天铁管线钢研制开发
2011-01-04李勇生天津天铁冶金集团有限公司技术中心河北涉县056404
李勇生(天津天铁冶金集团有限公司技术中心,河北涉县 056404)
天铁管线钢研制开发
李勇生(天津天铁冶金集团有限公司技术中心,河北涉县 056404)
阐述了天铁管线钢的研制开发过程,包括微合金化成分设计、管线钢生产工艺流程确定和关键工序的控制内容等,最终使产品性能符合标准和使用要求。天铁研制开发的管线钢系列产品性能优良,已成功应用于国内外多条油气管线建设工程。
管线钢 强度 韧性 微合金化 纯净钢 冶炼 控轧 控冷
1 前言
近几年来,随着国内外管道工程的快速发展,带动了管线用钢产量的大幅度提高。20世纪90年代中期,我国管线钢年总产量仅为30万t,2010年已提高到800万t。天铁集团为适应市场需求变化,积极对管线钢的生产技术进行研制开发。经过一年多的生产实践,天铁较好地掌握了管线钢板卷的化学成分设计、生产工艺、产品质量保证等关键技术,并形成B-X70等不同等级的X系列管线钢生产工艺体系。高级别管线钢X70试制成功后,顺利通过国家权威管材认证机构检测,取得国家质检总局颁发的特种设备(材料)制造许可证。
2 管线钢的成分设计
