改善高定量纸板层间结合强度的思路和途径
2010-11-22陈晓楚李杏华
陈晓楚 李杏华
(1.中国纸业投资总公司,北京,100070;2.珠海华丰纸业有限公司,广东珠海,519050)
改善高定量纸板层间结合强度的思路和途径
陈晓楚1李杏华2
(1.中国纸业投资总公司,北京,100070;2.珠海华丰纸业有限公司,广东珠海,519050)
对于多层纸板来说,层间结合强度是一项重要的质量指标。纸板层间结合强度直接影响印刷质量,同时对纸机抄造也有一定的影响。影响纸板层间结合强度的因素较多,且各因素对纸板层间结合强度的作用效果各不相同。笔者主要从原料工艺调整、化学品使用工艺以及纸机操作等方面,提出一些改善纸板层间结合强度的思路、途径和方法。
层间结合强度;原料工艺;化学品;操作参数
印刷机印刷速度和印刷要求的提高对涂布白纸板的印刷表面强度和纸板层间结合强度 (z向强度)也提出了更高要求。提高纸张表面强度,减少纸张掉粉现象以及提高纸板层间结合强度,减少印刷过程中尤其是实地大墨位印刷中出现起泡离层现象,是适应印刷机高速印刷和减少纸机生产过程中因纸板起泡离层造成断纸现象的需要。因此,提高涂布白纸板的表面强度和纸板层间结合强度是造纸行业多年来十分关注并急需解决的问题。
佛山华丰纸业有限公司珠海分公司于 2006年底顺利投产,主体生产线由浆料制备系统、抄纸涂布系统、完成系统构成。纸板机工作车速为 700 m/min,卷纸宽度为 4650 mm。该生产线采用世界上最先进的四长网加顶网的纸幅成形技术;以大辊径压榨加靴式压榨作为主脱水压榨,三压为整饰压榨;配有最先进的膜转移表面施胶机,3个涂布头的机内涂布机加底板施胶机,并配置了先进的机内硬、软压光机分别对原纸及涂布纸进行表面整饰;采用世界上最先进的DCS系统、QCS系统和电气传动系统,对整条生产线的车速、质量和操作进行全方位监控;主体设备和控制系统由芬兰、美国、日本等国家的造纸设备和电气供货商提供。产品定位为高档涂布白纸板,广泛用于家用电器、酒类、药品、玩具、食品、饮料等包装的各类高级包装制品。自投产以来,产品的外观、物理性能、印刷适应性均达到国内较高水平。
在近期生产中,公司针对市场反馈和客户投诉的纸板层间结合强度低、印刷起泡离层等问题,组织各工段的技术人员进行市场调研并参考化学品应用专家的建议和纸机操作说明,从生产工艺和纸机操作参数等方面入手,将高定量产品的层间结合强度提高了一个档次,能够满足和适应不同客户的使用要求。影响纸板层间结合强度的因素较多,且各因素对纸板层间结合强度的作用效果各不相同,因此,要在提高纸板层间纸板结合强度的同时控制好生产成本就显得比较困难。笔者主要从工艺调整、化学品使用工艺以及纸机操作等方面提出一些改善纸板层间结合强度和降低生产成本的思路、途径和方法。
1 纤维原料
1.1 浆料质量
用于生产涂布白纸板的主要原料是废纸。废纸利用率的提高,必然引起废纸质量的劣化。根据再生废纸的利用情况及与本色浆比较的结果,废纸质量劣化主要有以下 3种情况:①因废纸存放时间太长及保存方法不妥而使抄纸性能及强度下降;②因重复使用而劣化;③因印刷、后加工处理而劣化。在这 3种劣化情况中,因废纸长期存储而自然劣化的现象很少。其实,废纸质量的劣化与长期存放或 1~2年内的保存时间没有太多的关联,而与保存方法、储存环境有关。有资料显示,高水分 (含水量 30%)保存与低水分保存相比,高水分保存下的废纸强度明显下降。研究发现,重复使用是废纸质量劣化的主要原因,废纸的利用率和再生利用的次数与废纸质量密切相关。利用次数越多,利用率越高,废纸质量劣化就越严重。不可否认,浆料的质量状况对改善纸板层间结合强度有着很大的影响。纤维的品种和形态、回用次数、纤维角质化程度、纤维抄造工艺、纸张印刷工艺以及每批废纸构成的不均一性和采购渠道的不同,都会造成废纸质量波动较大,反映在生产中最直接的质量指标就是打浆度的差异 (从 32~62°SR不等)。合理调整纤维配比,控制好浆料打浆度,降低各层浆料之间的打浆度差异,有利于纸板层间结合强度的改善。
