湖北某复杂多金属铜硫钨矿石综合回收试验研究
2010-12-08李茂强
李茂强
(湖南辰州矿业股份有限责任公司,湖南沅陵 416907)
·采 选·
湖北某复杂多金属铜硫钨矿石综合回收试验研究
李茂强
(湖南辰州矿业股份有限责任公司,湖南沅陵 416907)
针对湖北某多金属铜硫钨矿石特点,通过系统的条件试验研究,确定了最佳分选工艺流程与工艺参数并进行了小型浮选闭路试验,分离出铜、硫、钨三种精矿产品,选矿指标良好,为在工业上实现该矿石的综合回收提供了依据。
多金属共生矿;铜硫钨;综合回收
湖北某铜硫钨矿有多年开采历史,原矿含WO30.2%~0.25%,含Cu 0.12%~0.15%。矿区选矿厂采用铜硫混选-铜硫分离-白钨常温浮选的工艺生产出铜精矿、钨精矿、硫精矿三种产品。统计数据表明选矿厂的生产指标不理想:铜精矿品位10%~12%、回收率55%~62%,钨精矿质量45%~55%,回收率55%~60%,在冬季气温低下时选别指标更差,使资源难以得到充分回收,制约着企业经济效益的提高。为提高该矿区矿石的综合利用率,突破企业发展瓶颈,针对矿石的实际性质,结合现场的生产实践,在试验室进行了一系列的探索试验,获得了良好的选别指标:铜精矿含 Cu 18.21%、回收率73.79%;钨精矿含WO361.54%,回收率70.64%;硫精矿含S 38.74%、回收率85.35%。
1 矿石性质
矿石中金属矿物以黄铁矿为主,次为磁铁矿、赤铁矿、白钨矿、黄铜矿,少量辉铋矿、磁黄铁矿;非金属矿物有方解石、石英、石榴石、萤石、绿帘石、透辉石、碳酸盐矿物等。矿石的化学分析结果列于表1。

表1 试验矿样化学分析结果 %
对矿石的岩矿鉴定表明,白钨矿的嵌布粒度较细,-0.074 mm粒度的占67%以上,不适合采用重选方法回收。黄铜矿多存于黄铁矿边部,主要呈散粒状分布,较少与黄铁矿毗连嵌生,主要呈星散状嵌生于脉石矿物晶粒间,嵌部粒度不均匀与白钨矿共生关系不密切,总体上属细粒嵌布,多数在0.03~0.1 mm之间。黄铁矿是矿石中的主要硫化矿物,呈细脉状或散粒状、浸染状分布于矿石各处,总体上嵌布粒度较粗,一般为0.07~0.2 mm。
2 试验研究
2.1 浮选方案的选择
