在线热熔法涤纶保暖非织造絮片的研制
2010-12-08辛长征王利娜
辛长征 王利娜
(河南工程学院,郑州,450007)
在线热熔法涤纶保暖非织造絮片的研制
辛长征 王利娜
(河南工程学院,郑州,450007)
为了实现热熔法涤纶保暖非织造絮片的在线生产,对热熔粉、远红外粉、纤维原料的配比、纤维网的蓬松度、撒粉条件、热熔加固等工艺进行了研究。结果表明:当热熔粉质量占纤维网质量10%,复合远红外粉质量占热熔粉质量11%,纤维网的蓬松度控制在35~40 g/cm3,撒粉高度控制在8~20 cm时,可获取较好保暖性能的涤纶非织造絮片。
涤纶絮片,热熔粉,远红外粉,保暖性
目前保暖类涤纶非织造絮片的加工方法主要是远红外纤维加工法,即将远红外纤维和普通涤纶按一定比例混配后梳理成网,然后热熔加固。该方法制得的非织造絮片保温性能好,耐洗涤性较好,但加工路线长,远红外纤维的线密度较大,絮片的手感受到影响,且成本较高[1-5]。研究小组从2003年起就开始探索通过在纤维网中均匀施加一定比例的热熔粉和远红外粉,并通过调整纤维配比、加固工艺参数等手段来获取较高保暖性能的涤纶絮片。翟亚利等[6]对远红外涤纶絮片的生产进行了初步工艺探索,但对纤维网的组成、热熔粉和远红外粉的复配以及热熔工艺对絮片的影响没有进行更深入的讨论。本文对以上几个方面进行了探索研究,并在郑州豫力无纺布有限公司试生产,制得保暖性、透气性和手感较好的涤纶絮片。
1 试验部分
1.1 原料与试剂
3.3 dtex×38 mm中空涤纶短纤维,3.3 dtex×38 mm涤纶短纤维,郑州豫力无纺布有限公司;
M-PES ZC-901-Ⅰ、M-PES ZC-901-Ⅱ、M-PES ZC-991热熔粉,沧州化工实验有限责任公司;
远红外粉Ⅰ(2~50 μm),远红外粉Ⅱ(2~50 μm),天津大学理学院实验厂。
1.2 测试仪器与设备
YG461型定压式透气性测试仪,青岛山纺仪器有限公司;
YG606D型平板式保暖仪,无锡方圆仪器有限公司;
HD026N型电子织物强力仪,南通宏大实验仪器有限公司;
DL型撒粉机,常州市达力塑料机械有限公司;
JB90-D电动搅拌机(调速范围50~2 000 r/min),深圳市三诺电子仪器有限公司。
1.3 生产工艺流程
纤维混配→开松→混合→梳理(盖板式梳理机)→单纤维网→撒粉→交叉铺网→牵伸杂乱→热熔加固→冷却→切边→卷取
2 结果与讨论
2.1 纤维原料
