数控技能比赛精英培养的研究
2011-02-20全永强
全永强
(广西机电职业技术学院,广西 南宁530007)
2010年10月,我国正式加入世界技能组织,2011年10月份将在伦敦举行第41届世界技能大赛,而我国的数控门又是首次参加此届世界技能大赛。国内由六部委主办的第四届全国数控技能大赛决赛也刚落下了帷幕,国家对数控重视可见一斑。也只有通过系列竞赛活动,才能促使一大批优秀技能人才脱颖而出,也是解决当前制造业人才严重缺乏,特别是数控高技能人才严重缺乏的一个重要方法。人才上来了,我国的数控产业才能持续发展,完成由低端向高端的高速度、高精度、柔性化转变。这样,对数控技能比赛精英的培养刻不容缓。
1 心理素质
心理素质其实就是一个人遇事的承受能力。自2004年由国家六部委主办的首届全国数控技能大赛到现在,数控选手们的技能水平都达到了相当高度,要想进一步提高选手的竞赛成绩,首先从提高选手的心理素质下手。
1.1 选手心理素质的重要性
数控比赛发展到现在,特别是省区赛和全国大赛等重要比赛,由于比赛试题是公开的,所以强手之间的技术水平差距是很小的。比赛中不仅比技术,比能力,也是心理素质的较量与对抗。
赛前心理准备、赛中心理控制和赛后心理调整是否到位,直接关系到选手的比赛成绩和比赛名次。有关研究表明,在比赛中技术发挥不好的选手中,由于心理准备不足造成的失败约占70%。在广西区第三届数控大赛中,广西机电职业技术学院的梁庆林选手获得了高职学生组加工中心第一名,但在同届的南宁市比赛中,只获得前五名,而学院的唐昌辉选手的情况与他正好相反。两位选手在平时的训练和比赛时水平都差不多,为何在重大比赛中差别那么远呢?梁庆林选手的话道出了真相:“比赛时,我一点都不紧张”。
心理素质不仅在数控比赛中重要,而且在其他比赛中同样重要,如我国很多优秀运动员在国内的一些比赛中,往往能取得非常好的成绩,有的甚至打破了世界记录,可是一到奥运会、世锦赛等这样的大型国际比赛中,往往赛不出高水平好成绩。2004年雅典奥运会,我们一直引以为自豪的体操在卫冕男团冠军的压力下却失败得“酣畅淋漓”,7个“冲金点”只换来1金2铜的成绩,这样的表现实属罕见;同样,在乒乓球决赛中,王皓负于韩国的柳承敏,而后者的实力明显逊于前者。
由此可见,心理素质对比赛的影响可见一斑。如何消除选手心理障碍、提高心理素质显得非常重要。
1.2 心理训练方法
必需在选手的日常训练中,有针对性地采取心理训练,才能让选手在比赛中将心理障碍降低到最小,发挥出最好的技术水平。