管线钢主要用于输油、气管道,要求特性为高强度、高韧性;抗氢致裂纹和抗H2S腐蚀能力强;抗疲劳强度高;焊接性能好。为满足管线钢高强度、高韧性、良好的抗HIC、SCC性能及焊接性能,通常采用低碳高锰并采用Nb、Ti微合金化的合金成分设计方案,并与冶金技术和控轧控冷相结合。
针对管线钢的性能要求,参考国内外主要管线钢生产厂家的生产经验,结合天铁的生产设备条件,自主设计出各钢级管线钢的化学成分,见表1。
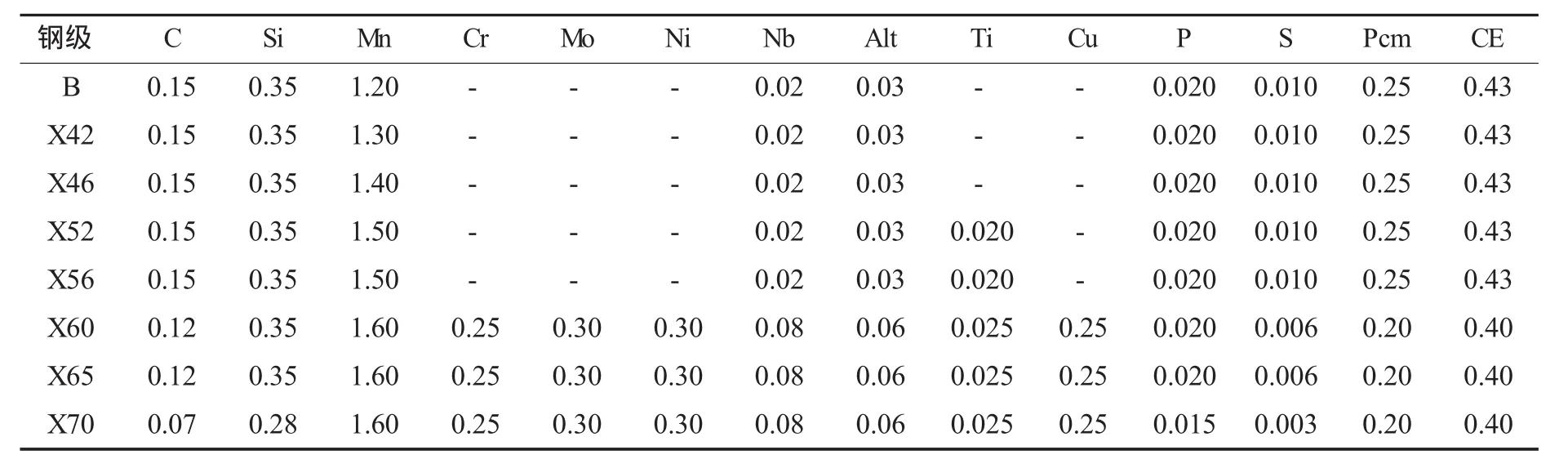
表1 天铁管线钢设计成分/%
3 管线钢的生产工艺
管线钢对钢材纯净度的要求很高,因此管线钢冶炼技术的关键是使钢纯净化,以使钢的硫、磷、夹杂及气体含量降到最低。目前天铁生产管线钢采用的工艺路线为:铁水预处理→180 t氧气顶底复吹转炉→LF精炼炉→RH精炼炉→R12 m直弧型双流板坯连铸机→铸坯检验→蓄热步进梁式加热炉→1 750 mm半连续式热带钢轧机轧制→板卷检验→包装出厂。
3.1 铁水预处理工艺
采用喷吹镁石灰法脱硫,要求铁水预处理后硫含量≤0.005%,磷含量≤0.050%,铁水表面渣扒净。
3.2180 t顶底复吹转炉冶炼工艺
转炉副枪采用两次取样确认成分,合格后方可出钢。保证一次拉碳、温度命中率,使磷含量控制在0.010%以内。出钢时间≥5 min,采用挡渣帽、挡渣标双挡渣出钢,挡渣球补充挡渣,钢包渣厚度控制在80 mm~100 mm。转炉出钢量达1/3时开始加入合金和渣料。出钢时开始吹氩,出钢结束后再吹氩3 min。
