滚动式钢球淬火系统设计
2011-05-11高云婷李攀峰
高云婷,李攀峰
(河南工业大学 电气工程学院,郑州 450007)
滚动式钢球淬火系统设计
高云婷,李攀峰
(河南工业大学 电气工程学院,郑州 450007)
1 概述
钢球主要用来制造轴承和粉碎物料等,有着较广泛的用途。钢球一般采用铸造或者由钢锭锻造的方式生产。生产过程中,钢球的淬火处理往往是其生产过程中的关键工艺之一。钢球的淬火处理一般采用把常温的钢球重新加热快速冷却的方式进行。重新加热淬火时,淬火温度容易控制,钢球的部分碳化物溶解,碳向基体扩散,可以有效地提高钢球的表面硬度。传统粗放式生产方式常采用对一批(筐)钢球进行整体加热后一起倒入水中冷却的方式进行。这虽然方便了生产,但是由于同一批次钢球存在加热不均匀,淬火温度不一致等原因,造成其表面硬度难以控制到最佳,且不同钢球之间表面硬度一致性差。
采用滚动式钢球加热淬火的生产方式可实现对每个钢球的生产过程进行准确控制,实现精细生产。
2 滚动式钢球加热淬火系统组成
滚动式钢球加热淬火的生产工艺如图1所示。常温的钢球送入加热炉中均匀加热到930℃左右,然后进入温度分拣装置逐个进行温度检测。当温度下降到830℃左右时,将其送入恒温的淬火池中淬火,然后由钢球打捞机构将其捞出淬火池实行装箱做业。
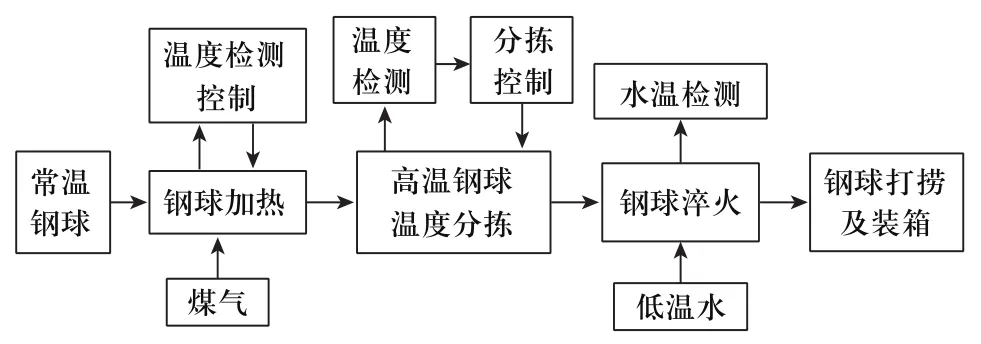
图1 滚动式钢球加热淬火的生产工艺流程
2.1 系统组成结构
加热炉采用煤气火焰加热的方式,对钢球进行加热。将炉膛分为钢球预热区和钢球加热区以及钢球出炉区三个部分。钢球预热区由1#电动阀调节煤气管道的进气量,将预热区的温度控制在400℃左右,设计的预热的区域能够对钢球进行充分的预热。钢球加热区的温度由2#电动阀调节,将该区域的温度控制在930℃左右。钢球从入口进入加热炉后,缓慢从预热区滚动进入加热区的过程中温度逐步上生。钢球在加热炉内的滚动速度由位于加热炉末端的出球滚筒控制。滚筒转动的速度快,出球速度快,炉内钢球的移动速度也加快,反之亦然。出球滚筒由一台由变频器控制的三相异步电动机驱动,滚筒的轴端安装有旋转编码器,实时对滚筒转速实时检测。

图2 滚动式钢球淬火系统组成
如图3所示,钢球被加热充分后由出球滚筒带动加热炉内滚道中呈线形排列的高温钢球,逐个滚入预设“V型”倾斜滚道中,呈线性排列。滚动过程中钢球表面脱落的氧化物或者其他杂质落入滚道底部,并从滚道底部排出。