(1)模拟训练。模拟训练实际上是一种适应性训练或脱敏训练。在复杂的、陌生的环境中比赛时,选手常会对自己事先未料到的情境感到不安和紧张。模拟训练就是人为地制造或模拟可能引起应激反应的刺激(环境)因素,让选手在这种情境下训练或比赛,使之对环境熟悉,逐步适应这些环境,降低环境因素对运动员的刺激量,使选手在赛前能感到自己好像已经参加过了这场赛事,知道自己能处理一切可能出现的问题。
我们对选手训练一段时间后,都实行摸拟比赛,赛前让选手自己准备刀具和量具等比赛用品,并在摸拟比赛场地挂大红条幅,上写“广西区第四届数控大赛”,“技能创新,人才强国”,“掌握技能,艺不压身”,比赛开始时我们会大声喊:“广西区第四届数控大赛正试开始,选手开始操作”。赛后叫选手签名,打扫机床,一切都按正规比赛程序进行。多次模拟比赛后,这些不利因素不再引起选手的注意,到重大正试比赛时,就不会引起选手的不良反应,就影响不了选手。
(2)信息回避。是指避免一些可能对选手产生消极影响的信息。在数控比赛中对选手影响最大的信息,就是撞刀的发生,当一个赛场中有选手发生撞刀事故时,会有很响的声音发出,同时会有几个裁判一拥而上,去事故发生点观察。这样对同一赛场的其他选手就造成了很大的心里压力,影响水平的发辉,因此在平时的训练和比赛时,我们有意造出这种很响的声音,几个教练围上任一选手那里,经多次训练后,选手就可对此信息进行回避。
(3)放松训练。是选手通过自我暗示来实现的,暗示是通过语言影响进行心理调节的手段,它使疲劳的机体得到迅速和充分的休息,使情绪得到迅速的调整,信心倍增地准备下一轮的比赛。
其做法是选手闭目静坐或仰卧,聚精会神地想象自己的放松情景,也可用语言进行暗示放松。放松休息的暗示语言有:我安静下来了,我的全身和大脑都放松了,我感觉很好等。
(4)自我心理调节。主要是用大脑思维的意念活动来调节个人心理失衡的一种方法。若是由于参加重要比赛而引起的紧张,选手在意念活动中要多想想自己发挥较好的场景,使自己平静下来。采用的意念词有“心理紧张对比赛非常不利”、“心理紧张是多余的”通过反复的意念活动,来控制、减轻心里的紧张,在赛前行到平衡的心态,保持良好的竟技状态。如果选手参加比赛机会少,经验差,把比赛当作一种负担,对自己缺乏正确的评价,没有上阵就出现胆怯或丧失斗志的。要鼓舞他们的士气,增强必胜的信心。采用的意念词有“我能做好,我一定要做好!”。
