冶金工业的变频器应用与维护(五)
2011-06-04浙江工商职业技术学院李方园
浙江工商职业技术学院 李方园
1 前言
轧机主传动要求电气传动具有很高的动态响应和相当高的过载能力,这一领域长期以来一直被直流电机传动所垄断,但由于直流电机存在换向问题,造成换向器、电刷等部件的维护工作量大增,而且直流电机在提高单机大容量、提高过载能力、降低转动惯量以及简化维护方面都受到了很大限制,已经不能满足轧机向大型化、高速化方向的发展。
自20世纪70年代起,随着交流传动矢量控制理论的产生及其应用的推广,世界发达国家都投入大量的人力物力对轧机主传动进行研究,到目前,在世界上已经有数百台1000kW以上的交流变频轧机投入工作,至于中小轧机采用变频器的更是不计其数。
2 轧机传动对电气传动系统的要求
电气传动系统作为电能与机械能的转换环节,应满足生产工艺的需要,同时又要适应电网的要求,实现高效率运行和高水平生产。在选择轧机主传动电机调速系统时应考虑以下因素:
2.1 满足工艺要求和传动系统的性能指标
电机调速系统应满足轧制材料的生产所要求的轧制功率、转矩、转速、调速范围,根据轧制的最大负荷确定传动系统的过载能力,同时要考虑电机是否可逆运转、加减速时间、恒转矩和恒功率运行的范围等。而作为电气传动系统,还应考虑电机调速控制系统的性能指标、速度控制精度、转矩或电流控制的动态响应、速度控制的动态响应等。
轧机按照生产工艺大致可分为中厚板轧机、热连轧机、冷连轧机、高速线材轧机和冷轧加工线。由表1可见,中厚板和热连轧机的粗轧机属于低速大容量可逆轧机,要求大转矩大过载能力,电机功率5MW~12MW,转速在50rpm左右,过载2.5倍以上,但对速度精度和动态响应的要求不高。热连轧精轧机传动功率大,电机功率5MW~10MW,但转速不高于600rpm,电机单方向连续运行,过载1.5倍,要求传动系统具有0.1%的速度精度和高于30rad/s的动态响应。而连轧机功率2MW~6MW,对传动系统的性能指标要求最高,速度精度为0.01%,动态响应达到60rad/s。冷连轧加工线传动的功率都不大,但系统性能指标要求与冷连轧相同。型钢轧机由于是靠孔形来保证产品的精度和形状,故对电气传动系统的性能指标要求不高,见表1。
2.2 适应电网要求
根据电气传动系统中电机和电力电子变换器的能量变换效率,电力电子变换器注入电网的电流谐波和功率因素是否满足供电系统的规定和要求,考虑是否增加谐波滤波与无功补偿装置。
2.3 自动化控制要求