3.3 LF精炼炉工艺
LF精炼炉要求全程微正压操作,防止空气吸入,保证还原气氛。钢包到位给电升温,同时加电石、铝粒脱氧,并根据埋弧效果加入适量精炼埋弧渣,以便尽快形成黄白渣,并微调钢水成分。钙处理后加高碱度无碳大包覆盖剂150~200 kg,软吹8~10 min。
3.4 RH精炼炉工艺
经过RH脱气处理的钢水,可以使钢中气体含量达到很低的水平:T[O]≤20×10-6,[N]≤30×10-6,[H]≤2× 10-6。气体含量的降低能够较大地改善钢的机械性能等指标。
3.5 连铸工艺
连铸机采用了大、中包称重系统,避免大、中包浇注末期下渣,以提高钢水纯净度。大、中包升降装置保证水口浸入深度,避免中包和结晶器液面波动。增加中间包挡渣墙、挡渣坝,改变钢水流动轨迹,减少夹杂物上浮距离,强化中间包冶金效果,利于钢水中夹杂物上浮,提高钢水纯净度。内装式结晶器浸入水口使用,避免了使用分体式水口时钢水二次氧化的情况,减少钢水中铝的氧化消耗,保证钢水的纯净度和流动性。塞棒系统,保证结晶器内液面稳定、恒拉速浇钢。汽水雾化冷却系统,保证二冷区铸坯冷却均匀,保证铸坯表面和内部质量。结晶器电磁搅拌系统,可抑制凝固过程中的溶质富集偏析。
3.6 轧制工艺
3.6.1 加热炉工艺
加热炉热工热度见表2。
