一种基于稀土堆焊合金的镍基合金表面堆焊研究
2011-06-06李永平徐依文徐培全
李永平, 徐依文, 徐培全
(1.上海工程技术大学航空运输学院,上海 201620;2.同济大学航空航天与力学学院,上海 200092;3.上海工程技术大学材料工程学院,上海 201620)
一种基于稀土堆焊合金的镍基合金表面堆焊研究
李永平1,2, 徐依文3, 徐培全3
(1.上海工程技术大学航空运输学院,上海 201620;2.同济大学航空航天与力学学院,上海 200092;3.上海工程技术大学材料工程学院,上海 201620)
研究了镍基合金的组织、相组成,进行了镍基合金表面堆焊工艺试验,研究了堆焊层宏观组织及微观组织的分布,并进行了堆焊层及界面区域的显微硬度分布测试。结果表明:提出的镍基合金由γ-(Ni,Fe),FeNi3,Ni和少量的Fe2C组成,堆焊层组织分布均匀,无开裂、气孔等缺陷,显微硬度从174HV0.2提高到780HV0.2。
镍基合金;堆焊层;线膨胀系数;显微组织
由于镍基合金具有低膨胀系数的特点,在航空航天精密关键零部件、军事武器以及石油运输容器等仪器、设备的生产中应用广泛[1]。由于镍基合金强度较低,耐磨性和高温性能差,在特殊的应用场合,常常无法发挥优势。国内外在镍基合金强化领域开展了许多研究,包括镍基合金体系强化、时效强化、利用B提高镍基合金高温热强性以及镍基合金表面改性等[2,3],但镍基合金强度仍然无法满足特殊场合强度要求及高温热强性要求,堆焊技术仍是目前广泛常用的修复方法之一[4]。
目前常规修复技术的种类很多,每种技术有其擅长之处,也有应用的局限性,而精密可控成形再制造的修复技术已成为重要发展方向。目前采用的修复技术主要有机械加工、电刷镀、电弧或火焰堆焊、TIG(钨极氩弧)焊、热喷涂 (火焰、等离子 )、激光熔覆等[5]。利用堆焊技术可以改变零件表面的化学成分和组织结构,完善其性能,延长零件的使用寿命,具有重要的经济价值。现代装备制造领域产品的修复已经由计划维修发展到诊断维修、预知维修,进而跨越发展到“再制造”阶段,这是推进高科技维修手段产业化的重大突破。凭借高科技维修方式,可使老化、发生故障的重大装备重新焕发生机,“再制造”的成本仅是生产新品的40%左右[6,7]。
在堆焊合金中,加入少量的稀土将起到很好的作用,作为稀土资源的最大拥有国,合理开发利用丰富的稀土资源,对我国国民经济的发展具有举足轻重的现实价值和战略意义。稀土在堆焊层界面的作用包括:微合金化作用、净化作用、捕氢作用、弥散强化作用,往往偏聚于晶界,引起晶界的结构、化学成分和能量的变化,使界面层组织显著细化,并影响其它元素的扩散与新相的形核和长大,最终引起界面组织与性能的变化[8~10]。本研究采用稀土堆焊合金,研究了镍基合金表面的TIG堆焊工艺及组织和性能。
1 试验材料与试验方法
本试验选择镍铁基合金作为堆焊试验母材,选择WC-Y2O3-SiC作为堆焊合金,成分如表1所示。镍铁基合金的成分为42%Ni,58%Fe,属于因瓦合金的一种,该合金采用真空感应熔炼的方法熔炼而成,经测试,该合金在30~100℃,30~200℃,30~300℃范围的平均热胀系数分别为:α30~100=4.38 ×10-6;α30~200=4.74 ×10-6;α30~300=4.94 ×10-6,符合合金的因瓦性 。所有试样在使用之前要用丙酮或酒精仔细清洗,去除油圬,稀土堆焊合金由WC,Y2O3和SiC组成,成分(质量分数)分别为48%,4%和48%。
本试验选用钨极氩弧焊接方法,采用MASTERTIG AC/DC 2500型焊机。堆焊工艺如表2所示,试验采用氩气为保护气体,氩气流量为10L/min。LYMPUS-BX51M型光学显微镜下进行分析,利用HXD-1000型显微硬度仪测试堆焊层界面显微硬度分布。
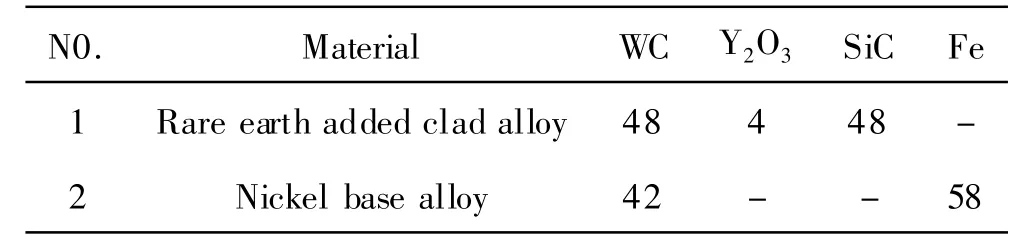
表1 堆焊试验母材及堆焊合金成分(质量分数/%)Table 1 Chemical composition of body material and deposited metal for welding(mass fraction/%)

表2 堆焊工艺参数Table 2 Welding parameters for overlaying welding
2 试验结果与分析
堆焊组织采用5%的盐酸溶液腐蚀或者采用草酸和HF的混合酸作为腐蚀液,腐蚀后在O-
3.1 镍基合金显微组织分析