1.2 浆料打浆度
要取得良好的纸板层间结合强度,首要的问题是掌握好各纸层的浆料打浆度。通过打浆处理和特殊的热分散处理,在去除胶黏物的同时软化纤维,可使层间纤维的接触面积增加,且相邻纸层用浆的打浆度尽可能接近。针对高定量纸板存在衬芯容易分层的状况,在衬层纤维配比较为固定,生产操作调整手段不多的情况下,可通过调整芯浆浆料配比并通过芯浆的匀整磨浆来缩小衬芯之间浆料的打浆度差异。
原芯浆原料配比为 40%OCC(废旧箱纸板)+60%3#美废,打浆度为 33~38°SR;原衬浆原料配比为 30%OMG(废旧杂志纸)+70%8#美废,打浆度为 45~50°SR。
高定量纸板生产期间,调整原料配比并开启芯浆的盘磨对浆料打浆度进行调整。芯浆原料配比调整为100%3#美废,打浆度为 40~45°SR。通过调整芯浆的打浆度,可降低衬、芯层浆料打浆度的差异,为高定量纸板的生产提供浆料质量保证。
2 纸机操作
2.1 网部调整
网部工艺参数的调整对提高纸板层间结合强度也有较大的帮助。根据纸机供应商的介绍,笔者及其团队做了一定的尝试和摸索,并总结了一些经验。通常,可通过适当地提高浆料上网浓度及浆网速比、控制复合点的真空度和纸幅水分、改变结合浆层纸幅的成形方式,来提高纸板层间结合强度。
(1)提高芯浆流浆箱的上网浆浓至 1.0%左右。提高上网浆浓的目的是降低纤维在纵向上的分布,提高细小纤维的留着率。同时也要注意,过高或过低的上网浆浓会导致纸板层间结合强度降低。过低的上网浆浓可能导致细小纤维在网面上过多地流失,造成各纸层浆料在结合处的局部打浆度差异;过高的上网浆浓则会使气泡夹入浆料中且不易从浆料中脱除。
(2)提高浆网速比可以降低纸板纵横向挺度比及提高层间结合强度;可使纤维纵向布浆量降低,纤维横向布浆比例提高,纤维在 z向上的分布也会有一定的增加。
(3)尝试调整待结合层纸幅的成形方式,以避免由于脱水方式造成网部浆料打浆度差异的增大和纸幅中气泡含量的增加。
(4)芯网辅助成形器加靴形压榨的加压压力不可太高。在高定量纸板生产期间,适当降低加压压力有利于提高纸板层间结合强度。
(5)提高复合点真空度或提高复合点处纸幅的水分有利于提高纸板层间结合强度,可通过复合点处的水分均衡层间的细小纤维分布。通常,复合点处的纸幅干度在 12%~16%之间,且上下两层纸幅水分差异在 4%左右。
(6)调整底网高真空度,以加强纸板的脱水,尽可能地减少湿纸幅中的细小气泡含量。
2.2 压榨部
尽可能保证压榨毛布的清洁。在保证纸幅出压榨的干度前提下,逐步提高加压压力,采用较大的压榨线压力有利于提高纸板层间结合强度。纸幅在各个压区的传递过程中,尤其是在纸幅进入第 1组烘缸处,减小纸板的牵引力也有利于纸板层间结合强度的提高。
预压和压榨时,挤压脱水和黏合作用会使一部分空气转移到湿纸层之间,造成纸板层间结合不良和z向强度下降,严重时会造成起泡、离层现象。要去除上网浆料中的空气,除了妥善控制好浆速和浆浓外,还要设法排除存在于浆料悬浮液里的细小气泡以及短循环白水中的气泡含量。
2.3 干燥部
干燥速度不可太快。在层间纤维未产生强有力的氢键结合前,应逐步升温,否则会使纸板外层纤维致密化,影响内部水分的顺利蒸发而造成纸板在干燥部起泡。与此同时,大量的蒸汽会破坏纤维间已产生的氢键结合 (较为脆弱的层间结合力)。
选择透气度合适的干网。通常第 1组干网透气度在 120~150 CFM (1 CFM =16.4 cm3/min)之间,第 2组、第 3组干网透气度在 350~400 CFM之间,表面施胶前的干网透气度在 300~350 CFM之间,表面施胶后干网透气度在 300~350 CFM之间。
3 化学品使用工艺
3.1 阳离子淀粉
