自由成型技术在镜片制造中的应用
2010-12-15黄栋
文 黄栋
1 镜片设计中的个性化
自20世纪60年代第一代渐进镜片诞生以来,人们一直在不断地提高渐进设计的光学性能和质量。现代渐进设计借助高性能的计算机辅助设备,进行极为复杂的“叠代法”设计,在设计中融入配戴者的个性化参数(最常用的如处方度数、镜架尺寸等等),使不需要的像散减小到了数学极限,从而令配戴时动态视觉舒适且达到光学上的合理平衡,这就是个性化的渐进设计。例如,目前天鸿光学推出的全视域内渐进系列,能依据配戴者所选镜框进行7种不同的渐进带设计,绝大多数的个性化渐进产品将渐进设计面制作在靠近人眼的镜片装配面(内表面)上,因此这种产品也称为“内渐进”产品。
为了创造出新的渐进设计,要求解出由数百个未知的和数千个可能的方程式组成的方程式系统,并且在设计渐进镜片的度数分布时,使用极为复杂的样条函数。但是,仅凭这个计算过程还不足以创造新的渐进设计,光学设计师不得不持续地修改计算面,以获得想要的渐进面——这就是众所周知的“叠代法”。
纵观众多不同的现代渐进设计理念,个性化一直是设计师们追求的理想,已然成为渐进设计的发展主流。随着镜片设计方法的不断改进,现代渐进镜片在个性化程度上已有所突破,使镜片制造商生产出更为匠心独运的产品,为配戴者提供适合个体的理想视觉解决方案(合理开阔的视野范围、流畅平缓的视觉移动感)。
然而,优越的个性化设计,若没有相匹配的制造手段,是无法将个性化的特点完美实现的,生产出的也只能是传统型的渐进片。因此,必须升级传统的制造模式,这就创造出全新的制造方式——自由成型技术Free-Form。下面我们分别来了解一下传统制造模式和自由成型技术。
2 传统制造模式
传统渐进镜片由车房通过加工大规模制造的半成品毛坯而成。这些由工厂制作的毛坯,其前表面设计有渐进片所需的基弯和下加光度数,后表面经车房研磨后,加工出所需的厚度和处方度数。在这种传统的生产模式下,渐进镜片的设计只能对基弯和下加光度优化,所以对基弯和下加光度相同的渐进镜片配戴者,其渐进设计无疑都是一样的,体现不出个性化特征。这就是所谓的“半成品渐进镜片设计”。
这种传统制造模式生产的最简单的渐进镜片对所有度数使用同样的基本设计模式,计算每一基弯和下加度数(例如单一设计模式)。另外,许多现代型渐进镜片根据不同的下加光度数(例如多重设计),或者基弯来改变镜片的设计模式。这些基础镜片设计模式的光学分布基本能满足不同类别的屈光不正配戴者(如老视等)的视觉需求。
但无论以上哪种设计模式,所提供的不同渐进面设计的毛坯数量都是有限的,无法满足现代个性化的渐进设计的加工要求。基本的渐进镜片设计模式对不同的基弯和下加光度的组合只有微小的调整,其性能只适合于普通配戴者。即便是最先进的半成品镜片设计也只能够对一定范围的处方度数个性化(而且通常没有散光度数)。因此,配戴者个体的一些特殊要求,如处方度数、镜架特征、独特的视觉要求等,都会被忽略了。
传统制造模式要想加工出理想的个性化渐进产品,就要对所有可能的处方度数所对应的渐进设计面,进行毛坯生产,而由此所增加的半成品毛坯数量是非常巨大的。这里还未将其他个性化参数及每种可能的个性化参数的组合考虑在内,若是这样,其数字将会接近无穷大。因此个性化的渐进设计是无法通过这种制造模式实现的。设计师即使已经设计出相对理想的渐进产品,但由于传统制造模式的限制,制造出的产品也只能体现其设计效果的一小部分,形同传统渐进的效果。
3 自由成型制造模式
自由成型(也叫直接表面技术)制造技术使镜片的设计可以为每位配戴者量身定做,充分“个性化”。使用适当的优化策略和软件,渐进镜片可以按照特定配戴者的屈光度等个性化因素进行个性化设计。自由成型技术实际上缩小了传统镜片设计技术和配戴者视觉需求之间的距离。
新生产模式使我们能够优化基本设计,尽可能满足配戴者个人的要求。由电脑控制的自由成形铣磨机可以直接在镜片毛坯上根据所需的处方度数,加工出个性化的渐进设计表面。这使得车房可以为配戴者提供量身定做的渐进镜片。
3.1 自由成形技术的优点
自由成型技术可以提供半成品镜片不可能提供的卓越个性化设计所带来的视光学表现。配戴者可以享受到舒适的视觉和宽阔的视域,这些都是根据配戴者的处方度数等参数进行的最优化设计的结果。
渐进镜片还可以根据配戴者的人体工程学、生活方式和生物参数等相关因素为其进行个性化设计。
值得注意的是:如果没有对配戴者个体处方度数等进行最优化(对远用和ADD进行处方度数的补偿),自由成型加工的内在优点是体现不出的。因此自由成型模式制造出的个性化渐进片,通常会表现出实际的测量度数(即修正值)与处方度数(即订单度数)之间的差异。这些修正值(即预测的度数)将随镜片一起寄送出,作为处方度数补偿的凭证。因为每只镜片是单独优化的,每只镜片所期望的测量度数和实际的处方是有差异的,而这种差异是不同的。
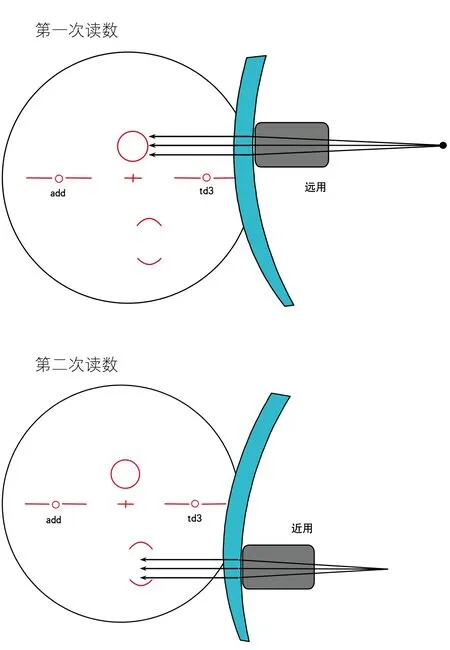
3.2 检验自由成型镜片度数
对许多自由成型渐进镜片而言,后顶焦度用于ADD的测量验证,然而,由于渐进片下加光度测量的复杂性,通过隐形标记验证ADD更好。