间隙对不等厚板激光拼焊焊缝质量的影响及其补偿方法研究
2011-01-29赵明扬朱天旭朱思俊
陈 东 赵明扬 朱天旭 朱思俊
1.中国科学院沈阳自动化研究所,沈阳,110016 2.中国科学院研究生院,北京,100049 3.辽宁科技大学,鞍山,114044
间隙对不等厚板激光拼焊焊缝质量的影响及其补偿方法研究
陈 东1,2,3赵明扬1朱天旭1朱思俊1
1.中国科学院沈阳自动化研究所,沈阳,110016 2.中国科学院研究生院,北京,100049 3.辽宁科技大学,鞍山,114044
焊缝凹陷是激光拼焊板的常见缺陷之一,严重影响焊缝强度,间隙是产生焊缝凹陷的主要原因。基于理论分析和工艺试验,研究了间隙的产生原因和对焊缝质量的影响,分析了间隙与工艺参数等因素的关系。研究结果表明:在不等厚板激光拼焊中,允许间隙的大小主要与偏移量、板厚组合、焊缝宽度以及薄板最小熔宽有关,薄板最小熔宽主要与钢板的材料有关。可以采用正偏移量对间隙进行补偿。该研究通过建立最大允许间隙和偏移量的计算公式,给出了间隙的偏移量补偿方法,从而提高了激光拼焊对间隙的适应能力。该结果可为优化工艺参数提供理论指导。
激光拼焊;间隙;偏移量;不等厚板
0 引言
激光焊接技术是现代焊接技术的重要组成部分之一,具有高效率、高精度、适应性强等优点[1]。激光拼焊是指将几块不同材质、不同厚度、不同涂层的钢板在冲压成形前用激光焊接在一起,然后进行成形的技术。激光拼焊板在汽车车身制造上得到了广泛的应用,它对减轻汽车重量、减少材料消耗、减少加工工序、降低生产成本、实现等强度设计等都有十分重要的作用[2-3]。以汽车制造业为主要应用背景的激光拼焊技术在国内有很大的发展空间。
由于间隙对焊接质量的影响较大,国内外很多学者对其进行了较深入的研究。采用向间隙填丝或填粉的方法可以消除或减小间隙的不良影响[4-5],但此类方法在焊缝中增加了异种材料,同时需要专门的填丝、填粉机构。文献[6]认为,在激光拼焊中,由于冷却收缩对两侧料片的拖曳作用,间隙在焊接过程中会缩小,因此当间隙小于光斑直径一半时,可以得到合格的焊缝。但该结论不适用于自动拼焊线,因为自动拼焊线的夹紧系统限制了板材的自由移动[7]。