(5)积极心态的培养和意志品质的训练。对选手积极心态的培养,应贯穿整个日常训练及赛前准备。选手的心态一方面与选手自身心理素质有关;另一方面与是否在生活、训练中对选手进行有意识地灌输、培养有关。
很多选手的性格中都有一种积极向上的心态和坚韧不拔的意志。在重大比赛时如遇到赛场环境非常不利的情况,如赛场陌生,或是碰到比赛用的设备和夹具老出问题的情况下,那么选手更需要有积极的心态和顽强拼搏的意志品质。
2 数控技术与技能训练
数控比赛一般都有理论知识、软件和实操这3个方面的考核内容,而实操成绩却占总成绩的70%,无疑,抓住了实操,就会使数控选手很容易获得比赛的好成绩,而实操的训练就是数控技术与技能的训练。
2.1 对刀的训练
所谓对刀就是要通过刀具或者对刀工具在工件上建立工件坐标系,并将对刀数据输入到相应的存储位置,使之与机床坐标系有确定的位置关系,是数控加工中最重要的操作内容,其准确性将直接影响零件的加工精度。
在比赛中,选手要的是速度和精度,要在对刀训练上达到速度和精度,比较以下几种对刀方式,便一目了然(如图1)。
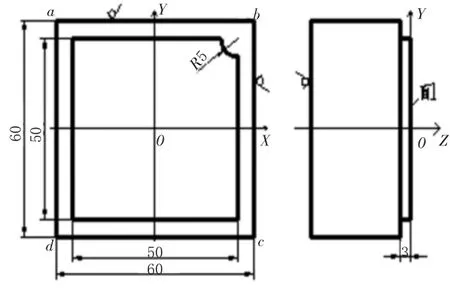
图1 对刀示意图
选手要加工此零件,必须要把工件坐标系建在工件表面中心,为此,选手的操作有以下3种方式:
方式(1)。快速移动工作台和主轴,让铣刀轻碰ad边(此边最好粘点纸),记下此时机床坐标系中的X坐标值,如–300.219,抬起铣刀,又快速移动工作台和主轴,让铣刀轻碰bc边(此边最好粘点纸),记下此时机床坐标系中的X坐标值,如–234.118,然后计算(–300.219–234.118)/2=–267.169,这就是工件坐标系原点O在机床坐标系中的X坐标值。
同理,可测得工件坐标系原点O在机床坐标系中的Y坐标值,再快速移动工作台和主轴,让铣刀轻碰面1(此面最好粘点纸),记下此时机床坐标系中的Z坐标值,如–400.128,这就是工件坐标系原点O在机床坐标系中的Z坐标,将测得的X、Y值输入到机床坐标系存储地址中(一般使用G54—G59代码存储对刀参数),将测得的Z值输入到刀具长度补偿中(一般使用H 001—H 009代码存储对刀参数),完成对刀操作。
方式(2)。快速移动工作台和主轴,让铣刀轻碰ad边(此边最好粘点纸),在相对坐标系中把X坐标清零,抬起铣刀,又快速移动工作台和主轴,让铣刀轻碰bc边(此边最好粘点纸),得到X的相对坐标值,如70.1,抬起主轴,快速移动工作台和主轴,让铣刀到达相对坐标70.1/2=35.05处,记下此时机床坐标系中的X坐标值,如–267.169,这就是工件坐标系原点O在机床坐标系中的X坐标值。
