基于PLC 技术的铣床电气控制系统改造
2010-12-08刘晓玲李建壮万国平
刘晓玲,李建壮,万国平
(黄河水利职业技术学院,河南 开封 475004)
0 引言
X62W 型万能铣床是一种通用的多用途铣床,可以对各种零件进行平面、斜面、沟槽、齿轮及成型表面加工。 但其原有的继电器-接触器控制系统接线复杂、触点多,易发生故障,这不仅给操作和维修人员增加了麻烦, 也影响了生产率的进一步提高。为了提高控制系统的可靠性和机床的加工效率,我们应用PLC 技术对万能铣床控制系统进行了改造。
PLC 以其可靠性高、抗干扰能力强、编程简单、使用方便、控制程序可变、体积小、功能强等特点,在机床改造、自动生产线上得到了广泛应用。 利用PLC 改造机床电气系统, 是将各个电气元件直接与PLC 的各个输入、输出端口相连,元件之间的连接关系,以及各线圈的状态由逻辑程序确定,元件之间不存在直接的串联或并联,所以线路简单,维护和设计比较容易。 为此,我们选用三菱FX2 系列PLC对X62W 万能铣床进行电气改造。
1 万能铣床的电气控制要求及其改造原则
1.1 万能铣床的电气控制要求
万能铣床的电气控制应满足以下要求:(1)X62W 万能铣床的主运动和进给运动之间没有速度比例协调的要求,各自采用单独的笼型异步电动机拖动。 (2)为了能进行顺铣和逆铣加工,要求主轴能够实现正反转。 (3)为了提高主轴旋转的均匀性,并消除铣削加工时的振动,主轴上装有飞轮。 这使主轴转动惯量较大。 因此,要求主轴电动机有停车制动控制装置。 (4)为适应加工的需要,主轴转速与进给速度应有较宽的调节范围。 X62W 铣床采用机械变速的方法,为保证变速时齿轮易于啮合,减小齿轮端面的冲击,要求变速时有电机瞬时冲动[1]。(5)进给运动和主轴运动应有电气连锁。 为了防止主轴未转动时工作台将工件送进,损坏刀具或工件,进给运动应在铣刀旋转之后才能进行。 为了降低加工工件的表面粗糙度,必须在铣刀停转前停止进给运动。 (6)工作台在6 个方向上运动要有连锁,使工作台在上、下、左、右、前、后6 个方向上,只能有一个方向的进给运动。(7)为了适应工作台在6 个方向上运动的要求,进给电动机应能正反转。快速运动由进给电动机与快速电磁铁配合完成。(8)圆工作台运动只需一个转向, 且与工作台进给运动要有连锁, 不能同时进行。 (9)冷却泵电动机M3 只要求单方向转动。 (10)为操作方便,应能在两处控制各部件的启动和停止。
1.2 万能铣床的改造原则
