同步工程中涂装工艺对汽车产品开发的影响
2010-11-16李国波储灿飞阳克付
李国波,储灿飞,阳克付
(奇瑞汽车股份有限公司,安徽 芜湖 241009)
同步工程中涂装工艺对汽车产品开发的影响
李国波*,储灿飞,阳克付
(奇瑞汽车股份有限公司,安徽 芜湖 241009)
同步工程是对产品开发及其相关过程(如制造和支持等)进行集成、并行的系统化工作模式。本文将同步工程应用到汽车产品开发中,结合汽车前处理、阴极电泳涂装工艺实践,提出了在汽车车身设计沥液孔、防气泡孔、防锈蜡用孔以及钣金间隙、车身防水和防电磁屏蔽孔等的新思路。
汽车;涂装;同步工程;涂装工艺孔
1 前言
传统的汽车开发模式通常存在以下问题:
(1) 各部门之间信息沟通不足。在设计阶段,产品相关信息不能及时提供给工艺部门、制造部门、质量控制部门、销售部门及相关供应商,因而难以获得这些部门关于产品相关约束的反馈,使设计人员难以全面考虑制造过程及质量保证等问题。
(2) 产品开发周期过长。由于制造部门、质量控制部门和相关供应商不能早期介入项目,在设计中不能考虑制造可行性及质量控制要求,使产品存在先天缺陷,而这种缺陷往往到了项目后期才暴露出来。此时,需要重新设计验证,造成大量人力、物力和时间的浪费,甚至造成新产品投产后还存在不同程度的质量缺陷,导致公司及品牌信誉受损。
同步工程简称SE(Simultaneous Engineering),是对产品开发及其相关过程(如制造和支持等)进行集成、并行的系统化工作模式。信息技术和计算机辅助造型(CAS)、辅助设计(CAD)、辅助工程分析(CAE)和辅助制造(CAM)等新技术的运用,为同步工程提供了强大的技术支持。由于顺序工程方法存在产品开发周期长、成本高以及开发质量难以保证等问题,无法适应激烈市场竞争下的汽车企业的需要,因此,同步工程技术得到迅速推广。
同步工程之所以能促使产品开发在速度和质量上取得如此飞速的进步,主要是因为其具有以下特点:
(1) 强调开发过程的并行性。通过成立项目组和在产品造型设计阶段适时发布信息、预分析等,使有关部门和相关供应商能在造型阶段就及早参与项目,并开展市场、工艺、模具和关键零部件等的可行性分析。通过不同专业过程的并行开展,使占项目开发周期较长的开发过程得以同步进行,从而有效缩短开发周期。
(2) 强调开发过程的系统性。同步工程要求设计人员在造型阶段就要开始综合考虑产品生命周期的各个方面,包括产品定位、市场需求、成本、产品性能(可靠性、安全性、动力性、经济性和舒适性等)、工艺性、质量控制及报废与回收等。这就要求各专业人员及时提供各方面的意见,以便系统地考虑设计方案,在产品设计阶段时做出正确的工程决策,把错误和缺陷消除在设计阶段,从而提高设计质量,降低项目后续开发成本、制造成本及售后服务成本。
(3) 强调各相关职能间的工作协同与集成。在同步工程中,设计、制造、质量控制和销售等不再作为相互独立的过程,而是作为一个系统的有机组成部分。项目组是该系统的组织模式,项目目标是将上述各过程联系在一起的纽带。为了共同的目标,各相关职能在开发过程中遇到复杂问题能够及时沟通,以寻求最佳处理方案,有效地提高工作效率和产品质量。
顺序开发与同步工程时间进度和成本比较见图1。

图1 顺序开发与同步工程时间进度和成本比较Figure 1 Time schedule and cost comparison between sequential development and simultaineous engineering
2 汽车涂装工艺对产品开发的影响
2. 1 前处理工艺的影响
涂装前处理中脱脂工序的要求是:被处理的表面无油污、无锈、无氧化皮、无水分。如果达不到这些要求,就会严重影响磷化和电泳车身的质量,继而影响车身的防腐能力。
磷化处理是利用磷酸的离解(平衡)反应,在清洗(脱脂)过的金属底材表面析出不溶性磷酸盐的磷化膜技术。磷化膜的作用是增加附着力和耐蚀性。增加附着力,一是因所制得的磷化膜结晶微溶入金属表面,结晶的附着力良好;二是基于无数的结晶的表面凹凸,使表面积增大而提高涂膜的附着力。涂膜随着附着力的提高,防止腐蚀介质侵入的能力增强,从而提高耐蚀性(尤其能抑制漆膜下的扩蚀)。