涤纶絮片是由普通涤纶短纤维、中空涤纶短纤维和热黏合纤维或热熔粉组成。热黏合纤维一般为低熔点纤维(如ES纤维,低熔点涤纶等),为提高絮片的蓬松性和保暖性,可混配16% ~20%的中空纤维。本试验采用U型中空涤纶,可有效提高产品的压缩回弹性。
纤维的线密度直接影响絮片的手感、蓬松性和热熔粉在纤维网中分布的均匀性。若纤维线密度过大,纤维硬挺度就大,相同面密度的纤维网蓬松性过高,纤维网中纤维的空隙加大,从撒粉机施加到纤维网上的粉末可能穿过纤维网而落至网帘上,造成纤维网的含粉量降低,分布不匀,导致产品保暖性下降;若纤维线密度过小,虽然絮片的手感较好,但造成梳理困难,纤维网蓬松度下降,弹性变小,纤维网致密,从撒粉机上落下的粉末会聚集在纤维网的上层而不能到达纤维网的内部,同样会造成热熔粉在纤维网中分布不匀,从而影响到絮片的手感和透气性能。
在热熔法涤纶絮片生产中,通常选用线密度在3.3 dtex左右的纤维。
在絮片生产工艺中,适当提高纤维的卷曲度有利于成网和使粉末均匀地落入纤维网中,同时由于纤维网中黏合点之间的纤维保持一定的伸长率,可提高絮片的内在品质。但卷曲度过大时,造成梳理困难,会加大纤维网的不匀度。
本试验采用的纤维原料构成见表1。

表1 涤纶絮片纤维原料构成
2.2 热熔粉
热熔粉在本试验中起着重要的媒介作用,热熔粉的种类和施加量影响絮片的强度、保暖性和透气性,还影响远红外粉在纤维网中的分布状况。
2.2.1 热熔粉的选择
热熔粉的种类较多,如聚乙烯、共聚酰胺、聚酯、乙烯—醋酸乙烯共聚物等,其粒径一般在10~300 μm。为了提高热熔粉与以涤纶为主体的纤维网之间的黏结性,采用PES改性聚酯型热熔粉,其表面张力为4.46×10-4N/cm,接近涤纶的表面张力(4.3×10-4N/cm),故其与涤纶有较好的相容性。
本试验采用的几种PES热熔粉的性能指标见表2。
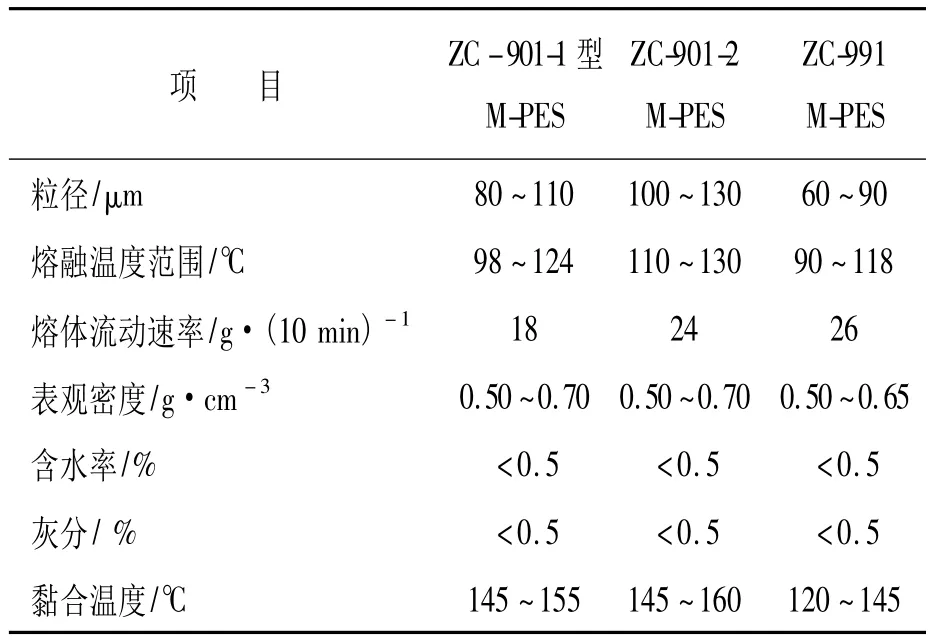
表2 几种PES热熔粉的性能指标
由于ZC-991型热熔粉的熔体流动速率高,热熔黏合时流变性能较好,黏结强度高,且熔融温度较低,利于节省能源,故本试验选用ZC-991型热熔粉。
2.2.2 热熔粉量的选择
热熔粉占纤维网的比例直接影响到絮片的强度和透气性。表3是不同比例的热熔粉对纤维网黏合效果和透气性的影响。
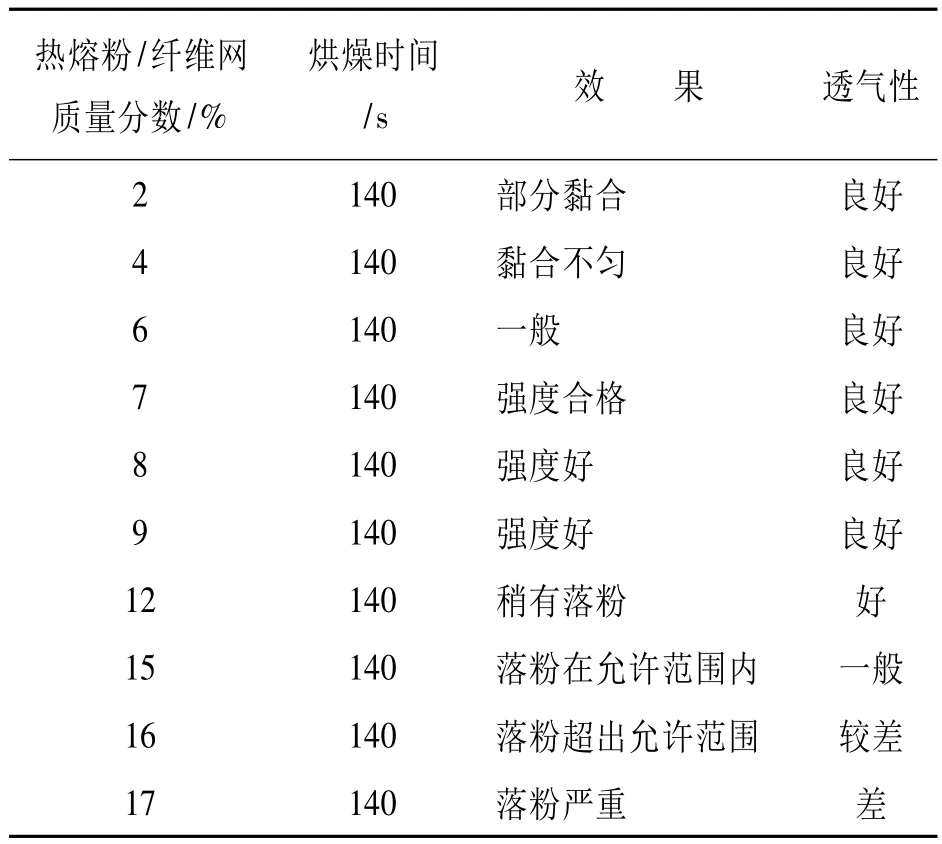
表3 热熔粉含量与黏合效果的关系