自动化控制是保证轧机生产工艺的关键,以棒、线材轧机的连轧控制系统为例,它包含以下几个控制要点:
(1)速度级联控制
在钢材连轧机中,为保证成品质量,以成品机架—末机架为基准机架,保持其速度不变,并作为基准速度设定,其前面机架速度根据金属秒流量相等的原理,自动按比例设定;在轧制过程中来自活套闭环控制的调节量、手动干预调节量,依次按逆轧制方向对其前面的各机架速度作增减,实现级联控制。在轧制不同规格的钢材时,从轧制表中得到指定的末机架号,和该末机架在此规格最高轧制线速度VLMax,及当前选择的轧制总量百分比VL%,计算出末机架速度。
(2)活套控制
在钢材连轧线中,为保证成品质量,避免由于各种原因导致的推钢、活套是由于在机架间存储了多余轧线长度的轧件而引起的,也正是由于这些多余的轧件,起到了对轧件推拉的有效缓冲。在控制过程中,以活套套量为目标,以速度调节为手段,即可达到控制活套的目的。具体方法为:当活套套量超过设定值时,就降低上游机架的速度;反之,则升高上游机架的速度。
(3)微张力控制
微张力控制采用电流记忆法。当一根钢头部咬入第n架轧机,电动机动态速降恢复后,直到该块钢咬入第n+1架前这段时间。对于第n架轧机而言,相当于无前张力的自由轧制,滤波后采样此时的轧制电流即视为自由轧制电流。当该块钢咬入第n+1架,且动态速降恢复后,滤波后再次采样此时电流,若两机架间存在张力偏差,必然有电流的偏差,根据电机学的有关公式,可以得到张力差,根据张力偏差对速度进行修证,调节第n架及其以前的轧机速度,达到微张力状态,根据坯料的前进过程依次按照上述过程不断调节,全线所有微张力闭环控制的轧机达到微张力状态。
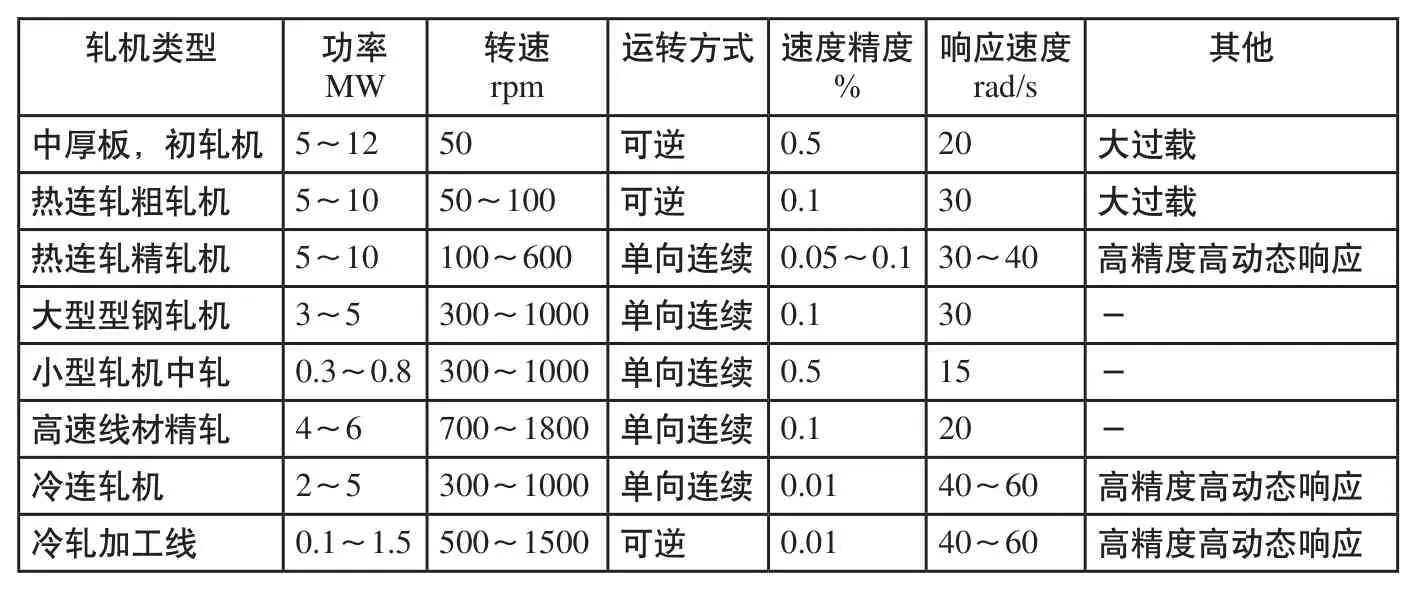
表1 各轧机工艺对电气传动技术性能的要求
3 交交变频器在大型轧机中的应用
首先成功应用于轧机的交流传动是交-交变频器同步电动机传动,它应用于我国多套轧机,如鞍钢初轧机、大型材轧机、宝钢连轧机、邯钢板坯连铸轧机、攀钢连轧机等。交-交变频器主回路本质上是三套可逆反并联直流晶闸管调速装置,每相一套。输出的波形是正负可变的缓慢变化的直流波形,输出的频率为电源频率的1/3以下。交交变频采用矢量控制,其调速范围、调速精度、动态响应均能满足轧钢工艺的要求。