根据矿石性质与现场的生产实践经验,含铜黄铁矿的选别方案有两种:(1)优选浮选。一般是先浮铜,然后再浮硫。捕收剂用黄药,或黄药与黑药混用;(2)混合浮选。一般在中性介质(pH值7左右)中进行铜硫混浮,然后铜硫分离。实现铜硫分离的方法有三种:石灰法、石灰+氰化物法、加温法。其中石灰法是最常用的方法,其实质是在石灰造成的强碱性介质中抑制黄铁矿[1]。白钨矿是该矿石主要的目的矿物之一,白钨矿浮选工艺通常有彼德洛夫法(即浓浆高温法)和731氧化石蜡皂常温浮选法[2]。考虑到当地气候因素,以及多年生产指标不太稳定的现实,采用彼德洛夫法减少气温对浮选过程的影响,以稳定选别指标。
由原矿性质可知,原矿铜品位低而硫品位相对较高,为获得高质量白钨矿,须在浮钨前先浮出含硫矿物,以减少硫化矿对浮钨作业的影响。采用混合浮选,在浮钨前不对硫铁矿进行抑制,既可以保证硫化矿在浮钨前上浮完全,同时也避免了优先浮选对硫铁矿的“重压重拉”。混合浮选精矿只需对硫铁矿进行简单的抑制,即可分离出合格的铜精矿与硫精矿。因此试验确定的浮选方案为铜硫混选-铜硫分离-彼德洛夫法浮选白钨的浮选工艺。
2.2 磨矿细度试验
目的矿物单体解离是矿石进行有效分选的先决条件,为此先考察磨矿细度对浮选指标的影响,试验流程与结果分别如图1、图2所示。

图1 磨矿细度试验流程

图2 磨矿细度对浮选指标的影响
磨矿细度试验结果表明,随着磨矿细度提高,粗精矿铜、钨回收率逐渐提高。在磨矿细度达74%左右时,粗精矿回收率达到最大值,两种粗精矿的品位也与回收率曲线呈同步关系。此后再增加磨矿细度难以提高粗精矿回收率,粗精矿品位也呈下降趋势,说明矿石开始出现过磨而泥化现象,恶化浮选过程。因此,适宜的磨矿细度为-0.074 mm占74%。
2.3 铜硫浮选条件试验
在固定磨矿细度为-0.074 mm占74%的条件下进行铜硫浮选条件试验,以考察药剂种类与药剂用量对铜硫浮选的影响。试验的工艺流程与药剂制度按图1所示流程获得铜粗精矿后,添加石灰抑制硫铁矿(pH值控制在10),以实现黄铜矿与硫铁矿的浮选分离。试验进行了丁铵黑药、丁铵黑药+黄药、丁胺黑药+黄药+CSU作捕收剂的试验研究。试验结果列于表2。

表2 不同捕收剂组合对铜硫浮选的影响
试验结果表明,单一使用丁铵黑药作为捕收剂时,其捕收性能与选择性明显逊于使用混合药剂,尾矿中金属损失严重,硫化矿上浮不完全对白钨浮选不利。采用混合药剂制度,利用药剂间的协同效应,能大大提高铜精矿的回收率。添加少量CSU替代部分丁铵黑药,可使损失在硫精矿的铜金属减少,进而提高铜精矿的回收率,同时使铜精矿质量有较大幅度提高,说明CSU是一种选择性好、对黄铜矿捕收能力强的高效捕收剂。
2.4 白钨浮选条件试验
按图1流程工艺优先浮出硫化矿物后,进行白钨浮选的条件试验以考察相关条件参数对选别指标的影响。