由表3可以看出,当热熔粉/纤维网的质量分数为7%~15%时,制得的絮片既符合强度要求,又能满足透气性要求。
在此基础上,进一步研究热熔粉含量对絮片保暖性的影响。图1是热熔粉含量与絮片CLO值的关系曲线。随着热熔粉含量的增加,开始时絮片的CLO值增高;当热熔粉/纤维网的质量分数在9%~11%时,絮片的CLO值处于较高区间;当热熔粉/纤维网的质量分数大于11%时,絮片的CLO值下降,这可能是因为热熔粉含量较多,在纤维网中形成了板结。综合图1和表3数据,热熔粉/纤维网的质量分数在10%左右时,絮片具有较好的保暖性、机械强度和透气性。
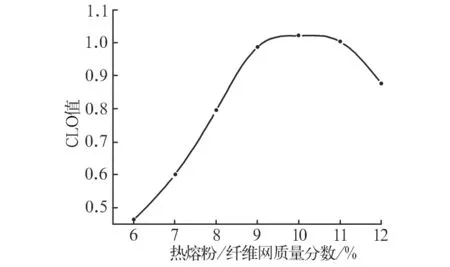
图1 热熔粉含量与絮片CLO值的关系
2.3 远红外粉
从经济效益的角度考虑,按单位施加量计,远红外粉的价格比远红外纤维的价格低廉,同时由于远红外粉直接作用于纤维表面,远红外发射效果要比远红外纤维优异,且可根据客户要求采用不同功能、不同种类、不同用量以及复合型远红外粉来满足不同用途的需求,故本试验选用远红外粉以制得具有较高保暖性的絮片。
2.3.1 远红外粉的选择
远红外粉可吸收外界的能量(如太阳能、人体向外散失的能量)并储存起来,再向人体反馈,从而使人体感到有升温效果[7-8]。研究表明,两种或两种以上的远红外粉混合物比单一物质有更高的远红外比辐射率。
人体温度一般在36.4~36.9℃之间,只有在此温度区间具有较大发射率的远红外辐射体才具有较佳的效果。本试验采用质量比为1∶1的MgO/Al2O3复合氧化物远红外粉剂,其性能指标见表4。
从表4可以看出,两种或两种以上陶瓷粉混合使用的远红外效果优于单一类型陶瓷粉。
2.3.2 远红外粉量的选择
远红外粉的加入,一方面是要提高絮片的保暖性,另一方面还要在最大程度上不降低絮片的强度、透气性、色泽和手感等性能。图2是在热熔粉/纤维网的质量分数固定在10%时,远红外粉施加量与絮片CLO值的关系曲线。从图2可知,随着远红外粉在热熔粉中含量的增高,絮片的CLO值出现较大增加,当远红外粉/热熔粉的质量分数为10% ~12%时,絮片的CLO值大于1.2,随后絮片的CLO值呈现平缓下降趋势。原因可能是远红外粉含量较多时,熔融的热熔粉不能将其完全包覆,远红外粉在絮片中分布不匀,不能发挥其应有的功效[9-11]。考虑到絮片的强度、透气性、手感等因素,本试验采用远红外粉/热熔粉的质量分数为11%左右。

表4 氧化物类远红外粉的性能指标

图2 远红外粉含量与絮片CLO值的关系