图1所示为1450主传动交交变频全数字矢量控制系统,它主要由6个交交变频主柜、1个励磁柜、1个SIMADYND控制柜、一个继开柜、3个吸收柜组成。主传动控制系统主回路中,定子主回路由高压断路器、整流变压器、三相交-交变频器、快开、无负荷隔离开关、交流同步电机等组成;而转子(激磁)主回路由断路器、进线电抗器、激磁整流器等组成。整流变压器采用不同形式的连接方式,即d/d0和d/y11,这使变压器二次侧绕组相位相差一定的电角度,这样做可以减少电网的谐波。电动机的激磁绕组(即转子绕组)由4台整流变压器供电,有两台分别为粗轧R2的上下辊的励磁供电;2台给精轧F1-F6的励磁供电,这2台互为备用,正常情况下1台运行,每台电机转子激磁回路由单独的六脉冲整流桥供电。每套变频器由6个可控硅柜组成,2套变频器并联组成一相变频器,分为主从柜,每个变频柜是一套三相桥式无环流反并联连接的单相输出的交-交变频器,由6个单相交-交变频器柜组成一套输出Y连接方式的三相交-交变频器。电动机采用东电(粗轧)和哈尔滨(精轧)直流激磁凸极式转子交流同步电机。R2机架上/下辊传动各有一台电机传动,功率均为5000kW,精轧每个机架各有一台电机传动,F1-F4功率为5000kW,F5-F6功率为4000kW;所有电机都采用Y形接线方式。
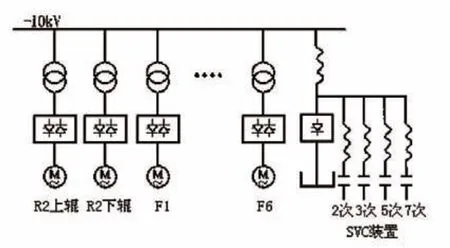
图1 交-交高压变频器在轧机中的应用
4 高压交-直-交变频器在轧机中的应用
随着PWM技术的发展,现代变频器均以PWM为核心,输出波形好,频率调节范围宽,控制算法简单,其开关器件为IGBT,这种变频器在低压获得广泛应用,普通的PWM变频器输入侧为不可控的全波整流桥,不能实现能量回馈,电动机不能实现四象限运行,为了制动,一般采用直流环节加装能耗制动电阻的办法。对于轧机电动机电压一般为3.3kV或6kV,需要有高压变频器,如图2所示。
另外为了轧机快速性的要求,即快速正反转运行,高压变频器需要四象限运行,因此发展一种输入输出双向对称的变频系统,也称AFE,如图3所示。
整流桥与逆变桥为相同的结构,整流桥供电侧串联电感,控制直流电压水平,达到调节功率因数的作用,电动状态从电源取得功率,调节支流电压使电流与输入电压同相,即cosφ=1;再生发电时,电动机的能量回馈给直流环节,整流桥逆变回馈电网,同样控制直流电压水平,使回馈电流与电网输入电压反相180°,cosφ=1。其工作原理向量图如图3所示。其中UN为电网电压;UB为整流桥段电压;UL为输入电抗压降(包括变压器漏抗);UB与直流环节电压成正比例。I为交流相电流。