本文以中国科学院沈阳自动化研究所研制的国内首条全自动激光拼焊生产线为基础,对间隙与焊接质量的关系进行分析与研究,为减小间隙的影响提供补偿方法,从而提高激光拼焊板的焊接质量。
1 试验设备、材料与方法
1.1 试验设备与材料
试验在激光拼焊1号线上进行(图1)。激光器采用德国通快公司H L4006D型号Nd:YAG固体激光器,工作功率为 4kW,激光波长为1.06μm,光斑直径为0.6mm,焦距为223mm 。焊缝质量检测设备有加拿大Servo-robot系统、多目倒置金相显微镜(5XB-PC)、三坐标测量仪、硬度计等。
图1 激光拼焊生产线1号线
焊接材料是普通冷轧钢板(DC06),试验用钢板厚度为0.5~3mm,材料的化学成分见表1,机械性能见表2。焊接时采用对接接头直线焊缝,焊缝长度为400mm。

表1 材料的化学成分

表2 材料的机械性能
1.2 试验方法
为了研究间隙的影响,试验中采用形状规则、尺寸准确的间隙。焊前精铣板材接边(焊接时的对接边缘)以提高直线度,用塞尺测定间隙尺寸。试验中调整间隙、板厚组合和工艺参数(偏移量、激光功率、焊接速度、离焦量等),研究各因素间的相互关系。
2 试验结果与分析
2.1 间隙的产生原因与影响
2.1.1 间隙的产生原因
由于激光的光斑直径很小,焊接熔池的宽度有限,因此对焊接前两板对接间隙有严格限制,过大的间隙将导致漏光及熔化的金属不足,造成焊缝表面凹陷,严重降低抗拉强度,因此研究间隙对激光拼焊的影响及其补偿方法很有意义。图2为间隙对激光拼焊的影响示意图。
间隙主要与板材接边直线度和定位误差有关。过盈量机制[8]的定位结果如图3所示,此时对接间隙只与接边直线度误差 Δ1和Δ2有关,定位后间隙会在[0,Δ1+Δ2]之间波动。普通剪板机的剪板精度为0.1mm/m,对于剪切下料的钢板,间隙会在0~0.2mm之间波动。
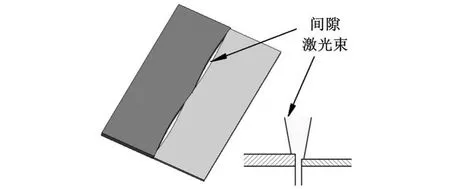
图2 间隙对激光拼焊的影响示意图
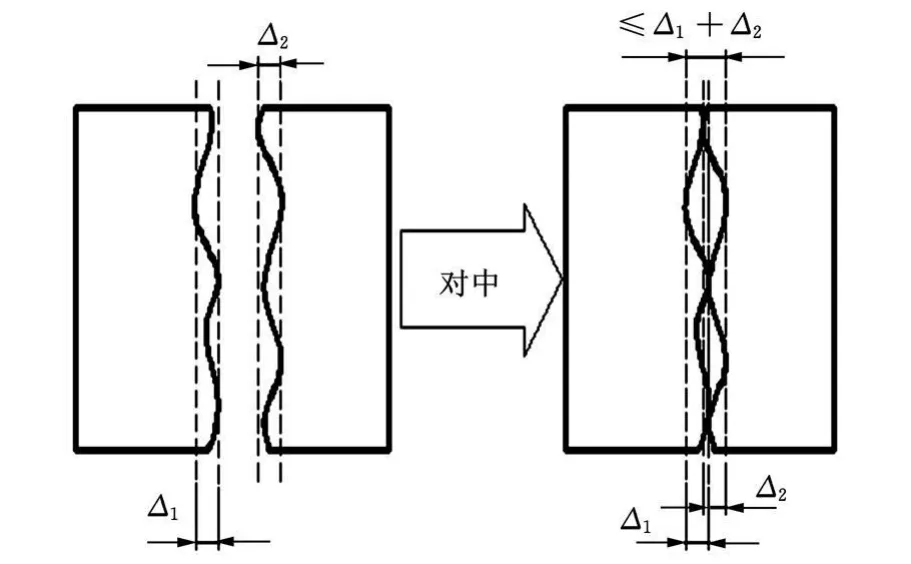