2.4.1 pH条件试验
采用纯碱作为pH调整剂,考察了pH值对白钨浮选的影响,试验结果列于表3。
从表3的试验数据可以看出,随着矿浆pH值的增大,白钨粗精矿品位有所下降,回收率不断上升,在pH值为9时,白钨粗精矿的回收率达到最高。此后再提高矿浆pH值将导致回收率下降。这可能是由于纯碱用量过高,矿浆中存在过多CO32-离子,与油酸根阴离子产生竞争吸附,引起精矿的回收率下降。因此选择最佳的pH值为9。

表3 pH值对白钨浮选的影响
2.4.2 水玻璃用量试验
固定矿浆pH=9,选用水玻璃作脉石矿物抑制剂,考察了水玻璃用量对白钨浮选的影响,试验结果列于表4。
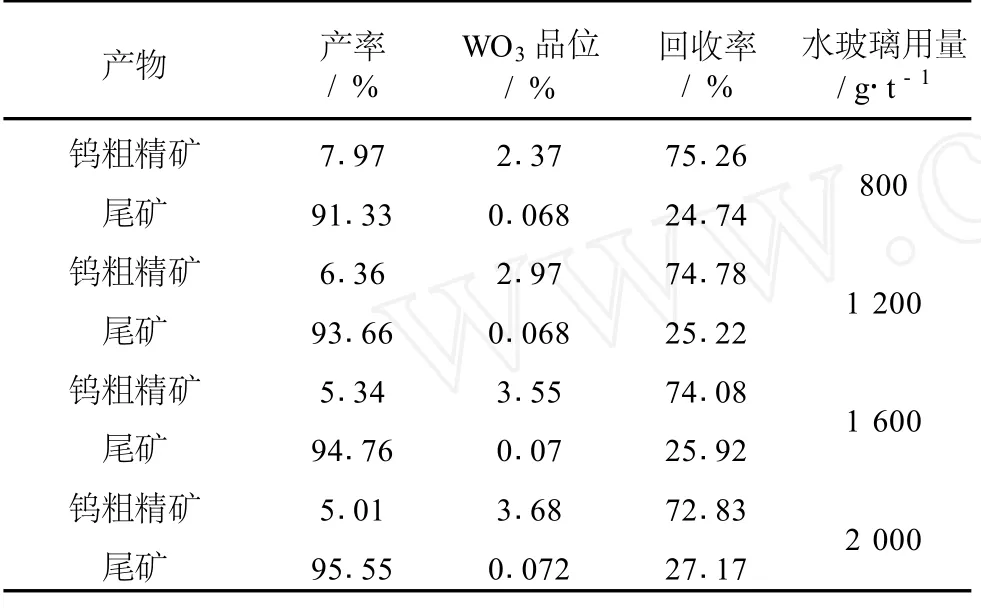
表4 水玻璃用量对白钨浮选的影响
表4试验数据显示,随着水玻璃用量增加,白钨粗精矿品位提高,但回收率有所降低,综合考虑确定水玻璃用量为1 600 g/t。
2.4.3 皂化油酸用量试验
固定矿浆pH值为9,水玻璃用量1 600 g/t,选用皂化油酸作白钨矿捕收剂,考察了皂化油酸用量对白钨浮选的影响,试验结果列于表5。
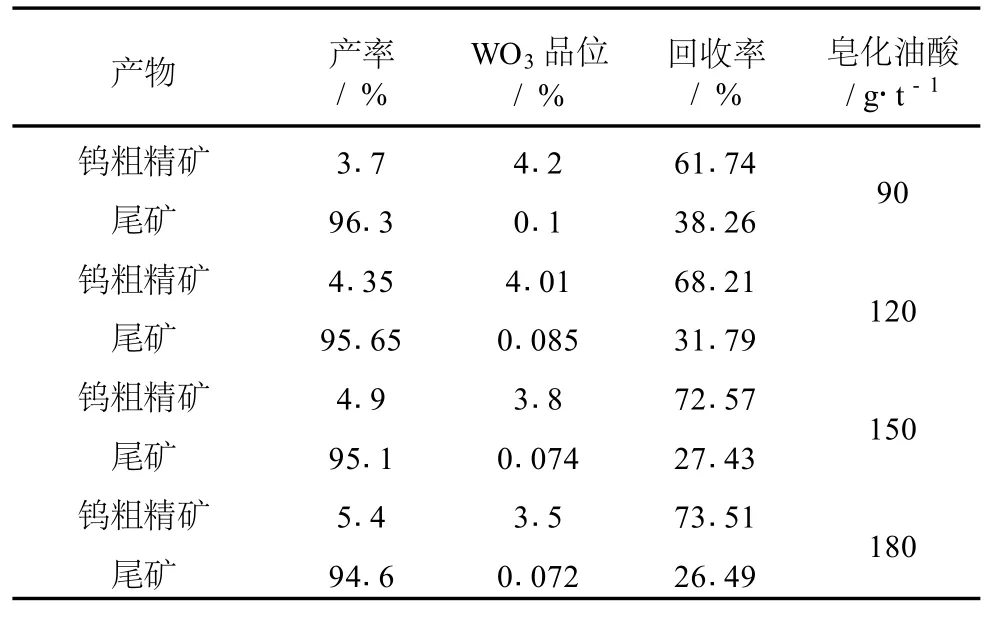
表5 皂化油酸用量对白钨浮选的影响
表5试验结果表明,随着油酸用量的增大,白钨粗精矿回收率不断上升,品位有所下降,在油酸用量达150 g/t以上时,精矿的回收率提高幅度不大。因此皂化油酸的用量控制在150~180 g/t之间为宜。
2.4.4 白钨精选试验
对白钨粗精矿进行加工浮选是获得高质量白钨精矿的重要途径。考虑到当地气候因素,采用彼德洛夫法减少气温对浮选过程的影响。参照同类矿山选矿厂生产实践确定加温浮选的工艺参数:粗精矿解析浓度为50%,解析温度为95℃,水玻璃模数为2.79,用量为70 kg/t(以白钨粗精矿干量计),搅拌解析时间为1 h。白钨精选试验结果列于表6。
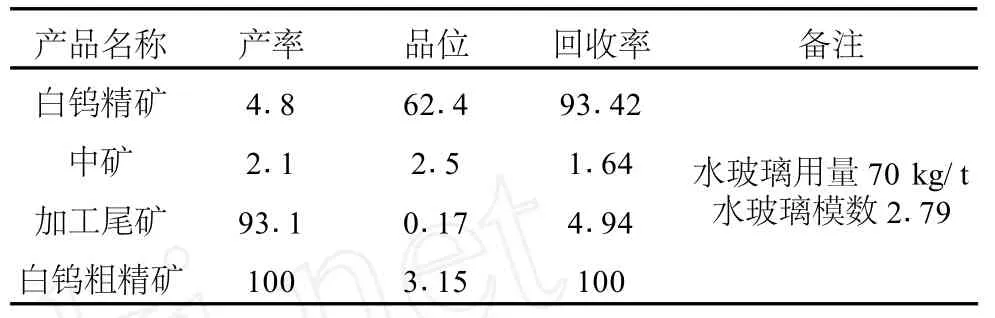
表6 白钨精选试验结果
表6试验结果表明,采用彼德洛夫法获得了较好的选别指标,适合处理该矿区矿石,所选择的工艺参数也较为合理。
2.5 闭路试验
根据前面的开路试验结果,优化了影响浮选指标的各种参数,并进行了小型闭路试验。试验流程如图3所示,试验结果列于表7。

表7 试验室小型闭路试验结果 %