同理,可测得工件坐标系原点O在机床坐标系中的Y坐标值,再快速移动工作台和主轴,让铣刀轻碰面1(此面最好粘点纸),记下此时机床坐标系中的Z坐标值,如–400.128,这就是工件坐标系原点O在机床坐标系中的Z坐标,将测得的X、Y值输入到机床坐标系存储地址中(一般使用G54—G59代码存储对刀参数),将测得的Z值输入到刀具长度补偿中(一般使用H 001—H 009代码存储对刀参数),完成对刀操作。
方式(3)。快速移动工作台和主轴,让铣刀(Φ 10)轻碰 ad边(此边最好粘点纸),记下此时机床坐标系中的X坐标值,如–291.109,然后把–291.109+5+30=–256.109这就是工件坐标系原点O在机床坐标系中的X坐标值。
同理,可测得工件坐标系原点O在机床坐标系中的Y坐标值,再快速移动工作台和主轴,让铣刀轻碰面1(此面最好粘点纸),记下此时机床坐标系中的Z坐标值,如–400.128,这就是工件坐标系原点O在机床坐标系中的Z坐标,将测得的X、Y值输入到机床坐标系存储地址中(一般使用G54—G59代码存储对刀参数),将测得的Z值输入到刀具长度补偿中(一般使用H 001—H 009代码存储对刀参数),完成对刀操作。
让一组水平相当的选手用上面3种方式对刀,得到一组数据,如下表1所列。

表1 选手对刀用时表(单位:min)
方式(1)平均用时 8.475min,方式(2)平均用时5.747min,方式(3)平均用时 3.483min,方式(1)与方式(3)相差最大,达4.992min,而现在的比赛一般都有配合件加工,如第四届全国数控技能大赛决赛就是六件套配合,需要加工3个零件,装夹最少3次,对刀3次,如果对刀工具精度高,平时训练采用方式(3)对刀,比赛时用此方式对刀就可以节约至少15min,为赢得比赛胜利打好了第一仗。
2.2 程序编辑及输入训练
程序编辑及输入就是将零件加工的工艺顺序、运动轨迹与方向、位移量、工艺参数(主轴转速、进给量、切深)以及辅助动作(换刀、变速、冷却液开停),按动作顺序、用数控机床的数控系统所规定的代码和程序格式,编制成加工程序,再将程序输入数控机床。这是数控比赛最重要的一个环节,为了使训练选手编辑程序又快又好且输入程序又快又准,有以下3种训练方式:
(1)直接编程与单手输入法。一手拿到图纸后,头脑中立马想清楚加工工艺,另一手马上在机床的面板上输入程序和验证程序。