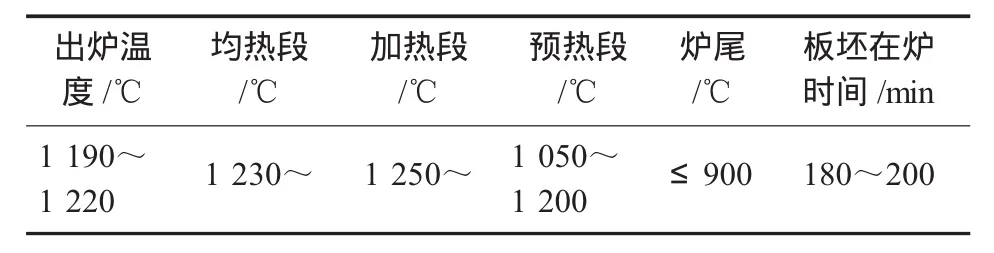
表2 加热炉热工制度
3.6.2 粗轧
粗轧五道次抛钢温度(1 065±20)℃,按1 050~1 080℃控制。
3.6.3 精轧
保温罩投用,精轧开轧温度950~970℃。轧线全长、全数除鳞。
中间坯厚度及精轧轧制速度如下:
轧制厚度/mm:6~1;
中间坯厚度/mm:48、50;
精轧轧制速度/m·s-1:2.5~3。
机架间冷却水投用,并按表3控制。
终轧、卷取温度控制如下:
终轧温度/℃:820~860;
卷取温度/℃:510~550;
层冷控制方式:CTC前段快冷冷却。

表3 机架间冷却水投用机架及水量
3.6.4 卷取
卷取机工艺控制参数按表4设定,并可根据具体情况进行调整。
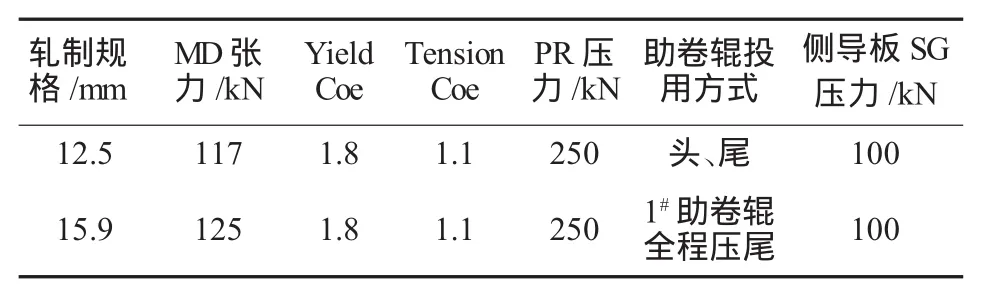
表4 卷取机工艺控制参数设定
4 代表产品X70各项性能
4.1 力学性能
从卷板的外圈、中间、内圈上分别在板宽1/2位置沿30°方向、纵向、横向分别截取拉伸样坯各3件,部分拉伸试验结果见表5。
4.2 卷板导向弯曲性能
从卷板的外圈、中部、内圈沿板宽1/4位置成90°方向处取弯曲试样样坯各2件,试验结果见表6。
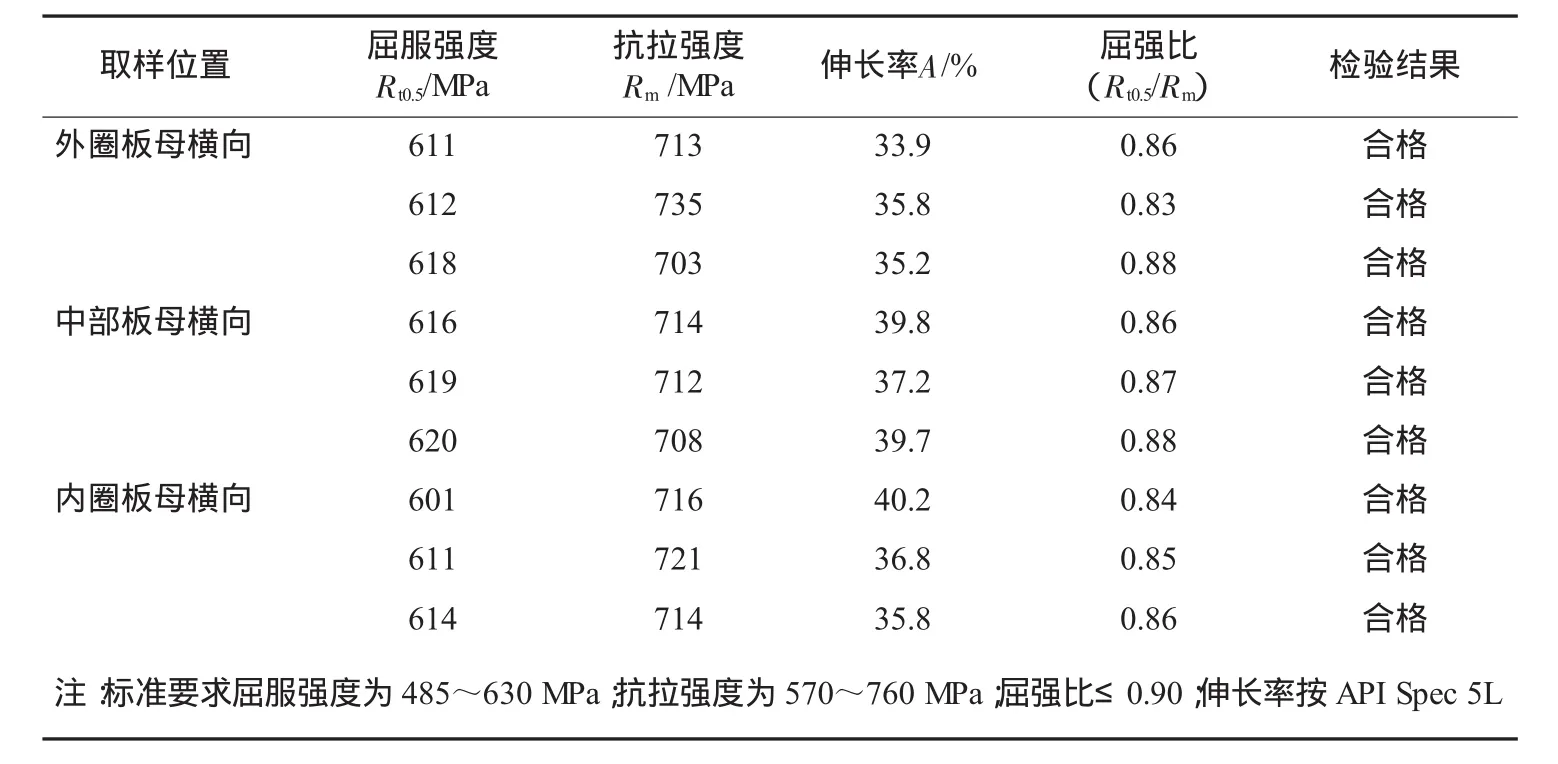
表5 天铁管线钢板卷拉伸数据表