(1)铣床的工艺加工方法不变。 (2)原有的继电器控制系统已经过长期使用验证,安全可靠。 所以,应保留主电路原有元件,控制系统的操作方法不变。(3)用PLC 改造原有的继电器控制方式。
2 PLC 机型的选择和I/O 地址的分配
2.1 PLC 机型的选择
根据X62W 的拖动特点和控制要求,需要输入点16 个,输出点7 个,选择三菱FX2N-48MR 型PLC[2]。
2.2 I/O 地址的分配
I/O 地址的分配如表1 所示。
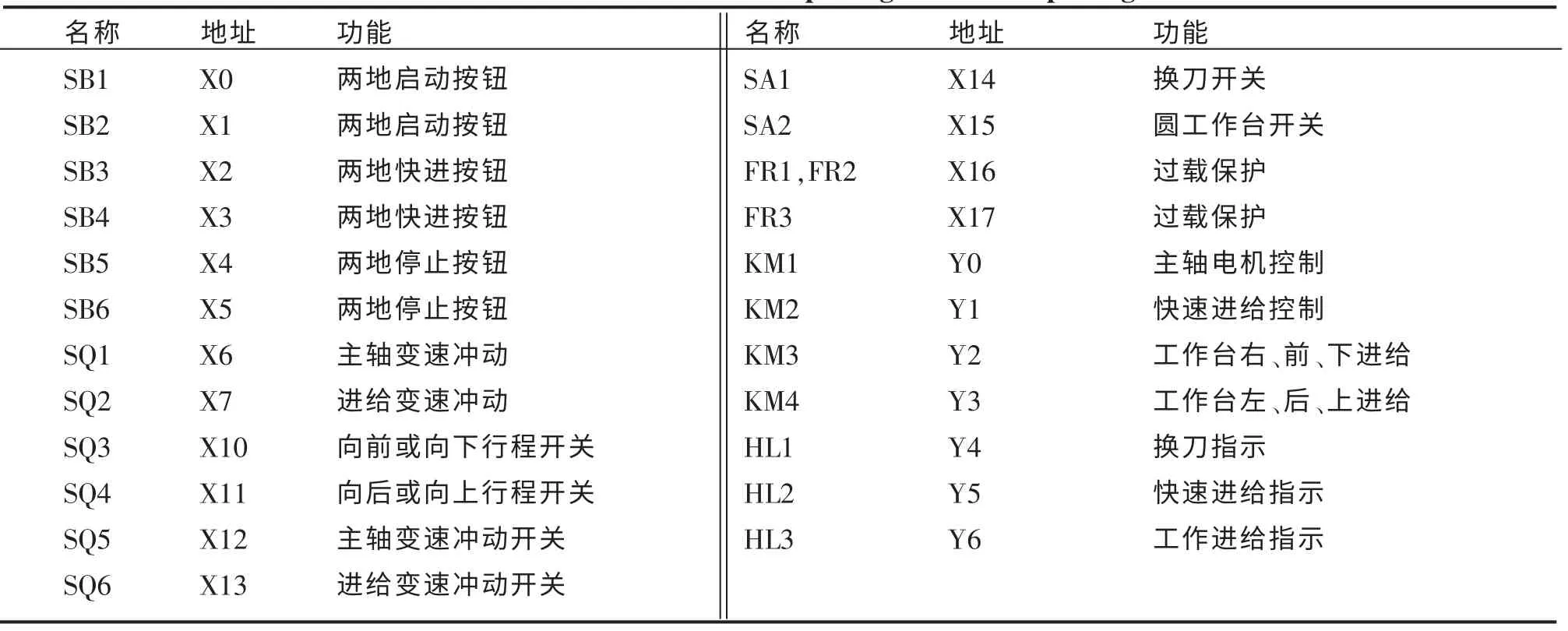
表1 输入、输出信号地址分配Table 1 Address allocation of input signal and output signal
3 改造后铣床主电路及控制梯形图分析
3.1 主电路分析
如图1 所示的主电路,有3 台电机,M1 为主轴电机,M2 为工作台进给电机,M3 为冷却泵电机。
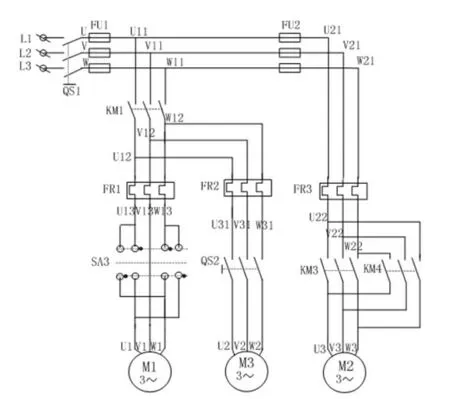
图1 铣床主电路改造图Fig.1 Milling machine main circuit transformation diagram
主轴电动机M1 由接触器KM1 控制,其旋转方向由SA5 倒顺开关预先选择,热继电器FR1 实现过载保护。 接触器KM3 和KM4 控制M2 电动机正反转,实现工作台6 个方向的工作进给和快速移动。冷却泵电动机M3 由接触器KM1 和QS2 刀开关控制,KM1 得电后,M3 才能启动,实现了主轴和冷却泵之间的顺序启动。
3.2 梯形图程序设计分析
应用PLC 对原有的继电器接触器系统进行改造后,对应PLC 的I/O 接线图如图2 所示,梯形图程序如图3 所示。
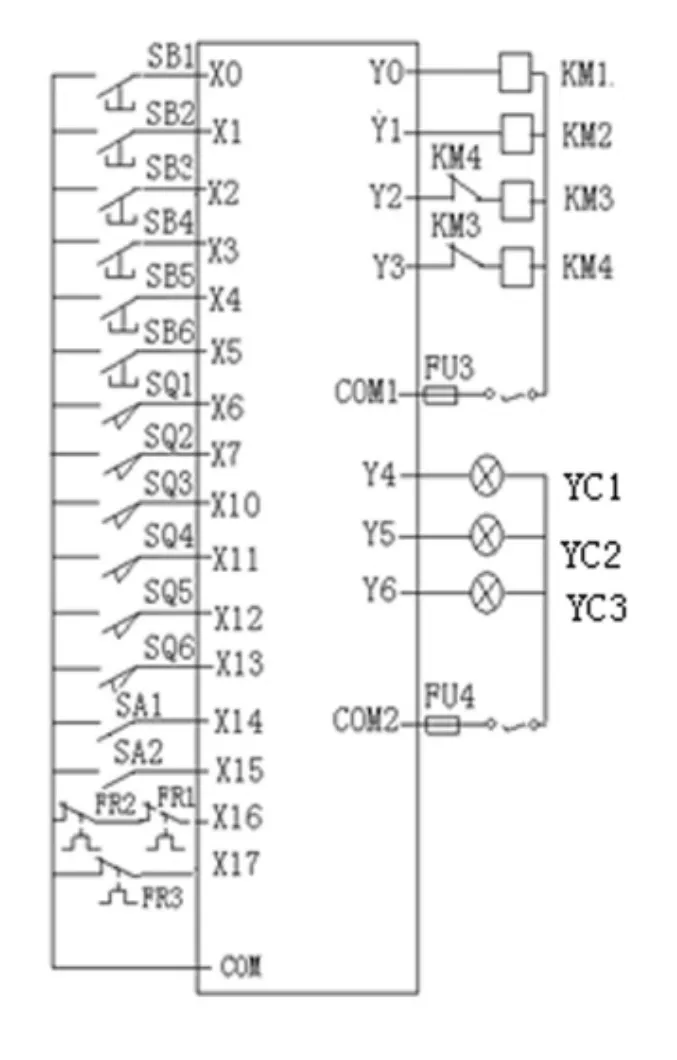
图2 改造后的I/O 线路图Fig.2 I/O circuit diagram after transformation
3.2.1 主轴电机的启动
主轴电机启动之前,由SA3 选择好转向,并合上电源开关QS1。然后,按下启动按钮SB1 或SB2,KM1 的三对主触点闭合,主轴电动机M1 启动。
3.2.2 主轴电机的制动
主轴制动时,按下SB5 或SB6,使KM1 线圈断电,主触点断开,M1 电机停转。
3.2.3 工作台进给控制
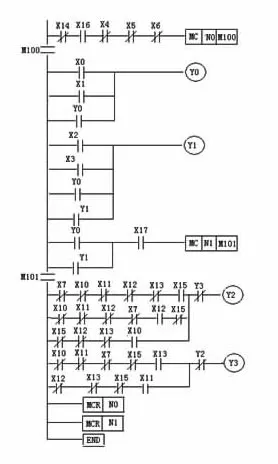