图3 间隙的产生过程
2.1.2 间隙对焊缝质量的影响
为研究间隙大小对焊缝截面形貌和强度的影响,对厚度为1.5mm与2.5mm的钢板组合,在0和0.2mm间隙下进行焊接试验。焊接时激光功率为3.5kW,焊接速度为3.5m/min,偏移量为0,离焦量为-1mm。从焊接结果可以看出,间隙G为0时(图 4a)焊缝饱满、平滑整齐;间隙G为0.2mm时(图4b),熔化的金属量不足以填满料片间隙,焊缝余高不足,形成焊缝凹陷。图5为对该组试件进行拉伸试验的结果,凹陷焊缝在3.1kN力作用下在焊缝处断裂,而正常焊缝在4.4kN力作用下在母材处断裂,可以看出凹陷焊缝强度明显降低。
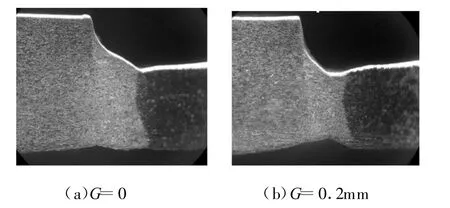
图4 不同间隙的焊缝形貌
2.2 间隙的影响因素分析
2.2.1 数学模型
间隙直接影响激光拼焊的焊缝质量,下面通过数学模型来表达间隙、工艺参数以及其他相关因素之间的关系。为简化问题,忽略焊缝表面与母材接触处的过渡圆角,假设焊接前后无密度变化。
图6a所示为在不等厚板焊接过程中,厚板上方熔化的金属向薄板上方和焊缝间隙方向流动,焊接后形成如图6b所示标准形状焊缝。

图5 拉伸试验结果
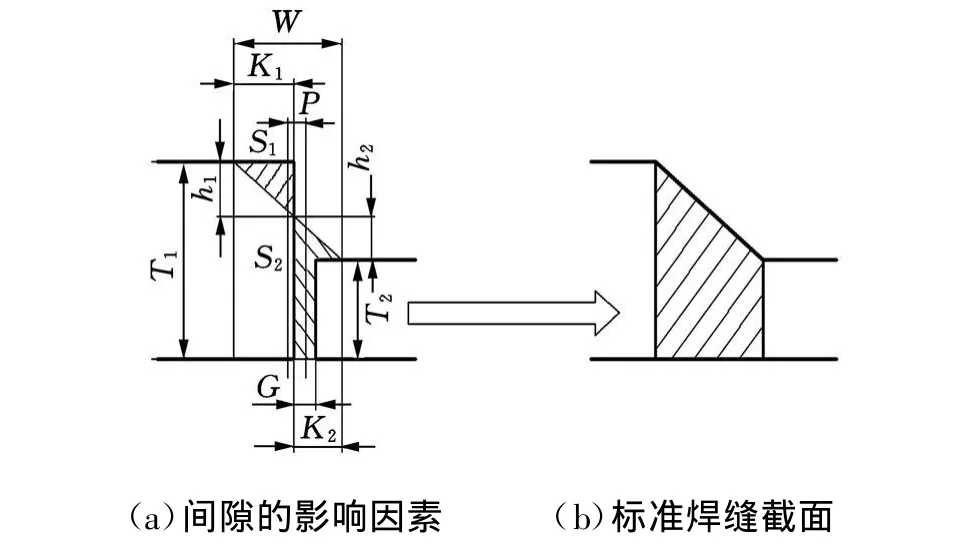
图6 焊缝的形成
根据体积不变的原则,厚板上方被熔化金属的体积应该等于补偿到焊缝间隙和薄板上方的体积,即
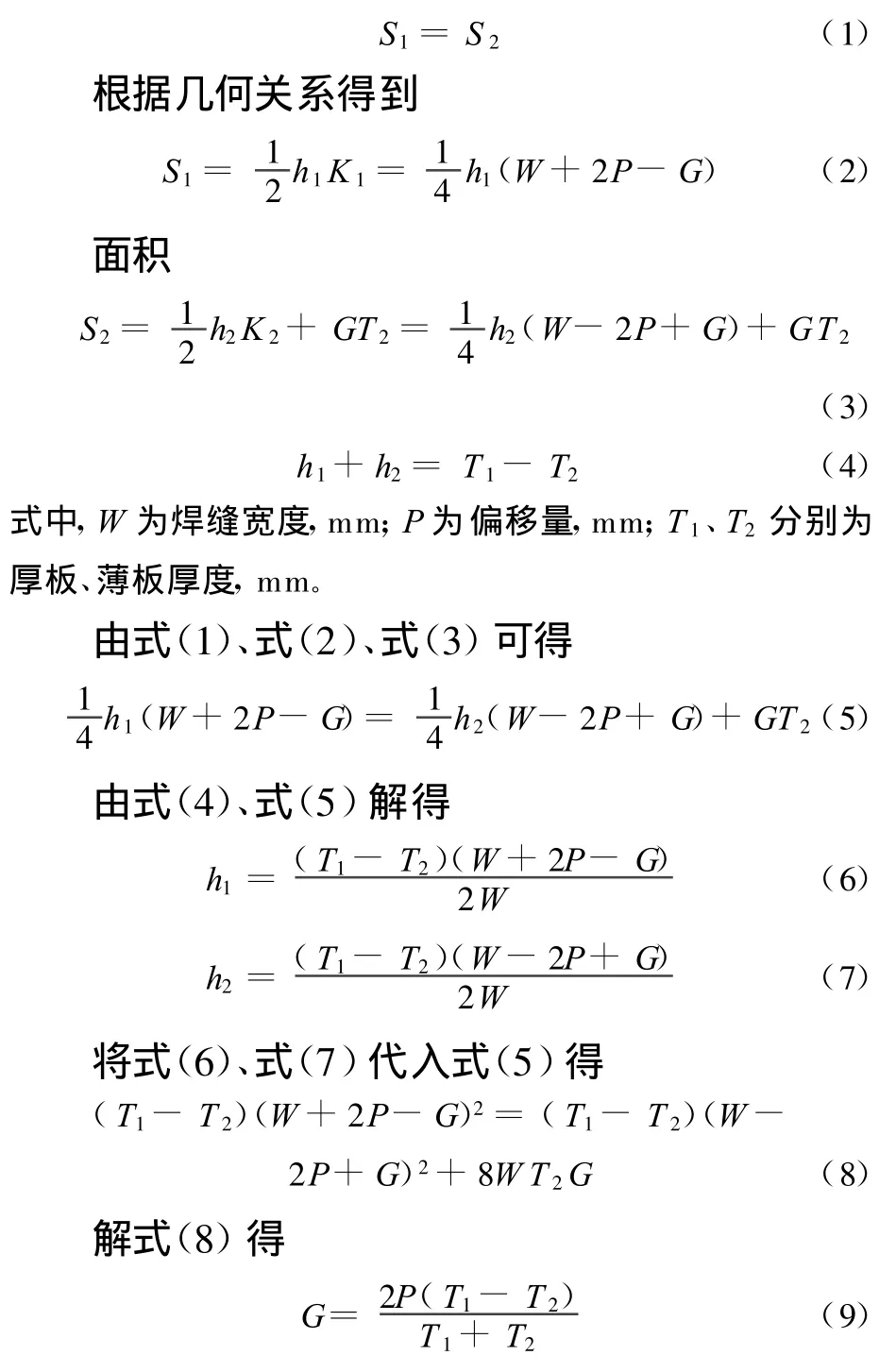
由式(9)变换可得

式(9)体现了间隙、偏移量、板厚组合之间的关系,从中可以看出,间隙与偏移量成正比,大的正偏移量适应大的间隙,但其不可以无限增大。在激光总的熔化宽度(焊缝宽度)一定的条件下,正偏移量增加了熔化金属的总量,导致薄板熔化宽度δ减小,而过小的薄板熔化宽度不利于焊缝的形成,甚至发生咬边,因此偏移量受到薄板最小允许熔化宽度的制约。
根据图7所示几何关系可得薄板熔化宽度:

式中,δmin为薄板最小熔化宽度。

图7 薄板熔化宽度