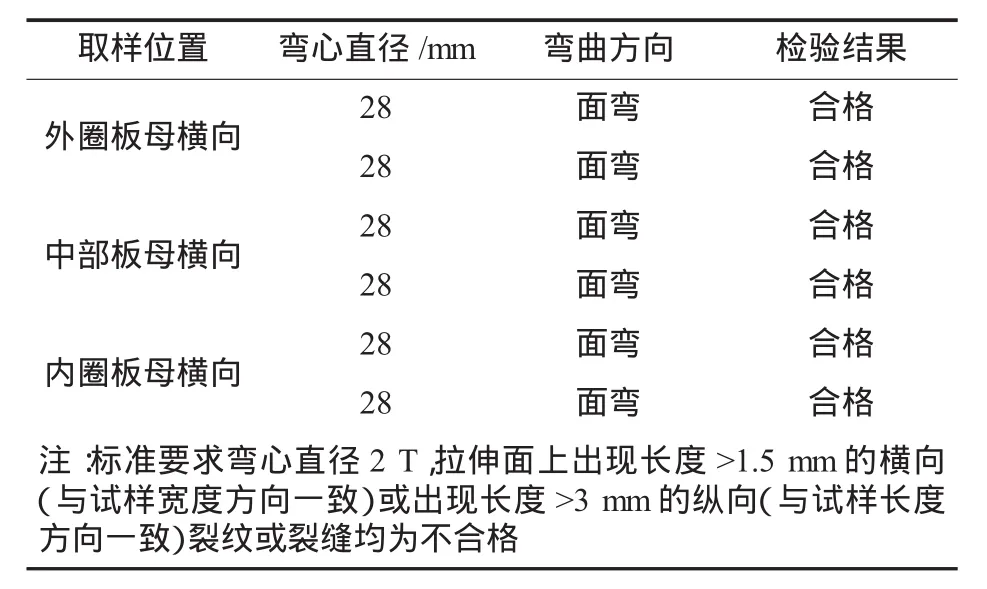
表6 母材导向弯曲性能
4.3 夏比冲击
对卷板的外圈、中间、内圈进行了-20℃温度下的缺口冲击试验,结果见表7。
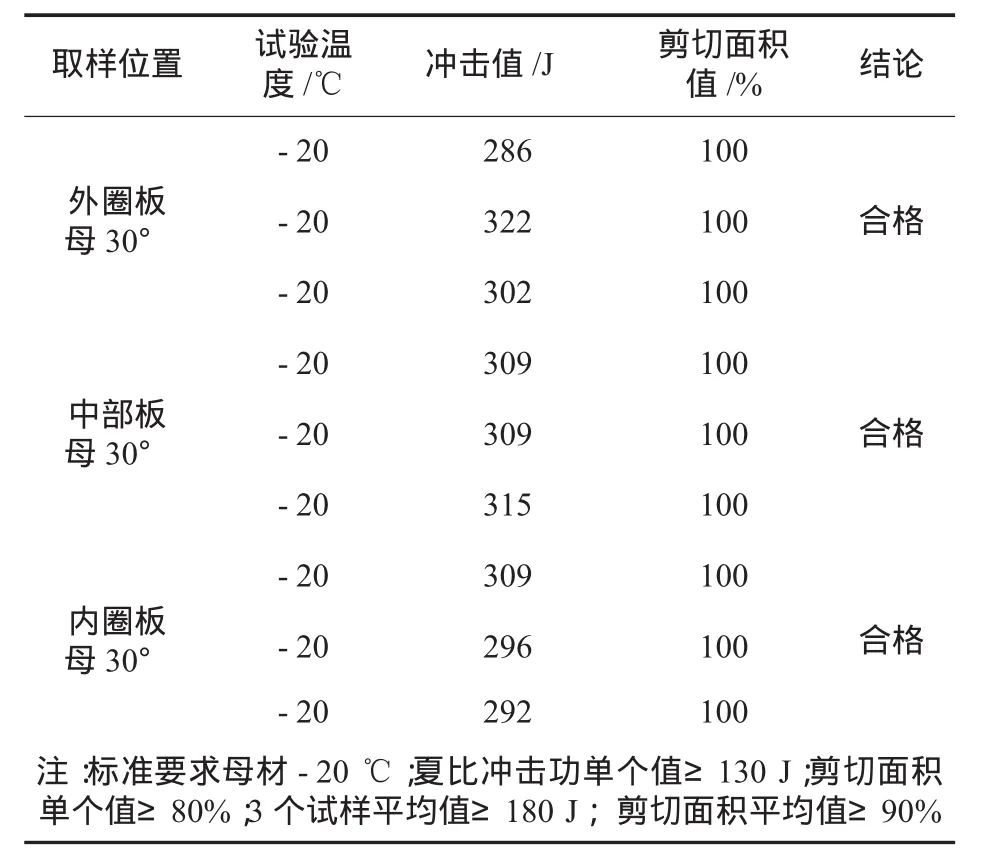
表7 -20℃下卷板冲击性能
4.4 DWTT试验
对卷板的外圈、中间、内圈进行了-15℃下DWTT试验,试验结果见表8。
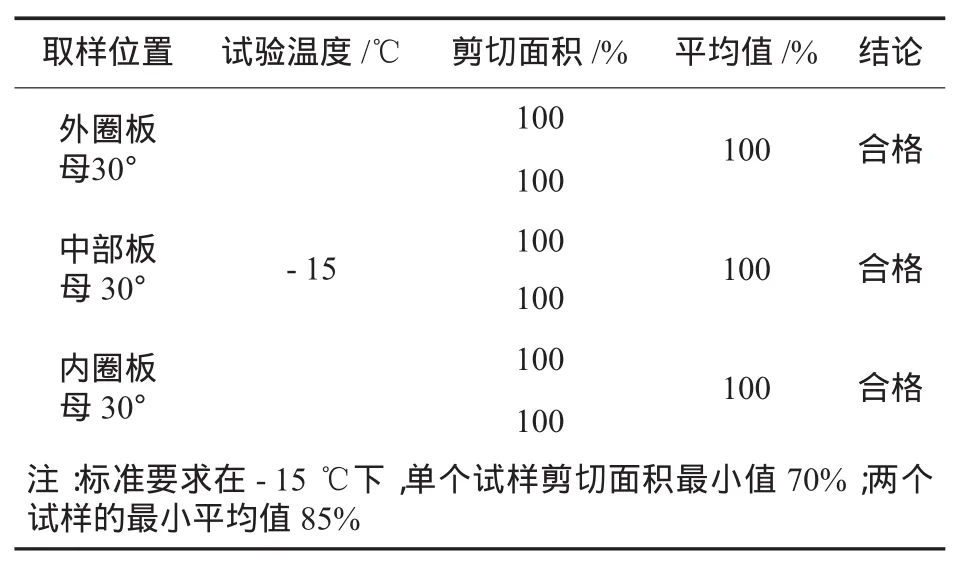
表8 -15℃下的落锤撕裂性能
4.5 硬度、夹杂物、晶粒度、带状组织检验
检验的结果如表9所示。
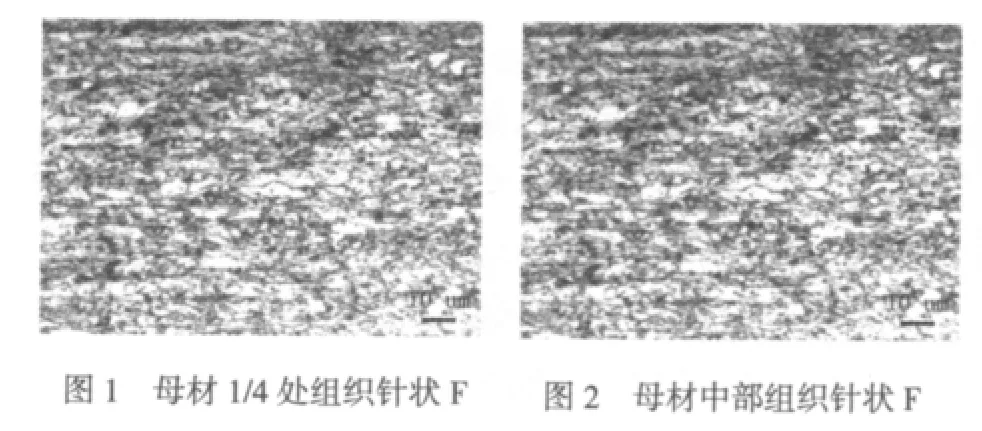
4.6 显微组织
图1、2为透射电镜分析的针状铁素体X70管线钢显微结构,可见天铁生产的X70管线钢含有大量细小析出相和高密度位错,使管线钢板卷具有高强度和高韧性。
5 结束语
经过一年多的努力,天铁已掌握了B-X70级别管线钢板卷的成分设计、工艺控制、质量保证等关键技术。天铁生产的较高级别的管线产品成功应用于出口和国内多个管线工程,其中:X52应用在喀什-泽普线;X60应用在西气东输二线管道工程及出口伊拉克。通过与国内知名的制管企业沙市钢管和宝鸡钢管等多家管线钢用户企业建立良好的合作关系,天铁管线钢业绩与日俱增,市场认同度正在迅速提高,生产领域的地位正在大幅提升。截止目前,天铁各级别管线钢产量累计已达到7万余吨,优良的产品质量为企业创造了显著的经济效益和社会效益。
Research and Development of Pipeline Steel at Tiantie
Li Yongsheng
Theprocessofresearchanddevelopmentof pipeline steel at Tiantie is expounded in the paper,including micro alloying composition design,process flow determination and control items of crucial process.Since the product of pipeline series presents good properties and meets the demand by the standard and the customer,it has been applied successfully to the construction of oil and gas pipelines domestically and abroad.
