数控螺母收口机控制系统设计
2011-02-09陈家兑王自勤田丰果管琪明李可敬
陈家兑,刘 勇,王自勤,田丰果,管琪明,李可敬
(贵州大学 ,贵阳 550003)
0 引言
自锁收口螺母因其具有良好的自锁防松效果,结构简单,附加重量轻等特点,广泛应用于航空航天等领域[1]。但是,在相关企业还缺乏与自锁收口螺母大批量生产相适应的高性能专用设备,数控螺母收口机的正是针对这一问题开展研究。数控螺母收口机的控制系统及伺服驱动系统是该机主要功能及性能实现的关键。
1 数控螺母收口机工作要求
数控螺母收口机由主机、收口系统、上料系统和电控柜四部分组成,如图1、2所示。其中上料系统采用带孔转盘及顶杆组合构成,实现对螺母的装卸料以及加工定位和夹紧功能。收口系统由伺服电机及其传动系统和收口夹具构成,实现对螺母的收口加工,更换不同的收口夹具可实现螺母的2点、3点、4点和椭圆式收口。根据螺母收口加工的技术特点,为了实现自锁收口螺母的高效、高精度加工,数控螺母收口机的收口系统应能实现快速运动、大速度比的快速运动转换、低速平稳大力矩进给及保压等功能,其工作循环应包含装卸工件、快进、工进(收口)、保压及快退等过程。同时,为了保证螺母收口尺寸精度,系统还需具备较好的位置控制功能。此外,上料系统中的转盘、顶杆与收口夹具中的压头应能联动以提高生产效率。
数控螺母收口机控制系统要求具备调整与自动两种工作方式。调整工作方式用于调整转盘位置、顶杆位置以及压头的位置,校核这些位置的精度,以及确认顶杆、压头在自动工作中所需的工作位置。

图1 数控螺母收口机示意图

图2 收口夹具
自动工作方式分单件加工和循环加工两种模式。单件加工用于收口测试和单件生产;循环加工用于大批量生产。处于自动工作时,转盘转过一个工位,顶杆由上位置下降,将螺母顶至工作位置,使螺母收口部位与压头在同一水平面;在顶杆下降的同时,压头快速向中线运动,螺母定位完成时,压头也基本接近螺母外圆,压头由快速进给转变为工进进给,实现对螺母的收口,压头进给到位后,压头静止不动进入保压阶段,保证螺母的收口精度,保压时间到后,压头快速后退回到装卸位;当压头与螺母分离后,顶杆上升,螺母在回到转盘的孔中;转盘转动一个工位进入下一个螺母的收口循环加工。
2 控制系统硬件构成
数控螺母收口机的控制系统采用三菱触摸屏为上位机,PLC作为下位机,伺服电机作为执行元件。PLC不仅对螺母收口的过程进行控制,同时接受来自控制面板和触摸屏的操作命令,而且反馈相关监控信息。触摸屏和控制面板上的少量开关按钮组成人及交互系统,用于工作模式选择、加工参数设置及设备运行监控等功能。
经过综合对比,选用功能丰富的、具有三轴定位功能、最高脉冲频率100KHz、处理速度高达0.065µs/基本指令及强大运算功能[2]的三菱公司的FX3U系列晶体管型PLC:主机为FX3U-80MT/ES-A,扩展模块为FX2N-8EYR,其与伺服驱动器及触摸屏能较好的连接与通讯,I/O分配如表1所示。同时选用三菱GT1265型全彩色触摸屏,该触摸屏功能丰富,按键多样。