(2)直接编程与双手输入法。拿到图纸后,用一小块磁铁把图纸磁牢在机床档门上,头脑中立马想清楚加工工艺,双手马上在机床的面板上输入程序和验证程序。
(3)自动编程法。拿到图纸后,利用CAD软件的图形编辑功能,将零件的几何图形绘制到计算机上,在图形交互方式下进行定义、显示和编辑,得到零件的几何模型;然后调用CAM数控编程模板,生成数控加工程序,然后经传输线直接传输入机床。
为了检验这3种训练方式的效果,我们用3组水平相当的选手进行了测试(如图2)。
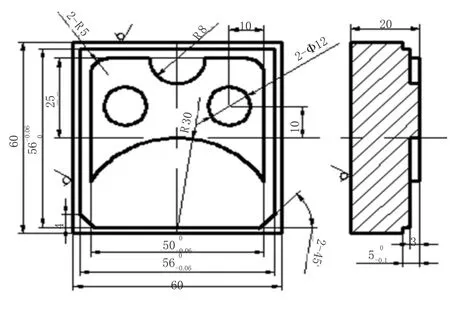
图2 程序编辑及输入练习图
要求选手一看见图,就用以上任一种方式输入程序并验证程序,结果如表2。
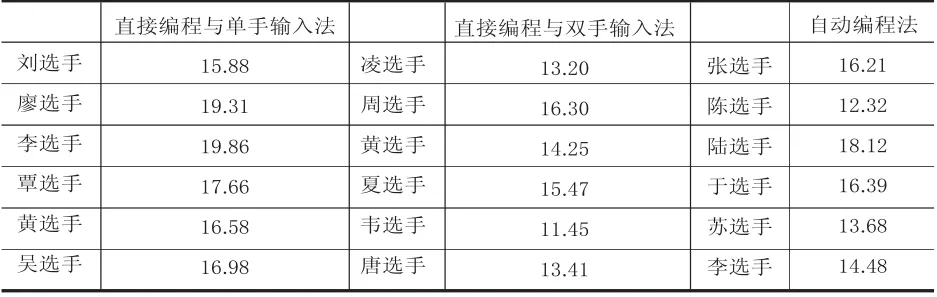
表2 选手编程及输入程序用时表(单位:m i n)
直接编程与单手输入法平均用时17.71min,直接编程与双手输入法平均用时14.01min,自动编程法平均用时15.2min。可见,加工上图如果用直接编程与双手输入法,仅编程和输入这一关就可省时数分钟。事实上,很多零件图的加工,都可以用此方法来为比赛赢得宝贵的时间。
当然,如果对于复杂的零件,特别是具有非圆曲线曲面的加工表面,或者零件的几何外形并不复杂,但是程序编制的工作量很大,或者是需要进行复杂的工艺及工序处理的零件,由于这些零件在编制程序和加工过程中,数值计算非常繁琐,程序量很大,假如采用手工编程往往耗时多,效率低,出错率高,甚至无法完成,这种情况下就必须采用自动编程法。
2.3 工艺训练
工艺(Craft)是劳动者利用生产工具对各种原材料、半成品进行增值加工或处理,最终使之成为制成品的方法与过程。
赛场上制定工艺的原则是:快速和高精度。制定的工艺好坏,直接影响到比赛的成败。由于在重大比赛(如省区赛和全国大赛)中,比赛试题是公开的,但刀具和夹具是不公开的,所以选手在训练时,对每套图样都应制定有多种工艺安排(如图3所示)。
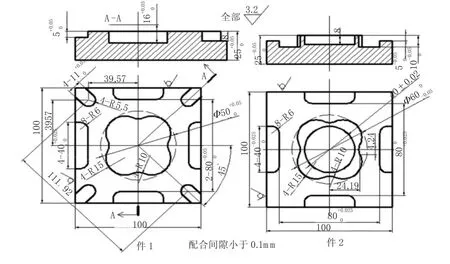
图3 工艺训练图
图3 中件1和件2是要加工的零件,使用100mm×100mm×28mm的毛坯,两件构成配合件的关系,考核的重点是梅花配合和4个方搭子的配合,且配合间隙少于0.1mm。
配合件的加工技巧是:先加工较简单的零件(如件2)后加工较复杂的零件;先加工非配合尺寸后加工配合尺寸(如先加工件2中Φ 40m m的圆);加工时配合尺寸要加工到极限尺寸(如件2中40mm加工到公差–0.01~–0.02mm)。