2.4 纤维网蓬松度的影响
在对絮片综合性能分析测试的过程中发现,纤维网的蓬松度对试验效果和产品性能也有较大的影响。以面密度200 g/m2的纤维网为例,对蓬松度较小的纤维网,在施加热熔粉和远红外粉时,受到的阻力较大,导致纤维网的上下层热熔粉含量不匀;反之,对蓬松度较大的纤维网,则落粉损失大,热熔粉含量亦不匀。表5是200 g/m2的纤维网蓬松度对生产工艺及产品性能的影响。
经反复试验,发现当纤维网的蓬松度在35~40 g/cm3时产品性能优异,粉末在纤维网中下落自然,分布均匀,黏合强度良好。
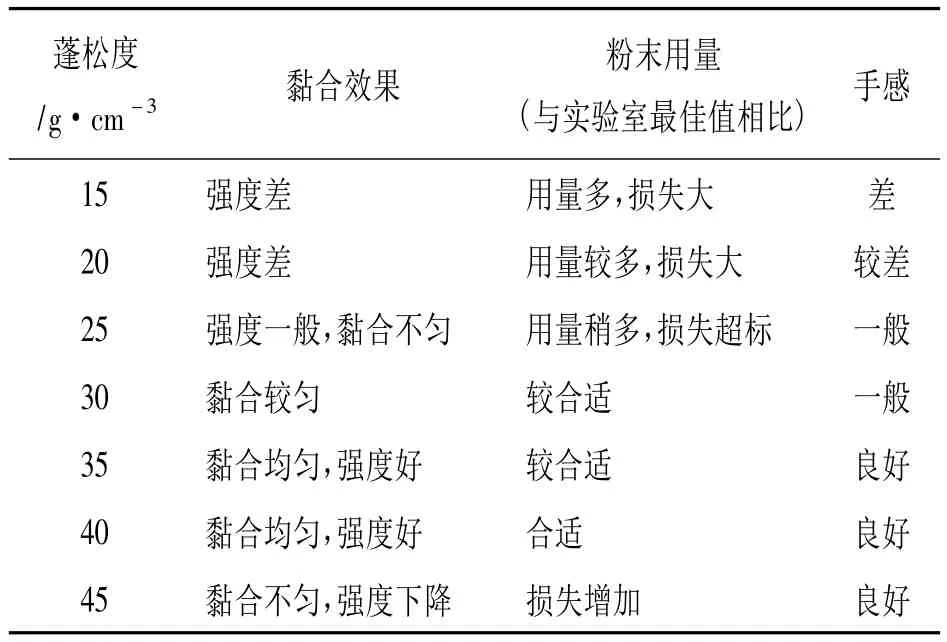
表5 200 g/m2纤维网的蓬松度对生产工艺及产品性能的影响
在纤维网面密度固定的前提下,纤维网的蓬松度与梳理机的台数,铺网速度,轧辊个数、位置及压力等因素有关。由于在线撒粉,梳理和铺网速度不宜过快,为保证产品的面密度,一条生产线需采用5~6台盖板梳理机;轧辊的个数不需太多,用两道甚至一道即可,否则纤维网结合过于紧密,对粉末分散不利,另在刚撒过粉处不宜添加轧辊,否则会造成粉末转移,入烘房后易板结。以采用6台梳理机的生产线为例,在第三台后加一道轧辊即可,其压力视实际生产情况而定。
2.5 撒粉工艺的影响
撒粉工艺参数包括撒粉次数、撒粉高度以及车间的相对湿度等。撒粉次数越多,粉末分布越均匀,产品性能越好,但投资成本高,工艺浪费大,生产条件苛刻。从生产成本和产品性能综合分析,本试验采用两次撒粉工艺,即在第二台铺网机和最后一台铺网机处各添设一台撒粉机,可以得到较满意的效果。
粉末经振动筛的高频振动落下,在自身重力和筛网施加的水平方向运动力的合力作用下,呈抛物线状轨迹运动,直至落到水平向前运行的纤维网上。撒粉高度是指筛网底部和纤维网之间的垂直高度。表6是不同撒粉高度对撒粉效果和产品外观的影响。

表6 撒粉高度对撒粉效果和产品外观的影响
从表6可以看出,撒粉高度过小,单位面积纤维网上容纳的粉末多,造成粉末积累在纤维网中,若超过纤维负荷,则会破坏纤维结构,产生落粉,产品蓬松度大大下降;撒粉高度过高,单位面积纤维网上落得的粉末少,黏合效果差,产品分离度大,虽蓬松但保温性能不佳,故撒粉高度一般在8~20 cm之间为最佳。
生产车间湿度不宜过大,否则会造成粉末团结和结块,阻塞振动筛的筛网,造成实际施加量下降,影响产品的各项性能指标,一般相对湿度控制在65% ±2%。
2.6 热熔加固工艺的影响