pipeline steel,strength,toughness,micro alloying, purity steel,melting,controlled rolling
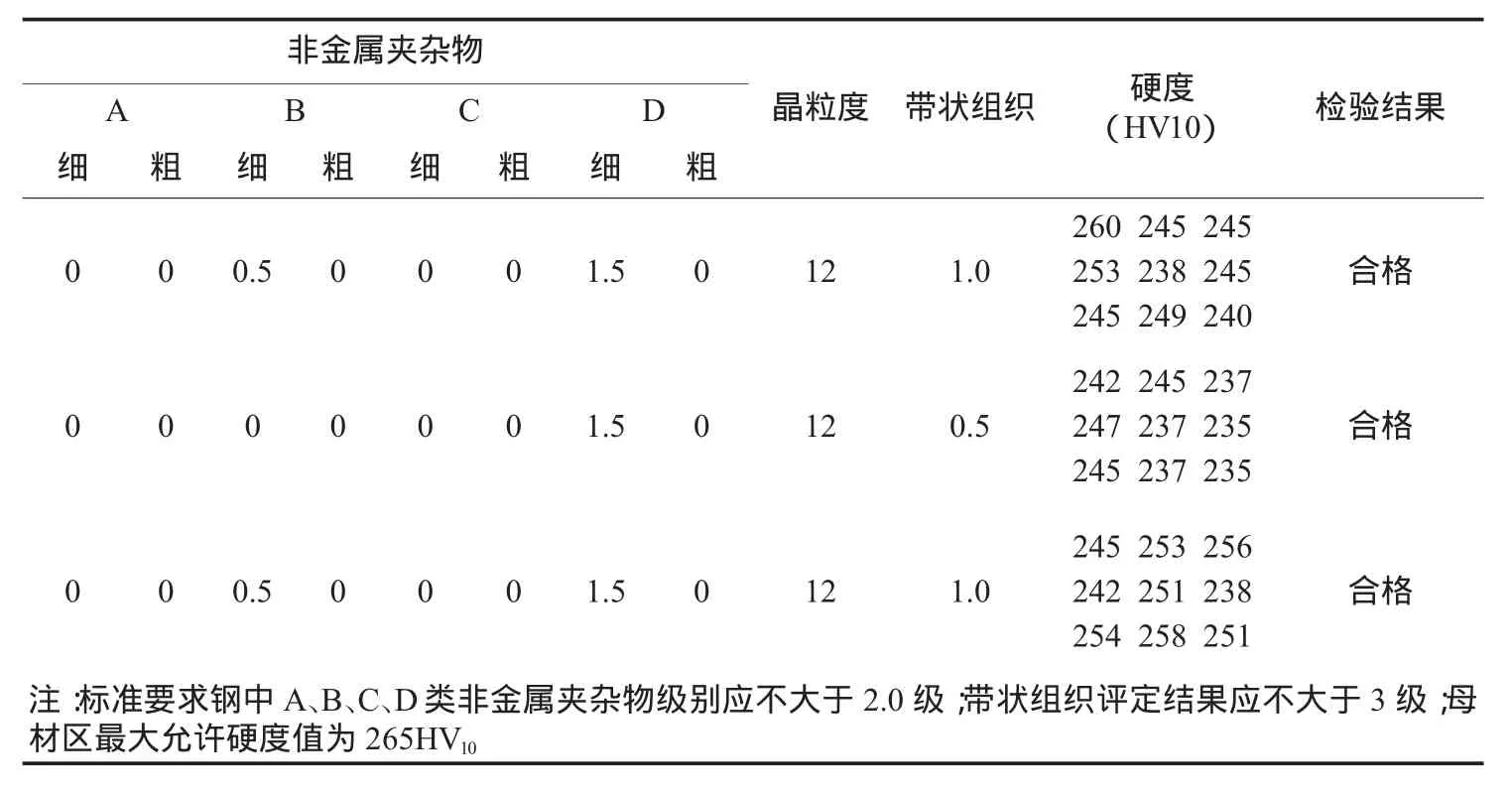
表9 硬度、夹杂物、晶粒度、带状组织检验
(收稿 2011-03-29责编崔建华)
李勇生,男,工程师,2002年毕业于内蒙古工业大学材料工程学院材料成型与控制专业,现在天铁集团技术中心从事新产品研发工作。