图3 钢球出炉装置及“V型”滚道示意图
2.2 钢球温度分拣
在“V型”滚道的另一端设置了钢球温度自动分拣装置,在这里钢球的表面温度被远红外测温仪逐一测量。
钢球分捡装置的结构示意图如图4所示。翻转台同样也为“V型”槽设计,且同“V型”滚道同方向放置,这样当钢球沿“V型”滚道进入翻转台后,受到翻转台上垂直于滚道方向的挡板阻挡,停止在翻转台上。这时,位于翻转台上的钢球位置检测机构将检测到的钢球到位开关信号传递给电气控制系统,启动图2中所示的远红外测温仪工作。当钢球表面的温度符合淬火温度设定时,翻转台在一个气缸的推动下,绕翻转台的轴线向分拣滚道侧翻转。当翻转台转过的角度大于其“V型”槽的倾斜角时,钢球落入分拣滚道中,并沿图4所示的滚动方向落入淬火池中淬火。
当钢球的温度低于设定的温度时,翻转台同样执行上面的动作,同时分拣滚道在另一个2#气缸的作用下绕图4所示的转轴转向另一侧,如图5所示。这样低温钢球就沿分拣滚道进入不合格产品区域。
对翻转台上的挡板工作时的说明如图6所示。当钢球1、钢球2和钢球3一起沿倾斜从图示位置沿滚道撞向挡板时,球1和球2的接触点分别为A和B。当球1开始滚动时,A点和B点的滚动方向相反,FBA和FAB分别阻碍A球和B球的运动。所以,当多球一起同方向滚动时,各球之间必然存在间隙,相互独立运动。当多个球一起向下滚动,撞向挡板时,挡板受到的撞击力F撞如图6所示。以Φ140mm约6kg左右的钢球来做试验,测得当倾斜角θ为5度时,钢球运动距离为4米时,对挡板的冲击力约为200N左右。在设计反转台结构时,适当的增加挡板的厚度和翻转台机构轴承的直径,完全能够承受钢球的冲击作用。

图4 钢球分拣装置结构示意图

图5 低温钢球分拣动作示意图
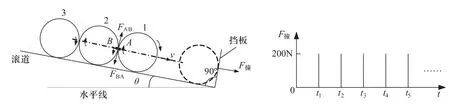
图6 挡板工作受力分析
2.3 钢球淬火
如图2所示,淬火池中,钢球淬火滚筒采用半浸式设计。滚筒内部设计有螺旋状钢球滚道,且滚筒的轴线与水平线有一定的倾斜角度,其底部浸入水中。滚筒同样由另外一台受变频器控制的三相异步电动机驱动。工作时,钢球从分拣滚道进入旋转的滚筒后,钢球始终位于滚筒的底部浸入水中,沿滚筒的倾斜方向从淬火池一端移动到另一端。在淬火池的出球侧设置了“斗式”钢球打捞装置,将完成淬火的钢球捞出淬火池,送入钢球分装箱中。钢球的淬火池停留的时间由淬火滚筒的滚动速度决定。
另外,淬火池设进水口和出水口,采用温度传感器对水温进行实时测量,测得的信息送到电气控制系统,当温度高于设定值时,系统打开水泵向淬火池中注入冷水。
3 电气控制系统
如图7所示,整个系统采用西门子S7-200 CPU226型PLC为主控制器,扩展一个EM231CN模拟输入量模块和2个EM232CN模拟输出量模块。CPU226带有24个输入和/16输出数字量模块,扩展的EM231CN具有4个模拟量输入端口,EM232CN具有2个模拟量输出端口,完全满足了系统的要求。选用西门子TP170B COLOR触摸屏,用来实现人机交互数据记录等功能,它采用66MHz,32位的RISC处理器,16色彩色STN屏幕,提供320*240像素,使用专用组态工具Wincc flexible进行组态。
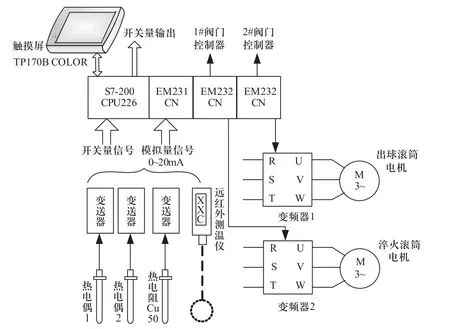
图7 电气系统组成
采用热电偶实时检测加热炉炉膛温度,温度信号经变送器调理成0~20mA的标准电流信号,经EM231CN模块的输入端送入主控制器处理。同理,采用热敏电阻Cu50实时检测淬火池的水温,采用远红外测温仪检测翻转台上的待淬火钢球的表面温度,并通过EM231CN送入主控制器处理。扩展的2个EM232模块用来实现对控制加热炉出球滚筒和淬火池淬火滚筒的变频器以及煤气管道电动调节阀门的控制。
PLC各控制端口的接线如图8所示。PLC程序采用主程序+子程序的模块化程序设计,主程序采用无条件(SM0.0)调用子程序的方式进行。主要的子程序模块有急停子程序、加热炉控制子程序、分拣装置控制程序、淬火池控制子程序、模拟量输入处理子程序、模拟量输出处理子程序。