所谓三电平,即将直流环节用电容分隔成两半,形成P(UDC+),Z(0),N(UDC-)三个电平,每个半桥臂由二极管将串联的2个开关管中点箝位于Z(0)上。当上桥臂的上下两管同时导通时输出UDC+,当上管截止,下管导通,而且下桥臂的上管也导通(下管截止)时,输出Z(0),即0电平。下半桥臂同样,如两管同时导通时,输出UDC-,只有这三种导通状态。这样输出电压波形成台阶状,电压波形接近正弦波,电流正弦波,如图4所示。
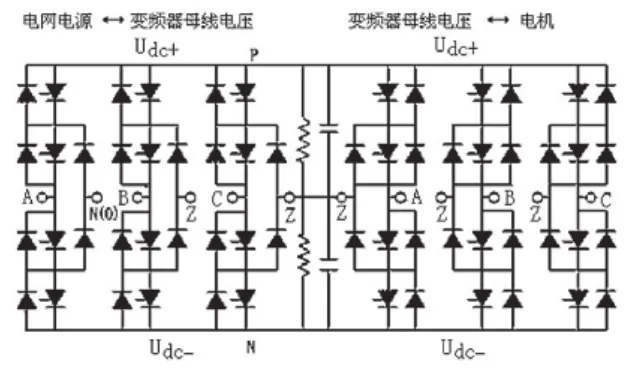
图2 3300V双向对称三电平功率桥
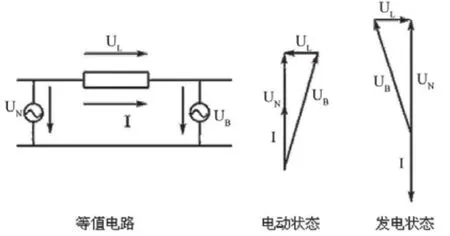
图3 AFE单相等值电路
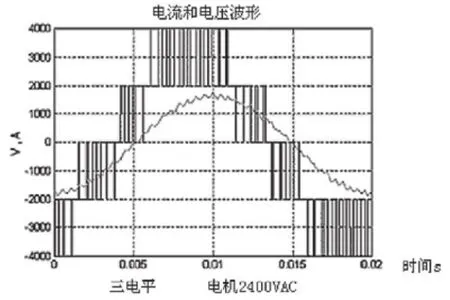
图4 输出电压电流波形
这样的系统最大优点就是保证输入功率因数为1,电网无谐波干扰,清洁能源。这样使用这种变频器完全省去了动态补偿装置,大大节省了投资,也减少运行费用。这样的系统是比较理想的。
这样系统的关键技术在于开关器件,首先使用的是GTO(门极可关断晶闸管)在鞍钢热连轧机组上采用日本三菱公司生产的MELVEC-3000系统10套总容量70MW。GTO器件虽然是可关断器件,但是关断功率大,损耗大,di/dt,dv/dt吸收回路复杂。
ABB公司在GTO的基础上研制出一种IGCT(门极集成换流晶闸管)把门极控制回路集成在器件上,用户只须提供一个电源(20V、15W)和光导纤维控制信号就可以工作了,开关频率为1kHz,该器件采用特殊的缓冲层结构,使其导通压降特别小,开、关损耗小,承受的di/dt,dv/dt大,并且反向同一个芯片上造一个逆导两极管。该器件串联使用时均匀性好,可以无吸收电路工作。
5 结束语
在轧机系统中采用变频器,稳定性和可靠性高,调节特性好。变频调速使电机运行状况明显改善,维护量大大减少,同时大大减少机械系统的变速机构和控制机构,使系统更加方便操作,设备工作效率更高。轧机变频系统采用过流、过压、瞬时断电、短路、欠压、缺相等多种保护,避免了因此造成电机烧损而影响生产所带来的直接和间接经济损失。更为重要的是它的节能效果好,取得了可观的经济效益。
[1] 李方园. 变频器行业应用实践[M]. 北京: 中国电力出版社, 2006.
[2] 高压变频器在轧机上的应用, www.ca800.com.
[3] 大功率变流技术在钢铁工业中的应用, www.ca800.com.