将式(9)、式(10)代入式(11)得
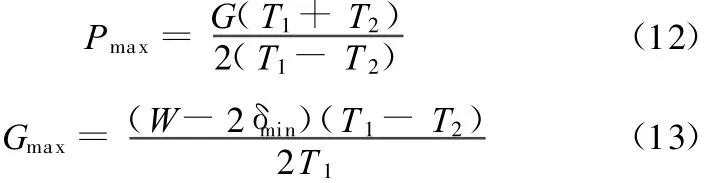
式中,Pmax为最大允许偏移量;Gmax为最大允许间隙。
2.2.2 偏移量作用分析与试验
在激光线能量与离焦量不变的情况下,激光的熔化宽度是一定的,正偏移量(激光光斑向厚板偏移)可以增加厚板的熔化宽度,即增加了熔化金属的总量,因此可在一定程度上补偿间隙的影响。当采用正偏移量时,可用于补偿的金属体积S1增大,而需补偿的体积S2减小,即此时可以适应更大的间隙。这与式(12)中的结果是一致的。
为研究光斑偏移量变化对焊缝截面形貌的影响,在不同偏移量下,对厚度为1.5mm与2.5mm钢板组合进行焊接试验。焊接时激光功率为3.5kW,焊接速度为3.5m/min,离焦量为-1mm,焊缝间隙为0.15mm。如图8a所示,光斑偏移量为-0.2mm时,激光熔化的金属量不足以填满间隙以形成平滑整齐的焊缝,焊缝余高不足,形成明显的焊缝表面凹陷;在无偏移量的情况下(图8b),焊缝表面略有凹陷;光斑偏移量为+0.2mm时(图8c),熔化金属量增加,得到的焊缝较为饱满,表面平顺。
2.2.3 薄板最小熔宽的确定
式(13)表达了间隙与薄板最小熔宽的关系,为确定薄板最小熔宽,对0.9mm与1.5mm钢板组合进行焊接试验,焊接时有规律地调整偏移量(表3),焊接时的激光功率为4.0kW,焊接速度为5.5m/min,离焦量为0,焊缝间隙为0.06mm。
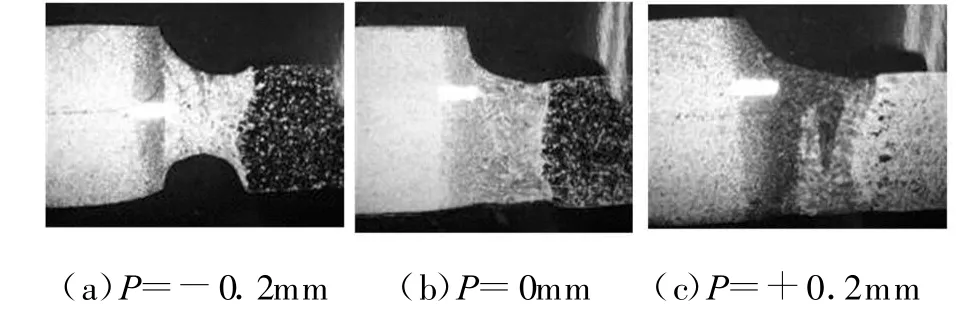
图8 不同偏移量下的焊缝形貌

表3 偏移量数据表
试验结果表明,当偏移量增大到0.42mm时薄板侧出现轻微咬边,偏移量为 0.47mm时(图9),出现严重咬边缺陷。假设焊缝截面形状是标准的,通过式(11)可以计算出DC06车用钢板的最小允许熔宽δmin为0.1mm。经过对不同板厚、不同材料的钢板进行试验,可知薄板的最小熔宽主要与钢板的材料有关,该参数需试验测定。
2.2.4 平均焊缝宽度的确定