基体显微组织如图1所示,图1a是母材显微组织,1050℃退火2h后的组织如图1b所示,镍基合金有明显的晶界,基体主要为 γ-(Ni,Fe),晶界有块状体析出,在退火后,部分析出物又重新溶入基体,析出物减少,镍基合金主要相组成如图2所示,分析得知,主要的相包括 γ-(Ni,Fe),FeNi3,Ni和少量的Fe2C。
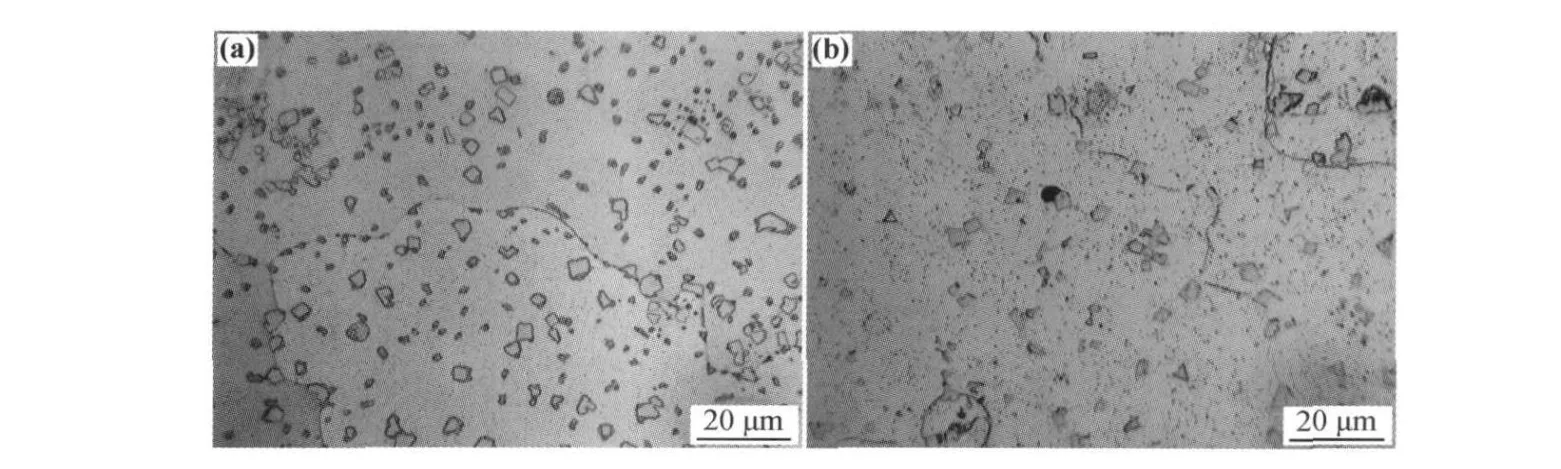
图1 镍基合金显微组织分析 (a)母材显微组织;(b)退火(1050℃/2h)显微组织Fig.1 Microstructure analysis of NiFe nickel alloy(a)NiFe nickel alloy microstructure;(b)microstructure after 1050℃annealing for two hours

图2 镍基合金主要相组成Fig.2 Primary phase's analysis
2.2 堆焊层宏观组织分析
利用TIG氩弧焊堆焊技术,表面堆焊后所形成的外观如图3所示。
在堆焊过程中,因为焊接环境限制或者是焊接工艺参数的问题,也容易形成焊接缺陷,主要缺陷如图4所示。
整个堆焊过程都采用钨极氩弧焊堆焊的方法,但由于受焊接技术环境条件制约,比如不能很好的固定堆焊合金等,导致焊接不成型或不完全溶透。另外由于电流调的过大,导致个别试样熔塌和过熔合。
2.3 堆焊层及过度界面显微组织分析
利用TIG堆焊技术,在镍基合金表面获得的堆焊层及其界面如图5所示。
从镍基合金堆焊层界面的光学显微组织图中可以看出,母材与堆焊合金的过渡界面明显,两种材料的晶界差别较大,并在交界的地方自然转换,成一条不规则的曲线。晶粒比较细的是堆焊层,晶粒比较大的是母材即镍基合金。在图上还能看到一些黑色的点,有些是残留在材料上的杂质,另外的一些可能是焊接冷却工程中产生的小气孔,还能看到有一些微小的裂纹及磨制过程中产生的划痕。利用TIG堆焊技术,在镍基合金表面获得的堆焊层宏观组织如图6所示。

从图6很可以看出,堆焊宏观组织分布均匀,无 未熔合、气孔、夹杂等缺陷,显微组织如图7所示。

图7 堆焊层显微组织分布 (a)低倍堆焊层显微组织;(b)高倍堆焊层显微组织;(c)远离界面显微组织;(d)近界面区域;Fig.7 Microstructure distribution in deposited clad (a)low powered microstructure for deposited clad;(b)high powered microstructure for deposited clad;(c)microstructure far from interface;(d)microstructure near interface
从图中可以看出,可以看出清晰的组织结构,总体分布较为均匀。图中的较大块白色小面的是材料基体,在其上有很多细小的颗粒状组织,是堆焊层中的强化相。
在组织分析的基础上,测试了堆焊层及过渡区的显微硬度分布,测试结果如图8所示,从图中可以看出,从镍基合金到堆焊层,有明显的过渡区,硬度从174HV0.2升高到780HV0.2,堆焊层的显微硬度明显高于镍基合金,硬度曲线过渡平滑,堆焊层与镍基合金实现了充分的冶金结合。
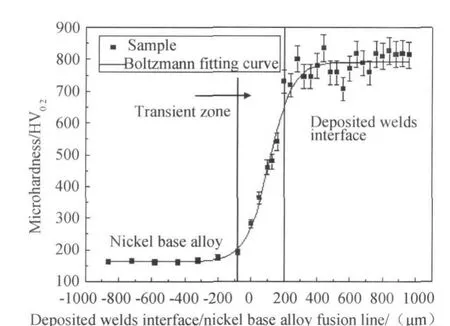
图8 堆焊层及界面显微硬度分布曲线Fig.8 Microhardness distribution curve
4 结论
利用钨极氩弧焊堆焊技术,以WC-Y2O3-SiC作为堆焊合金,以镍基合金作为基体按不同匹配进行堆焊试验,得到了完整的过渡组织,结论如下:
(1)热胀系数接近的镍基合金 NiFe和WCY2O3-SiC堆焊合金,易于获得冶金结合良好的堆焊层,界面无开裂现象。
(2)堆焊层与界面组织分布均匀,过渡区过渡平滑。
[1]曹腊梅,李相辉,薛明,等.一种含铼和碳的镍基单晶高温合金显微组织的研究[J].航空材料学报,2010,30(6):11-15.
[2]HA T K,LEE K D,SONG J H,et al.Effect of aging treatment conditions on the microstructure and strength of Fe-36Ni based invar alloy[C]//Key Engineering Materials,The Mechanical Behavior of Materials X Part 1:10th International Conference on the Mechanical Behavior of Materials,2007,345~346:109-112.