图8 PLC接口连接
远红外测温仪采用德国OPTRIS CT型测温仪,可测温度范围为-40℃到900℃,满足检测要求。测量时,采用活动支架将其置于距钢球1.5m左右的距离,调整测温仪的镜头尽可能的沿钢球的法线方向布置,保持钢球表面被测点的直径约为15mm左右。设置测温仪采用取测温区域最大值的温度信号处理方式,可有效的避免因钢球表面的氧化斑点造成的测量误差。
另外,发射率是影响远红外测温仪测量精度的重要因素之一,影响发射率的主要因素有物体的材料、被测表面质量、测量环境的空气质量等。系统调试时采用精确的热电偶与远红外测温仪比对的方式进行测温仪发射率的调整。实验结果显示,测量锻造钢球或者铸造钢球时,发射率设定为0.80~0.87左右远红外测温仪的测量结果较准确。
4 结论
该系统已经获得国家多项专利,专利号为:ZL200710054960(发明专利)、Zl200720091479.X(实用新型专利)。
滚动式钢球加热淬火系统在多家企业的长期应用表明,系统稳定可靠,自动化程度高,可对钢球的热处理生产过程中钢球加热时间、钢球加热的均匀性、钢球入水前的表面温度、淬火池的水温等关键因素进行精确的控制,还可根据钢球的材质等因素灵活柔性的调节淬火工艺,克服了传统生产方式的缺陷,保证了钢球最佳的淬火效果和批量生产时质量的高度一致性。
[1]高云婷, 等. 基于远红外测温仪的钢球淬火温度控制系统[J],昆明冶金高等专科学校, 2005(01).
[2]徐如宏. 传感器原理及其设计基础[M]. 北京: 机械工业出版社, 1984.
[3]方承远. 电气控制技术[M]. 北京: 机械工业出版社,2000.
[4]王振宁. 热处理工艺节能改造实践[J]. 机械工人. 热加工, 2001(07).
[5]李景学, 金矿业编. 可编程控制器应用系统设计方法[M]. 电子工业出版社, 2004.
[6]王振宁. 球墨铸铁淬火等温淬火复合热处理工艺[J]. 机械工人. 热加工, 2003.
Steel ball rolling quenching system design
GAO Yun-ting, LI Pan-feng
钢球广泛应用于工业生产中的多个领域,钢球的淬火处理是保证钢球质量的关键生产工艺之一。在研究了滚动式钢球淬火工艺的基础上,详细介绍了滚动式钢球淬火系统的组成结构,重点对滚钢球动式加热、淬火温度分拣、淬火和钢球自动打捞等子系统的组成结构、工作原理等进行了介绍,最后对系统的优点及调试过程遇到的问题做了总结。
钢球淬火;分拣;红外测温仪;PLC
高云婷(1977-),女,河南平顶山人,讲师,硕士,主要从事自动化技术的教学和研究工作。
TP181
B
1009-0134(2011)4(下)-0120-04
10.3969/j.issn.1009-0134.2011.4(下).35
2010-11-16