式(13)表达了间隙与各参数间的关系,但模型中焊缝宽度是待定的。文献[8]在研究激光深熔焊穿透能力时建立的数学模型,是体现焊接时平均焊缝宽度与激光能量、焊接速度以及材料属性等关系的数学模型,在聚焦良好的情况下,该模型可用于估算在指定焊接条件下的平均焊缝宽度,其模型可表示为


图9 焊缝截面(P=0.47mm)
式中,PL为激光功率,kW;rf为材料的反射率;v为焊接速度,m/s;ρ为材料的密度,kg/m3;cP为材料的质量定压热容,J/(kg◦K);Tmelt为材料的熔化温度,K。
3 讨论与应用
本文研究了能得到合格焊缝的最大允许间隙,间隙的大小决定于拼焊线定位精度和板材接边直线度,而接边直线度取决于下料方法,不同下料方法(剪切、精铣等)的精度、效率和成本是不同的。本文的研究结果可从精度要求角度为下料方法的选择提供依据。本文明确了焊接质量、间隙、工艺参数、板材厚度等因素之间的相互关系,可为焊接工艺参数的制定提供理论指导。
为验证研究结果,做如下试验:采用厚度为0.9mm与1.5mm钢板组合进行焊接试验。焊接时激光功率为4.0kW,焊接速度为5m/min,离焦量为-0.7mm。
由式(15)计算的该条件下的焊缝宽度为W=0.88mm,代入式(13)得最大允许间隙为Gmax=0.12mm,代入式(12)得需采用的偏移量为P max=0.27mm。为验证计算结果的正确性,焊接定位中设定0.12mm的间隙,用上述工艺参数进行焊接试验,试验结果如图10所示。通过工艺参数优化,得到了较理想的焊缝形貌。
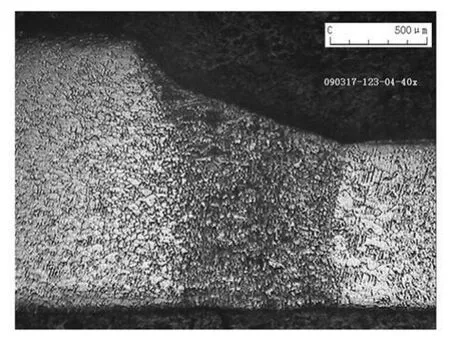
图10 采用优化参数的试验结果
4 结论
①焊接中容许的间隙大小主要与光斑偏移量、板厚组合、焊缝宽度以及薄板最小熔宽有关;薄板最小熔宽主要与钢板的材料有关,其参数需试验测定。②对于不等厚板的激光拼焊可以采用正偏移量对间隙进行补偿,正偏移量的最大值受薄板最小熔宽制约。③本文的研究结果可为工艺参数的制定和下料方法的选择提供理论指导。
[1] 陈炜,吴毅明,吕盾,等.差厚激光拼焊板门内板的成形性能研究[J].中国机械工程,2006,17(11):1188-1190.