[3]GAARD A,KRAKHMALEV P,BERGSTROM J.Micro-structural characterization and wear behavior of(Fe,Ni)-TiC MMC prepared by DMLS[J].Journal of Alloys and Compounds,2006,421(1~2):166-171.
[4]黄海军.Y族稀土元素对Stellite6钴基合金激光熔覆层的组织性能影响的机理研究[D].上海:上海交通大学,2006,2.
[5]陈学定.表面涂层技术[M].北京:机械工业出版社,1994.
[6]徐滨士,刘世参,史佩京.再制造工程的发展及推进产业化中的前沿问题[J].中国表面工程,2008,21(1):1-6.
[7]胡木林.激光熔覆材料相容性的基础研究[D].武汉:华中科技大学,2001.
[8]陈文威.金属表面涂层技术及应用[M].北京:人民交通出版社,1996.
[9]DUBOURG L,HLAWKA F,CORNET A.Residual stress analysis of laser-cladded Al/Si coatings onto aluminum alloy substrates[C]//Proceedings of the 18th international Conference on Surface Modification Technologies,2006,331-334.
[10]MUTHUKANNAN D,ROLF G,STEPHAN S.Particleladen liquid impact erosion characteristics of laser clad Ni-based intermetallic matrix composites with TIC and WC reinforcements[J].Lasers in engineering,2005,15(5~6):355-373.
Study on Clad of Nickel Base Alloys Based on Rare Earth Added Clad Alloy
LI Yong-ping1,2, XU Yi-wen3, XU Pei-quan3
(1 College of Air Transportation,Shanghai University of Engineering Science,Shanghai 201620,China;2School of Aerospace Engineering and Applied Mechanics,Tongji University,Shanghai 200092,China;3 College of Materials Engineering,Shanghai University of Engineering Science,Shanghai 201620,China.)
On the basis,overlaying welding experiment was carried out and the macrostructure and microstructure distribution were analyzed.Consequently,the micro hardness distribution was detected.The results show that the proposed nickel base alloy consists of γ-(Ni,Fe),FeNi3,Ni and little Fe2C.The microstructure of clad distributed homogeneously without gas porosity and cracking.The micro hardness is increased from 174HV0.2to 780HV0.2.
nickel base alloy;clad;linear expansion coefficient;microstructure
10.3969/j.issn.1005-5053.2011.5.006
TG146.1;TG455
A
1005-5053(2011)05-0029-05
2010-11-20;
2011-03-24
上海市自然科学基金(10ZR1412900),上海教委重点学科(J51403),上海教委重点学科(J51402)
李永平(1979—),男,博士研究生,讲师,从事航空复合材料及其维修工程研究,(E-mail)manlyp@sues.edu.cn。