本试验选用的ZC-991型PES热熔粉的熔融温度范围是90~118℃,热黏合温度120~145℃,若热熔温度过高会造成布面发黄变形。通过多次在线试验,将热熔温度定在130℃ ±2℃、热熔时间控制在120~130 s时,可获得较好的黏合效果。
2.7 试生产产品的测试结果
采用以上讨论的工艺参数,在郑州豫力无纺布有限公司试生产了面密度为200 g/m2的涤纶絮片,在天津大学理学院和河南省纺织产品质量监督检验测试中心进行测试,测试结果见表7和表8。

表7 两种絮片在远红外灯照射下的温升情况对比 (单位:℃)
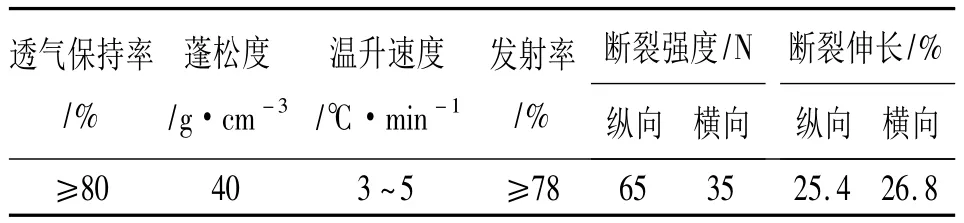
表8 在线热熔法涤纶保暖絮片性能指标
从表7和表8可以看出,在远红外灯光的照射下,两种絮片的温度都有所升高,但在线热熔法涤纶保暖絮片的升温速率要大于普通涤纶絮片,两者的温差最后接近5℃,说明热熔法涤纶保暖絮片能非常有效地吸收外界的远红外能量,且产品的综合指标均符合行业标准。
3 结论
(1)为了使在线热熔法涤纶保暖非织造絮片获取较好的黏结效果,选用PES改性聚酯型热熔粉,其用量控制在占纤维网质量10%左右时,絮片具有较好的保暖性、透气性和黏结强度。
(2)复合远红外粉在涤纶絮片中的均匀加入,可明显提高絮片的保暖效果,当复合远红外粉在热熔粉中的质量分数为11%时,絮片的CLO值达到1.5左右,温升速度3~5℃/min。
(3)为了获取综合性能较好的涤纶保暖非织造絮片,还应严格控制纤维原料的配比、纤维网的蓬松度、撒粉高度、加固温度和加固时间。
[1]薛孝川.远红外纤维的发展和应用[J].化纤与纺织技术,2003(4):19-22.
[2]王卫,薛少林,雷杰.远红外熔喷胶棉的生产与研制[J].非织造布,2001,9(3):23-26.
[3]康卫民,程博闻.远红外聚丙烯熔喷超细纤维非织造布的研究[J].产业用纺织品,2006,24(2):19-24.
[4]吴素坤.远红外纤维的研究进展[J].国外纺织技术,2003(6):1-4.
[5]沈兰萍,李一玲,范立红,等.远红外多功能保健纺织品的研制开发[J].现代纺织技术,2000,8(2):6-8.
[6]翟亚丽,辛长征,朱洪英.远红外涤纶絮片的研制与开发[J].上海纺织科技,2004,32(6):42-46.
[7]焦晓宁,程博文.远红外熔喷保暖絮片的光蓄热性能[J].纺织学报,2006,27(8):76-79.
[8]廖声海,陈旭炜,李毓陵.远红外织物功能的测试与评价[J].产业用纺织品,2003,21(10):30-33.