在浆料中加入阳离子淀粉不仅有利于提高纸料中细小纤维的留着率,使纤维间的结合更紧密,从而提高各纸层间的纤维结合强度;而且阳离子淀粉具有形成新键的能力,在带负电荷的纤维之间起“架桥”作用,使纤维-纤维间的氢键结合变为纤维-淀粉-纤维间的结合,后者比前者具有更强的结合力。但阳离子淀粉对提高纸板层间结合强度没有其提高所加入的当层纤维间结合强度好。通常,阳离子淀粉的用量为0.8%~1.6%,当阳离子淀粉达到一定用量时,再增加阳离子淀粉用量对提高强度没有明显的帮助。阳离子淀粉对纸张纵横方向上的强度提高较明显,对 z向强度的提高不是很明显。以目前的各淀粉加工工艺来看,同种原料的阳离子淀粉的价格要高于喷淋淀粉和表面施胶用的氧化淀粉价格。
在使用阳离子淀粉时,一定要注意控制好阳离子淀粉的蒸煮质量、输送质量和储存质量,避免阳离子淀粉在未添加前受到破坏和降解,以保证阳离子淀粉发挥最大的效用。在使用阳离子淀粉时,最重要的是要使阳离子淀粉分子上的羟基完全释放出来,同时又要防止淀粉分子链被降解,淀粉分子链降解或相对分子质量降低主要有以下几点:
(1)淀粉过煮 由于每一批淀粉的质量有波动(淀粉原料、取代度、变性过程的工艺控制等),要对每一批的淀粉进行蒸煮试验并进行使用跟踪,以便及时对蒸煮程序 (稀释、加热、保温等)进行修改,以降低由于淀粉质量的波动对纸板质量产生的影响。
(2)剪切力 由于阳离子淀粉中的支链淀粉含量较高 (通常 80%),因此淀粉分子对剪切力比较敏感。搅拌时,转速不宜太高,否则淀粉分子链被打断,淀粉的使用效果下降。在输送淀粉中,不要使用离心泵,最好使用螺杆泵以保护淀粉不被剪切破坏。不要用回流来控制流量,最好用变频控制。
(3)细菌的破坏 在 90~95℃蒸煮过程中,细菌基本不能生存。但由于淀粉是葡萄糖聚合物,当在60℃以下储存时,很容易滋生细菌,因而建议根据淀粉的使用状况,考虑定时定量地添加杀菌剂。
3.2 喷淋淀粉
喷淋淀粉最高可以使纸板层间结合强度提高25%,比将淀粉简单地加入纸料中起到的效果要好得多。通过调整喷淋淀粉的浓度来调整用量和效果。但也要对喷淋淀粉的种类进行选择,做到既有较好的黏结强度又能在干燥部得到较好的糊化效果。保证淀粉颗粒的充分膨胀,暴露更多的羟基。
3.3 填料使用工艺
纸张中的填料含量对纸板层间结合强度有较大的影响。当碰到纸板层间结合强度低的情形时,通常会通过减少造成离层的浆层加填量来降低填料对纸板层间结合强度的负面作用。
3.4 表面施胶工艺
表面施胶也是提高纸张表面强度和纸板层间结合强度和挺度的重要手段。要提高纸张表面强度和纸板层间结合强度,必须保证淀粉胶料的上胶量和渗透量以及渗透深度。通常,高浓度的胶料有利于提高纸张的表面强度及纸板挺度;低浓度的胶料有利于胶料的渗透从而提高纸板层间结合强度。笔者所在公司表面施胶机采用的是先进的膜式施胶机。膜式施胶机在胶料膜厚度控制方面十分稳定,通过选用不同流量沟纹型号的计量棒来增加或减小施胶胶料膜的厚度。在调整过程中,选用施胶量增加 30%的计量棒,这样在降低胶料浓度的情况下,可保证足够的表面施胶量。为了保证表面胶料的渗透深度,可弱化浆内施胶,降低表面胶料浓度,使表面胶料更易渗透到层间;合理控制纸张进入表面施胶机前的干度对表面胶料的渗透深度和渗透量也有着重要影响,一般来说,相对较低(90%~92%)的干度有利于纸张对表面胶料的吸收。
4 工艺调整后的效果
(1)质量效果
在调整前,由于纸板层间结合强度低 (横幅层间结合强度集中在 85~98 J/m2,大多属于衬、芯分层,远低于 110 J/m2质量控制标准),纸板生产被迫做降速调整,由 330 m/min降到 310 m/min,但整个横幅两个边位衬芯结合强度仍达不到质量控制标准且横幅不稳定。通过上述几方面的调整后,纸板整个横幅层间结合强度在 120 J/m2以上,车速由 320 m/min提高到 350 m/min,纸板产量增加近100 t/d。