掌握了这些技巧,制定出的工艺就可在规定时间内取得最高分数。根据刀具不同,选手可制定如下工艺方案:
(1)工艺方案ⅰ。如果刀具清单如表3所列,则工艺方案如下列数控加工工艺卡1和数控加工工艺卡2。
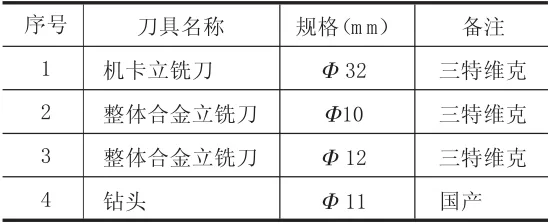
表3 刀具清单1
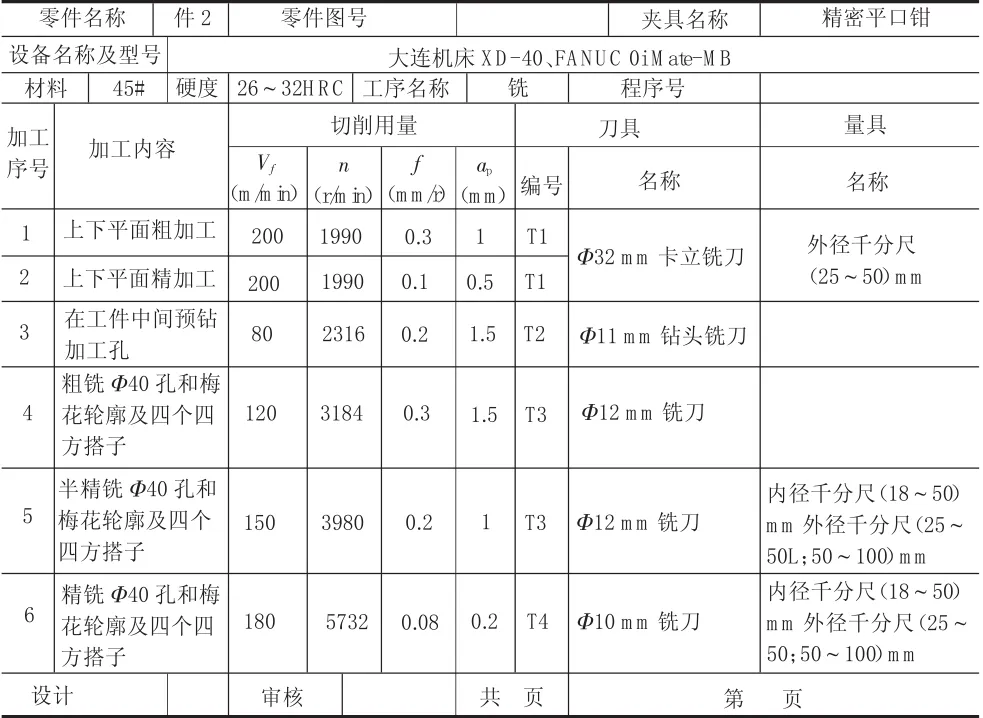
表4 数控加工工艺卡1

表5 数控加工工艺卡2
(2)工艺方案ⅱ。如果刀具清单如表6所列,则工艺方案如下数控加工工艺卡3和数控加工工艺卡4。

表6 刀具清单2
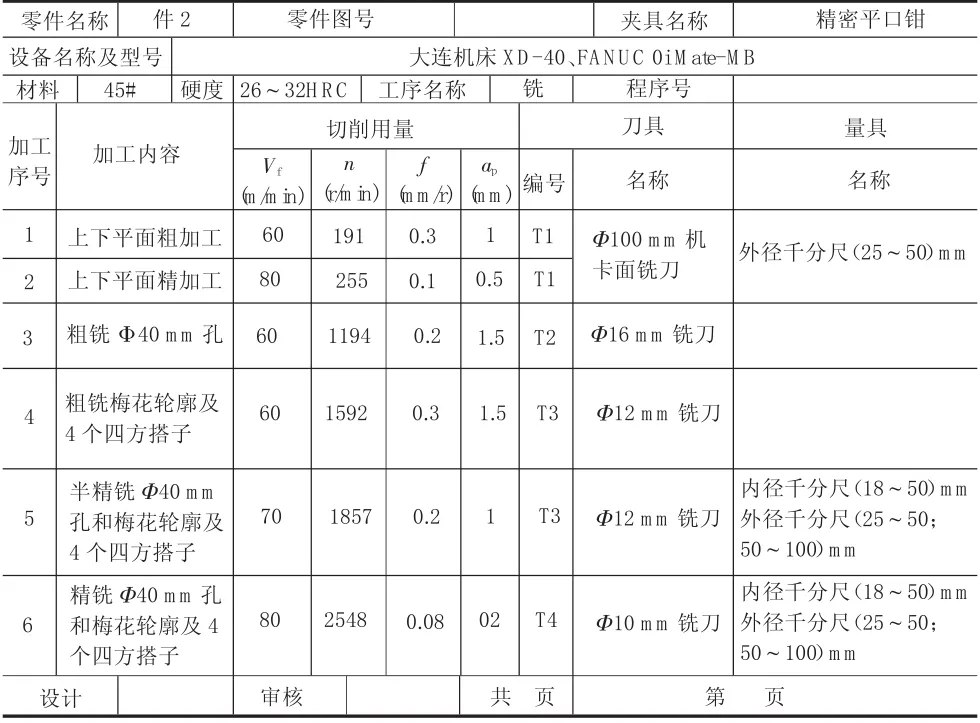
表7 数控加工工艺卡3
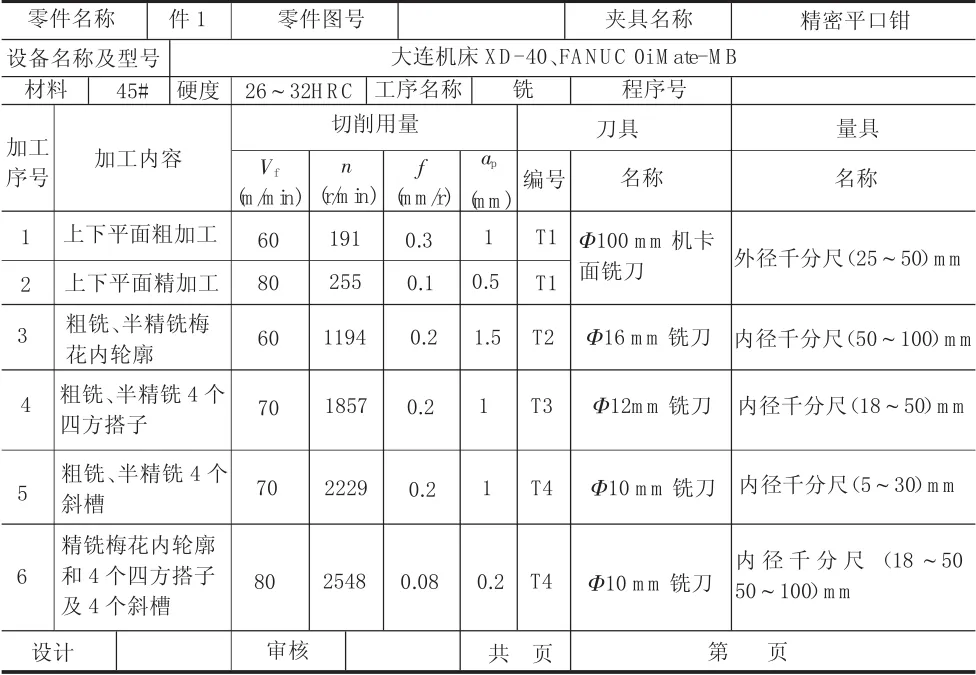
表8 数控加工工艺卡4
比较工艺方案ⅰ和工艺方案ⅱ就可发现,光是转速就相差一倍,也就意味着加工相同工件时间相差一倍,制定多种工艺方案的重要性可见一斑,也是普通选手和比赛精英的重要区别。
3 训练(比赛)后的总结
总结是对前一阶段工作或学习进行回顾、检查和分析研究,从中找出经验和教训,获得规律性的认识,以便指导今后实践。每天训练完后,选手一定要不怕苦,不怕累,连续作战,把当天训练的内容总结一下,比如实操训练,就要总结工艺对了没有,有没有更好的工艺,尺寸是否计算准确,操作有无失误的地方。
每隔一段时间,还要进行阶段总结,看看训练计划是否完成,训练内容是否符合比赛的要求,有无改进之处;碰到比赛,赛后更要全面总结,如心里是否很紧张(心理素质关),数控理论知识学得如何,软件画图是否熟练,操作加工有否改进之处。只有养成总结的习惯,才能完成从普通选手到比赛精英的蜕变。
4 结束语
“艺高人胆大”是武林高手的本色,同样也是数控比赛精英的本色。在对数控技术和技能进行长期艰苦训练的同时,辅助以系统的心里素质训练,并持之以恒,养成每天一小总结,每隔一段时间大总结,及赛后总结的良好习惯,这就是普通数控选手升华到数控比赛精英的绝佳途径。
[1]张宝林.数控技术[M].北京:机械工业出版社,1997.
[2]第一届全国数控技能大赛组委会,机床杂志社.决赛试题解析与点评[M].北京:中国科学技术出版社,2005.
[3]马启伟.体育心理学[M].北京:高等教育出版社,2000.