[2] Natsum i F,Ikemoto K,Sugiura H,et al.Laser Welding Technology for Joining Different Sheet Metals in a One-piece Stamping Process[J].International Journal of Materials and Product Technology,1992,7(2):219-233.
[3] Forsman T.Laser Welding of Tailored Blanks[C]//International Congress on Applications of Lasers&Electro-Optics(ICALEO 2002).Scottsdale,A rizona,USA:Laser Institute of America,2002:7-18.
[4] Norris IM.H igh Power LaserWelding of Structural Steels-current Status[C]//Advances Conference in Jointing and Cutting Processes.Harrogate,North Yorkshire,UK.1989:55-61.
[5] Shannon G,Steen W M.LaserW elding with Coaxial Powder Fill Nozzle for Sheet and Thick Section Welding[C]//Proceedings of ICALEO 1996.O rlando,FL,USA,1996:20-27.
[6] W illiam M S.Laser Material Processing[M].London:Sp ringer,2003.
[7] Xin L M,Xu Z G,Zhao M Y,et a l.Error Modeling for Tailored Blank Laser Welding Machine[C]//2008 IEEE International Symposium on Precision MechanicalMeasurements.H efei,2008:681-685.
[8] Sw ifthook D T,G ick E E F.Penetration w ith Lasers[J].Welding Journal.1973(11):492-498.
Research on Effectsof Gap on Weld Quality of Unequal-thickness Blanks Tailored Laser Welding and Its Compensation Method
Chen Dong1,2,3Zhao Mingyang1Zhu Tianxu1Zhu Sijun1
1.Shenyang Institute of Automation of the Chinese Academy of Sciences,Shenyang,110016 2.Graduate School of the Chinese Academ y of Sciences,Beijing,100049 3.Liaoning University of Science and Technology,Anshan,Liaoning,114044
Sunken weld is one of the common defects of tailor welded blanks,which seriously affects the strength of w eld,and gap is themain reason for sunken weld.The effects of gap on weld quality and reasons for gap were studied,and the relationship between gap and process parameters was discussed based on theoretical analyses and experiments.The results show that gap relates to offset,blank thickness,w eld w idth and theminimum meltingw idth of thinner blanks.Them inimum melting width of thinner b lanks w as related to the materials of b lanks.Positive offset can compensate the harm fu l effects of gap.Themodels for them aximum gap and offset to lerancewere proposed,and a com pensation method w as also given,thus the adap tability o f the gap was enhanced.The resu lts can p rovide theoretical guidance for the optimization of p rocess parameters.
tailored laser welding;gap;offset;steel sheet o f different thickness
TG456.7;TG439.4
1004—132X(2011)12—1489—05
2010—08—13
中国科学院知识创新工程重要方向项目(07F7060701)
(编辑 何成根)
陈 东,男,1972年生。中国科学院沈阳自动化研究所、中国科学院研究生院博士研究生。辽宁科技大学讲师。主要研究方向为激光拼焊。发表论文5篇。赵明扬,男,1958年生。中国科学院沈阳自动化研究所研究员、博士研究生导师。朱天旭,男,1975年生。中国科学院沈阳自动化研究所助理研究员。朱思俊,男,1978年生。中国科学院沈阳自动化研究所副研究员。
