧-乙炔火焰矫正法兰部位的变形,直至变形值符合设计规定的尺寸。
(2)加强筋板的焊接应采用同一方向的对称焊,防止钢管T型接头再次发生焊接变形。
(3)加强筋板焊接应注意筋板端部收弧的焊接质量。
2.10 其他
(1)采取主管制管钢板下料预留焊接收缩量、提高下料精度以及法兰焊接反变形等多种措施和手段,进一步控制了焊接变形同时保证了加工精度。
(2)在防止法兰焊接变形上,不仅对外购法兰板提高了技术要求,还自制了防法兰变形刚性模具,并在操作中及时测量并调整焊接顺序。最终法兰变形得到很好的控制,经检验大法兰在组装中的连接面局部间隙最大未超过设计要求的2.0 mm[1]。
3 焊接工艺特点
3.1 焊接变形小
通过多次实践,掌握了将要发生焊接区变形量的大小、方向和数据,通过预先设计反变形的尺寸、形状,成功地在待焊大型法兰的表面预制了1个焊接变形的刚性模型,并规定了下料要求、坡口尺寸、焊接顺序等技术要点,在焊前进行预控,使焊接连续不中断地一步成形。
3.2 焊接时不中断,焊缝成形美观,保证根部焊透
由于管子匀速转动,焊缝一气呵成,各种管径的整个环形焊缝法兰与管子焊接仅1个接头而已,并且采用细丝混合气体保护自动焊接新工艺,能保证根部焊透,表面成型美观,整体焊缝连续无中断,能确保焊缝表面Ⅱ级的成型要求。
3.3 明显提高工效
由于采用预变形措施有效地防止了法兰变形,节省了钢模板制作及加热矫正等费用。采用焊接新工艺连续焊接,使焊接速度加快,大大地提高了生产效率。
4 结语
钢结构的承重能力和稳定性在于变形的控制,采用大直径钢管法兰T型焊接结构制作新技术,可快速高效地保证质量,提高特高压钢管塔制造速度和产品的精度,这一技术产生了较好的经济及社会效益。经过舟山跨海工程大猫山、凉帽山2基370 m高塔的施工实践,证明了该控制焊接变形技术的可行性,有助于输电线路高塔大直径钢管与内外圈螺栓法兰焊接新型钢结构的推广应用。
[1]张弓,邱强华,叶建云,等.舟山与大陆联网输电线路工程螺头水道大跨越架线施工方案[J].电力建设,2011,32(8):116-121.
[2]胡列翔,张浙杭,高志林,等.舟山与大陆联网大跨越线路工程海上铁塔基础防撞系统设计[J].电力建设,2011,32(3):9-14.
[3]孙伟军,段福平,彭立新,等.舟山与大陆联网工程大跨越塔安全组立方案[J].电力建设,2011,32(4):113-116.
[4]陈国星,胡金力,吴树辉,等.12Cr1MoV和TP304H异种钢焊缝失效分析[J].电力建设,2011,32(2):84-87.
[5]李振山,严正,柳志明,等.P91/P92钢管道焊接接头的无损检验[J].电力建设,2010,31(8):94-99.
[6]DL/T 646—2006输变电钢管结构制造技术条件[S].北京:中国电力出版社,2006.
[7]JGJ 81—2002建筑钢结构焊接技术规程[S].北京:中国建筑工业出版社,2002.