图3 PLC 梯形图Fig.3 PLC trapezoid diagram
工作台的进给运动有左右运动、 前后运动和上下运动。以左右运动中的向右运动为例,工作台进给时,转换开关SA2 断开,使输入继电器X15 断电。手柄扳向右,合上纵向进给机械离合器,压下SQ3,使输入继电器X10 得电,X10 常开触点闭合, 输出继电器Y2 得电, 驱动交流接触器KM3 线圈得电,从而使电动机M3 正转,工作台向右移动。其他运动与此类似。
3.2.4 圆工作台的控制
合上转换开关SA2, 使输入继电器X15 得电,X15 的常开触点闭合,输出继电器Y2 得电,驱动接触器KM3 线圈得电。 从而使电动机M3 启动,拖动圆工作台运动。
3.2.5 主轴换刀时的制动控制
将转换开关扳到接通位置, 使触点SA1-1 闭合,SA1-2 断开,输入继电器X14 得电,输出继电器Y4 得电, 驱动制动指示灯HL1 亮。 换刀结束,将SA1-1 断开,SA1-2 闭合,使输入继电器X14 断电,为主轴电动机启动做好准备。
4 程序调试运行
4.1 PLC 程序写入
将设计好的PLC 程序输入到三菱FX2N-48MR型PLC 中,PLC 程序写入如图4 所示。

图4 程序写入方法图Fig.4 Program writing method
4.2 调试监控
PLC 程序写入后,连接好主电路和输入、输出电路,用GX 软件进行调试运行。 程序调试监控如图5所示。

图5 程序运行监控Fig.5 Program running monitoring
5 结语
将设计好的程序输入到FX2N-48MR 型PLC主机中,连接好主电路和PLC 输入、输出电路,按照上面的操作方法进行调试,可满足控制要求。
经使用,用三菱PLC 改造后的X62W 型万能铣床,取得了非常好的效果。 在使用过程中发现,用三菱PLC 替代原来的继电接触器控制系统, 提高了系统的可靠性和安全性,减少了机床的故障的发生,生产效率也得到了很大的提高, 并且降低了日常维护成本。
[1] 吴丽. 电气控制与PLC 应用技术[M]. 北京:机械工业出版社,2007:79.
[2] 廖常初. FX 系列PLC 编程及应用[M]. 北京:机械工业出版社,2005:124.
[3] 龚仲华. 三菱FX/Q 系列PLC 应用技术[M]. 北京:人民邮电出版社,2006:113.
[4] 洪志育. 例说PLC[M]. 北京:人民邮电出版社,2006:402.
