基于模糊理论的料位自动控制技术分析
2011-03-14姚海军
姚海军
(西安航空职业技术学院计算机工程系,陕西西安710089)
随着模糊数学的发展,模糊规划、模糊逻辑、模糊语言、模糊控制[1]等一系列新学科、新技术也得到迅猛的发展,应用广泛,大到航空航天,小到人工智能、医疗诊断、家电产品,渗透到工、农、国防、医疗卫生、金融经济、社会科学等各个领域,当然在工业造化方面的应用也相当普遍。
模糊理论的概念是在20世纪六十年代由美国加里福尼亚大学教授L.A.Zadeh首次提出的。它是与经典的精确理论相对的,比如人的性别要么是男要么是女,其内涵和外延是确定的;而许多概念的内涵和外延是不明确的,如人个子的高低、胖瘦、美丑,气温的温暖、炎热、凉爽和寒冷,甚至“过去、现在、将来”之间也没有一条截然分明的界限……,这就是模糊理论的概念。
模糊控制是相对与传统的精确控制而言的。精确控制是点控制,而模糊控制则是区域(范围)控制,最终通过点控制结束控制或联动其他控制[2-3]。
1 问题的提出
在制造业生产过程中,从原理到成品,需要经过许多环节,可能有中间产品,这些中间产品在等待进一步加工的过程中,通常存放在一个中间仓中,这个仓起着承前启后的作用,不但有利于原料量的稳定和均衡,而且可以提高生产的连续性,进而保证了产品的质量。如图1就是一个中间仓在生产线中的示意简图。为了简单起见,以从“原料→中间仓→成品”这个简单的生产工艺为例进行说明。
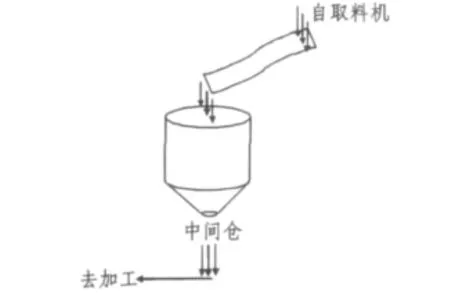
图1 带中间仓的生产工艺过程简图Fig.1A simple chart of production procedure with a proportioning bin
在通常情况下,原料从源头通过输送皮带输入中间仓中,同时又从中间仓卸出进行加工。一般地,入仓和出仓流量都是通过阀门调节来控制的,而且进仓和出仓的流量应保持相等。但是,由于物料的粒度、黏度、仓中物料堆积的时间、阀门机械部件等因素,有时还要考虑保证仓中有一定的仓位,使得入仓和出仓的流量存在着差异。如果输入的量大于卸出的量,就有满仓的可能,满仓就必须断掉输送的原料供应;如果输入的量小于卸出的量,就会有空仓的可能,空仓就必须终止生产加工,以保证设备的安全和产品的质量。
采用传统的控制方式,即一有料位报警就联锁停车,如图2所示。图中的H和L分别表示料位高报警和低报警,并与进料和卸料电机联锁,这样起停频繁,不但对设备不利,更重要的是影响了产品产量和质量。所以如何保证合理的仓位,在料位报警时,有足够的处理时间,以保证生产线能够最大限度地连续运行,提高产品质量、延长设备寿命,显得尤为重要。

图2 简单的料位高低报联锁控制Fig.2Simple interlock control with high/low alarm
2 分析与解决方案
在生产过程中,操作员起着很重要的作用。对于有经验的和责任心强的操作员,认真地观察和分析数据,及时地调整参数,往往把隐患消灭在萌芽状态;对于新手或经验不足的操作员,常常是频繁地改变操作数据,遇到报警手忙脚乱,结果却常常出事故。
如果采用区域控制,即模糊控制,如图3所示,不但可以过滤掉大多数假信号、提高控制质量,还可以减轻操作员和现场工作人员的劳动强度。

图3 具有模糊概念的料位控制Fig.3Level control with fuzzy concept
在图3中,HH和LL分别表示料位高高报警和低低报警,并与取料和卸料电机联锁,而H(高报)和L(低报)只负责提示。H~HH为料位高报警区,但是高而不溢;L~LL为料位低报警区,但是低而不空;L~H间为料位正常区。只有当料位达到HH或LL,就联锁停车,回归到精确控制。
这样设计的好处在于,当料位出现高报或低报,即处于H~HH区或L~LL区时,可以提示操作员料位高了或低了,操作员及时调整操作参数,不至于满仓或空仓。因此在生产线和控制系统的设计中,要考虑仓容量及相关参数的设定。
假设原料输送皮带的总长为L(m);皮带的带速为v(m/s);原料喂料秤流量最大为W(t/s,);物料的密度为ρ(t/m3);仓深为D(m);仓的截面积为S(m2);入仓流量和出仓流量分别为Wi和Wo(t/s)。按照此假设,来设置各个参数的值。
1)仓容量容量要合适,一般要有几个小时(一个工作班,如8小时)的容量。这个运算很简单,就是:

通常略大于这个值就可以了。
2)HH的设定这个料位高高报直接联锁取料电机停车。考虑到设备的起停过程要求空载,而整个过程是皮带运输,取料机停车之后,必须待皮带上的料卸完才能停皮带。要保证仓不溢,HH的值可以通过下面计算粗略得出。皮带上的物料量最大为W(L/V+T)吨,这也是停车后可以向仓中输入的最大物料量。这些物料在仓中的高度为WL/VρS米。这样就可以粗略地计算出HH的值为D-WL/VρS米。计算这个参数值时,使用的都是常量,而且用的是皮带喂料秤的最大值而不是平均值。用积分计算当然精确得多,但在此没有这个必要。
3)LL的设定。这个联锁与下游设备无关,所以可以设定为料位计的下限值。
4)H和L的设定。这两个参数的设置,是为了给操作员留出足够的处理时间。仓中物料的变化量可以用下列的积分计算:

通常,当流量稳定或波动不大时,这个变化量可以简单地表示成:

其中t为时间。无论是多么先进的控制系统和多么优秀的操作员,都存在着反应滞后的情况,所以这个时间是必须考虑的,假设操作员和计算机应反应平均滞后时间总共为T0(s),平均处理时间为T(s),则这个过程中,仓中物料的变化量为:

仓位高度变化量为:

这样,H和L的值分别可设定为:

这种方法,还可以防止误报警,也就是错误数据的采集或者瞬间数据的非常变化。这些参数的设定,提供量化的控制依据,所以需要通过比较精确的计算确定。但在生产实际中,经验数据也是非常重要的。事实上,在求H时,可以令W0取零;在求L时,可以令Wi取零。
另一方面,在软件设计时,可以通过设置模拟量参数的死区,使得参数的变化由线性函数转化成阶梯函数,这样可以过滤掉在报警区附近的干扰数据,保证控制的平稳。
3 结论
对于简单的控制,使用精确控制就足够了。但在复杂的工艺控制过程中,往往要使用复杂的算法,比如对于闭环控制或PID控制回路[4-6],使用简单的精确控制是不够的。把复杂的问题转换为一个简单的数学模型,并广泛应用,已是当今科技发展的一个方向[7]。本文通过模糊控制和精确控制的结合,完成料位的自动控制就是一例。利用模糊控制理论,对参与过程控制的模拟量进行研究,设计出合理的报警区域,把精确的点控制扩展到区域控制,使得过程控制更加灵活多样。
在生产过程中,不仅仅是中间仓料位的控制,包括温度、压力、流量、转速等参与控制的模拟量参数,都可以用这个思想来处理(并不都是必须的)。在控制回路中,影响跳闸(停车)的是高高报(HH)或低低报(LL),这样在遇到高报(H)或低报(L)时,使操作员有足够的处理时间,从而保证了生产的连续性,提高了设备的使用寿命,更重要的是保证了产品的质量。只是提高了编程的复杂度,要求编程人员要有一定的控制理论知识,而且还要有一定的实际生产经验。
[1]牛强,刘学平,向东,等.基于模糊控制的自动进料微控制器设计与实现[J].仪表技术与传感器,2008,45(11):93-95.NIU Qiang,LIU Xue-ping,XIANG Dong,et al.Design and implementation of automatic loading microcontroller with fuzzy control[J].Instrument Technique and Sensor,2008,45(11):93-95.
[2]姚海军.数学在自动控制中的应用[J].电子设计工程,2009,17(9 ):114-115.YAO Hai-jun.Application of maths to automatic control[J].Electronic Design Engineering,2009,17(9):114-115.
[3]祝愿博,刘振兴,康晓晶,等.基于模糊控制的路径识别智能小车设计[J].电气电子教学学报,2009,31(5):74-76.ZHU Yuan-bo,LIU Zhen-xing,KANG Xiao-jing,et al.A design of smart car of track recognition based on fuzzy control[J].Journal of EEE,2009,31(5):74-76.
[4]杨海马,刘瑾,吴文婕.基于模糊控制的恒压供水智能监控系统的研究[J].仪器仪表学报,2006,27(6):1870-1871.YANGHai-ma,LIUJin,WUWen-jie.Studyonthe intelligent detecting system for water supply of constant pressure based on the fuzzy control[J].Chinese Journal of Scientific Instrument,2006,27(6):1870-1871.
[5]张维玲,赵亚明.基于模糊控制的居民小区恒压供水系统开发[J].兰州工业高等专科学校学报,2008,15(1):54-56.ZHANG Wei-ling,ZHAO Ya-ming.Development of constant pressure water-supply system in residential area based on fuzzy controller[J].Journal of Lanzhou Polytechnic College,2008,15(1):54-56.
[6]吴斌,夏伟,汤勇,等.基于模糊理论和数据库技术的材料切削加工性评价[J].机械设计与制造工程,2000,37(2):12-15.WUBin,XIAWei,TANGYong,etal.Evaluationof machinability based on fuzzy and database technology[J].Machine Design and Manufacturing Engineering,2000,37(2):12-15.
[7]薛晓明.筒式球磨机料位测量控制新技术[J].陕西电力,2007,35(5):35-37.XUE Xiao-ming.New technology on measurement and control for material level in tumbling ball mill[J].Shaanxi Electric Power,2007,35(5):35-37.