图3 压头驱动电机驱动器接线图
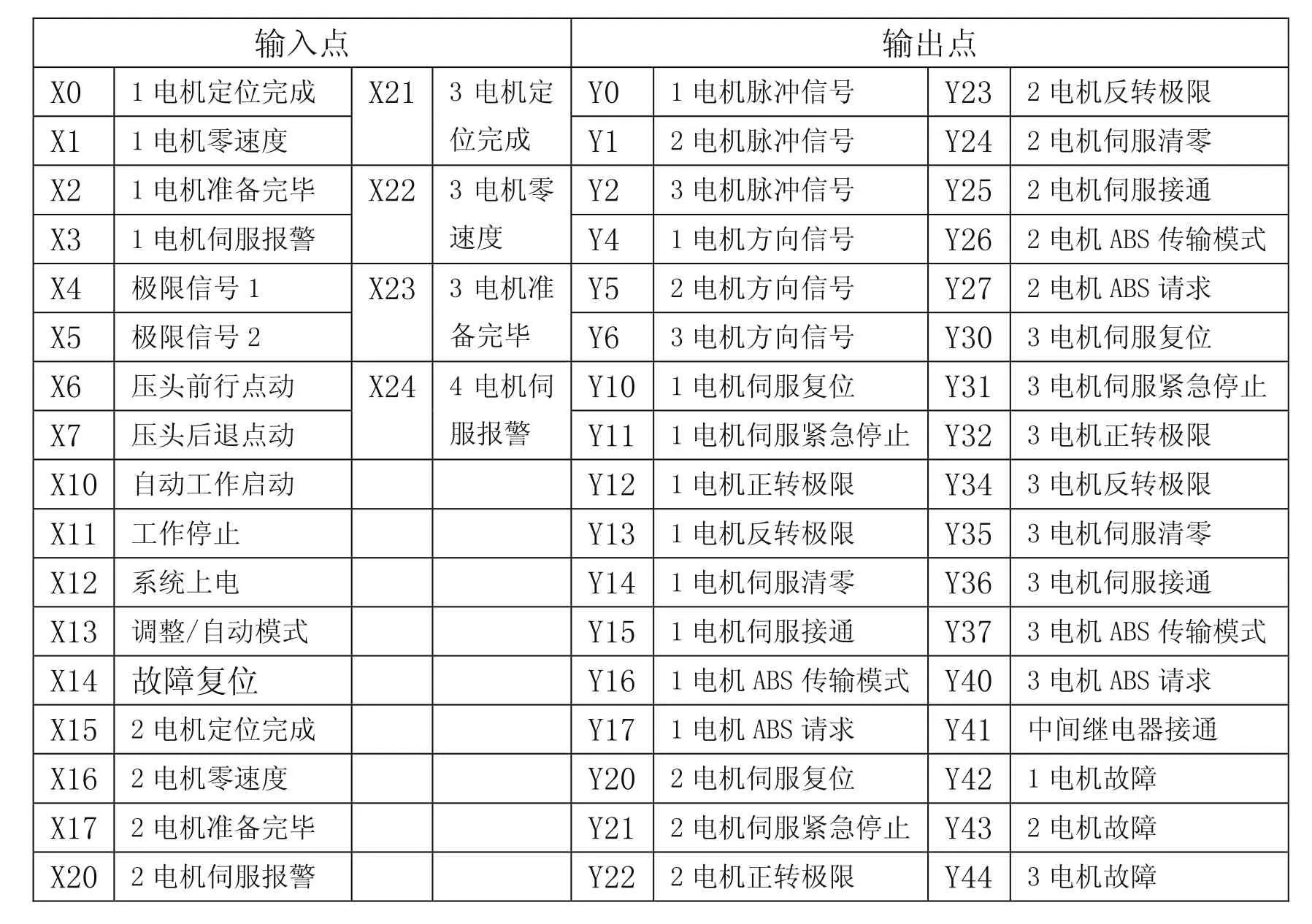
表1 PLC I/O分配表
压头驱动电机选用三菱公司HF-SP121的交流伺服电机和MR-J3-200A伺服驱动器,该交流伺服电机的额定功率为1.2KW,额定转矩为11.5Nm,额定转速为1000r/min[3,4]。转盘和顶杆驱动电机均选用HF-KP43的交流伺服电机和MR-J3-40A伺服驱动器,该电机的额定功率为400W,额定转矩为1.3Nm,额定转速为3000r/min。电机和与之配套使用的伺服驱动器能构造绝对位置控制系统,满足设备需要的响应速度快、定位精度高、接线简单、抗干扰能力强等要求。压头驱动电机伺服驱动器接线图如图3所示,其他两个驱动接线基本相同,不再详述。
3 控制系统参数设置
3.1 PLC与触摸屏通讯参数设置
PLC与触摸屏通讯选择RS422串行接口,其通讯参数设置在进行触摸屏画面设计时选择连接PLC机型为MELSEC—FX;I/F为:标准I/F(标准RS422/485),通讯驱动程序为:MELSEC—FX,其详细参数为:波特率为38400Bps,重复次数0次,通讯超时时间3s,发送延迟时间0ms。PLC端不需设置,采用默认即可。
3.2 伺服驱动器参数设置
1)控制模式选择参数PA01。三台驱动器均采用位置控制模式,设为0000;
2)绝对/相对位置模式参数PA03。三台驱动器均采用绝对位置控制模式,设为0001;
3)PA013(脉冲形式)与PA014(方向信号)参数必须设置对应关系,否则绝对位置读取时出现差错,分别设定为0011与0000;
4)伺服电机旋转一转所需的指令输入脉冲数参数PA05。为了兼顾生产效率及加工精度,压头电机设为30000,转盘电机设为86400,顶杆电机设为40000。
4 PLC程序设计
数控螺母收口机的PLC程序由公用程序、调整程序及自动加工程序三部分组成。公用程序用于检测设备是否处于正常状态、参数输入、工作模式选择。调整程序用于调整转盘位置、顶杆位置以及压头的位置,以及确定顶杆、压头在自动工作中所需的工作位置。自动加工程序是实现螺母收口的最重要程序。当设备具备自动加工的条件时,按下自动工作启动按钮,设备将自动对螺母进行收口加工,每一次循环结束顶杆和压头均能回到各自装卸位置。程序流程图如4所示。
5 触摸屏程序设计