(2)成本效果
表面胶料通过计量棒选型调整上胶量,施胶量增大 30%,胶料浓度由 10%调整到 7%,实际表面施胶量由 1 g/m2降低到 0.9 g/m2;阳离子淀粉面层添加量由 10 kg/t增加到 12 kg/t,衬层由 15 kg/t衬浆增加到 17 kg/t衬浆。衬层助留剂 K360由 330 g/t增加到 500 g/t,PK435由 400 g/t调整到 270 g/t;将衬层的喷淋淀粉管由第一个高吸真空箱移到最后一个高吸真空箱前,以提高喷淋淀粉在纸板层间结合面的保留率。按 1000 t/d的产量计算,调整前后各化学品使用成本及整体运行成本的分析分别见表1和表2。

表1 调整前后各化学品使用成本分析 元/t
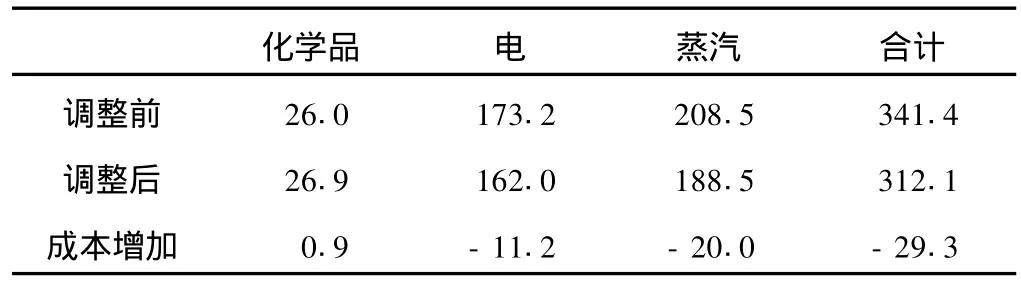
表2 整体运行成本分析 元/t
通过上述的工艺调整,不仅纸板质量稳定,产量也提高了 9.4%,整个纸机的运行效率得到提升,蒸汽用量、电耗均有一定的下降。不仅解决了纸板层间结合强度的问题,产品质量也很稳定,而且纸机的运行效率也提高了,整体运行成本降低 29.3元/t,给企业带来了丰厚的利润。
5 结 语
影响纸张质量的因素有很多,而且很多因素又是相互矛盾和对立的,如何将这些因素有机地完善组合起来生产出合格的纸板,是一门工艺管理的艺术。每个企业都有自己的原料组成、工艺特点和设备特色,这也就形成了每个企业不同的工艺思路和产品特色。因此,要根据自己的实际情况和市场需求生产出具有自身特色的产品,在原料配比、工艺方案和设备操作等每一个环节都要注意把握并认真对待。
TheWays to I mprove the I nternal Bond Strength of High GrammageM ultiply Board
CHEN Xiao-chu1,*L IXing-hua2
(1.China National Paper-industry Investment Corp.,Beijing,100070;2.Zhuhai Huafeng Paper Co.,Ltd.,Zhuhai,Guangdong Province,519050)
The internal bond strength is an important quality property ofmultiply board.It has great influence on the printing quality and PM runnability.There are many factorswhich influence the internal bond strength but all the factors have different contribution to this strength.This papermainly introduce some ways to improve the internal bond strength and at the same time lower the production cost through the furnish adjustment,chemicals application and PM operation parameters opt imization.
internal bond strength;furnish;chemicals;operation parameter
TS764
B
0254-508X(2010)12-0056-04

陈晓楚先生,硕士,工程师;主要从事纸机湿部化学品的应用工艺、废纸处理、植物纤维化学工艺及生产现场管理等工作。
(*E-mail:chenxc@hfpaper.cn)
2010-07-30(修改稿)
(责任编辑:陈丽卿)