闭路试验结果表明,通过改进浮选工艺流程与优化工艺参数,明显提高了精矿产品的质量与回收率,有效减少了尾矿中的金属损失,提高了资源的综合利用率。
3 结 论
1.该矿石属于细粒嵌布复杂多金属矿石,较适合采用浮选进行综合回收。为获得高质量白钨矿,须在浮钨前先浮出含硫矿物。
2.根据该矿石的实际性质,制定了铜硫混选-铜硫分离-彼德洛夫法浮选白钨的工艺,并通过小型闭路试验验证,获得了良好的选别指标。
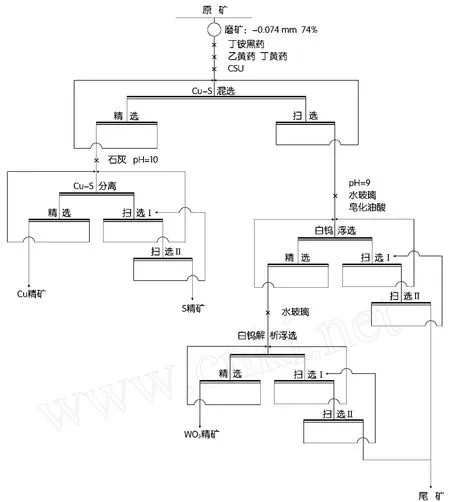
图3 试验室小型闭路试验流程图
3.该矿石适宜的磨矿粒度为-0.074 mm占74%,过磨会致使金属损失于尾矿中。
4.铜硫混选时采用组合捕收剂药剂制度获得的选别指标明显优于单一捕收剂药剂制度,说明药剂间存在利于浮选过程的协同效应。
5.采用彼德洛夫法能有效减少气温对浮选过程的影响,稳定浮选指标。
[1] 胡为柏.浮选[M].北京:冶金工业出版社,1986.
[2] 曾惠英.某白钨矿浮选试验研究[J].江西有色金属,2007,21 (2):19-21.
Research on Comprehensive Recovery of a Hubei Cu-S-WO3Polymetallic Ore
LI Mao-qiang
(Chenzhou Mining Group Co.,Ltd,Yuanling416907,China)
Systemic flotation tests were adopted according to the characteristics of a Hubei Cu-S-WO3polymetallic ore.The optimum separation processing flow and parameters were determined,subsequently miniature closing flotation test was undertaken.The separation index showed well,which provided foundation for comprehensive recovery of that complex ore in industry.
polymetallic ore;Cu-S-WO3;comprehensive recovery
TD952
A
1003-5540(2010)06-0001-04
李茂强(1965-),男,工程师,主要从事选矿技术管理工作。
2010-09-12