[9]石海峰,张兴祥,王学晨,等.光热转换纤维的蓄热性能研究[J].材料工程,2002(10):19-22.
[10]朱平,隋淑英.纳米远红外涤纶纤维的性能研究[J].纳米科技,2007,4(4):17-22.
[11]张兴祥,王学晨.含远红外辐射物质聚合物的组成与远红外发射性能[J].功能材料,2000,31(1):93-95.
Development on line of hot melting PET nonwoven wadding with warmth retention property
Xin Changzheng,Wang Lina
(Henan Institute of Engineering)
In order to manufacture the hot melting warmth retention PET nonwoven wadding,the ratio of the heatbonded powder,far infrared powder and fiber material,the bulkiness of the fiber net,the process of powdering and heat-bonded strengthening were studied.The results indicated that better warmth retention PET nonwoven wadding can be achieved with the amount of heat-bonded powder as 10%of fiber net,the far infrared powder as 11%of heat-bonded powder,the bulkiness of the fiber net as 35 ~40 g/cm3,the height of powdering is 8~20 cm.
polyester wadding,heat-bonded powder,far infrared powder,warmth retention
TS176.7
A
1004-7093(2010)03-0006-05
2009-12-08
辛长征,男,1969年生,副教授,东华大学在读博士研究生。主要从事高分子材料和非织造材料的功能改性、产品开发与教学工作。