图4 程序流程图

图5 自动上料参数设置界面
触摸屏界面设有欢迎、登录、自动加工参数设定、位置调整、加工过程监控、配方数据录入[5]及报警历史显示等界面。在欢迎界面中,点击进入系统按钮后弹出密码输入框,密码正确后才能进入登录画面。在登录界面中,必须输入操作员工号及产品批号才能进入系统。参数设定界面主要进行设备参数、工艺参数、加工模式选择、配方数据调用等操作。位置调整界面用于进行转盘、顶杆、压头的位置调整及设定。配方数据录入界面用于成熟产品加工参数的录入,便于以后相同规格产品的加工。过程监控界面用于对设备运行情况的实时监控。报警历史显示界面用于显示设备故障类别、次数及发生时间。部分操作界面如图5所示。
6 结论
通过分析数控螺母收口机的工作要求,利用FX3U系列PLC、MR-J3A系列伺服系统及触摸屏构建了设备的绝对位置控制系统,实现了上料、收口加工过程的全自动化。通过企业的应用表明,该控制系统操作维护简单、运行稳定、控制精度高、可靠性高、界面友好、监控功能完善,满足自锁螺母收口加工的控制要求,大大提高了自锁螺母收口自动化水平和生产效率。
[1] 王自勤,等.收口防松螺母有限元数值模拟[A].全球化制造高级论坛暨21世纪仿真技术研讨会论文集[C],2004.
[2] 闫娓,等.PLC触摸屏直接控制伺服电机程序设计[J].机床电器,2009,4.
[3] 日本三菱公司.三菱MR-J3-A交流伺服放大器技术资料集[Z].2007
[4] 日本三菱公司.三菱MR-J3-A交流伺服电机使用手册[Z].2007
[5] 日本三菱公司.三菱GT Designer2版本2画面设计手册[Z].2006.