脱脂、磷化以及不同的处理方式都对电泳膜的厚度及耐蚀性产生一定的影响。不同前处理及涂装工艺对涂膜防腐性能的影响见图2。
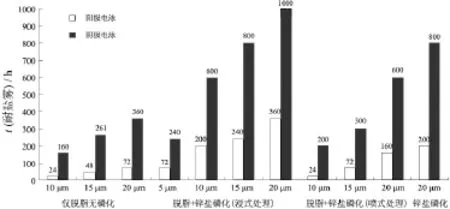
图2 不同前处理及涂装工艺对涂膜防腐性能的影响Figure 2 Effects of different pretreatment and coating processes on corrosion protection performance of film
图2表明,采用脱脂、锌盐磷化(浸式处理),然后进行阴极电泳涂装,以20 μm厚的涂膜所具有的防腐性能最好,其耐盐雾时间达到1 000 h。
2. 2 阴极电泳涂装工艺的影响
电泳涂漆法在轿车涂装中获得应用始于上世纪的60年代初,它是在轿车工业中普及和技术更新最快的车身涂底漆方法(尤其是1977年以来)。由于阴极电泳的优越性,形成了阴极电泳涂装法替代阳极电泳涂装之势,并在轿车市场上形成了未采用阴极电泳就失去竞争力的局面。阴极电泳涂装工艺经过20多年的不断完善,己成为最成熟的轿车车身、车轮和车架等涂底漆的先进技术之一,对轿车车身而言,至今尚无替代它的更先进的涂底漆的方法。
阴极电泳涂料一般为水溶性涂料,实施过程中应采用电解方式对所有暴露在外的钢板表面和车身底部进行处理。即将车身的一头接负极,并浸泡在电解槽内进行电解沉积处理。电泳底漆的主要步骤为:入槽浸泡—UF溶液(亦称超滤液,采用超滤设备对电泳漆进行过滤而产生的透明液体)冲洗(将夹缝、封闭梁内部清洗干净)—去离子水冲洗—(180 ± 5) °C烘干。烘干过程也可使车身焊装时采用的点焊密封胶固化。电泳过程中需要控制固体分、MEQ、pH、电导等13个工艺参数。
2. 3 涂装工艺设备的选择
2. 3. 1 电泳电压的选择
主要考虑涂装电压对电泳涂膜防腐性能的影响。电泳涂装电压主要取决于涂料的品种,操作时还应该综合考虑极间距、极比、槽液温度等因素,以确定最佳电压范围。电压对电泳涂膜的质量影响很大。电泳时间通常是固定的,通过提高或降低电压来调节涂膜厚度。极间电压升高,电场强度增强,电沉积量随之增加,工件内表面及半封闭面的涂膜厚度增大。但电压过高,工件入槽瞬间的冲击电流太大,涂膜沉积速度过快,易造成涂膜外观和性能变差。电压高到超过电泳膜的击穿电压时,沉积涂膜被击穿,电解反应加剧,电极表面产生大量气体,涂膜表面产生大量气泡。电泳电压过低,涂料泳透力差,沉积速度慢,效率低,涂膜变薄。一般在保证涂膜外观质量前提下,尽可能采用较高的电压进行阴极电泳涂装。电压控制在150 ~340 V为宜。
据文献报道,阴极电泳涂装时,供电方式的选择对涂膜的外观影响较大。线性升高电压既可获得较高的泳透力,又可限制峰值电流,防止涂膜弊病的产生。
2. 3. 2 电泳滑橇的选择
电泳滑橇导电杆与导电杯之间接触的良好程度会影响到电泳涂膜的防腐质量。接触不良会导致电泳不良现象。电泳滑橇的选择应考虑以下几方面因素:在滑橇选材方面,滑橇锁紧支点材料材质不亚于16MnCr5,以确保支点的强度(特别是RODIP-3运输系统);滑橇支点的表面硬度≥(48+4) HRC,硬层深度不小于0.8 mm;支点抗拉强度>1 100 MPa。
2. 3. 3 涂装前处理、电泳工艺设备的选择
涂装工艺设备特别是前处理、电泳设备对轿车车身防腐性能的提升非常重要。目前流行的前处理、电泳输送方式包括德国DURR公司设计的RODIP-3输送机系统和EISENMANN公司设计的VarioShuttle多功能穿梭式输送机系统等,都是先进的输送机系统。
2. 3. 3. 1 输送系统的选择
RODIP-3输送机系统及VarioShuttle多功能穿梭式输送机系统在槽内形式 360°自由翻转,能有效地排除轿车车身内腔及车身底部的空气,并能最大程度地排除车身内腔的残液。RODIP-3运输系统如图3所示。

图3 RODIP-3输运系统Figure 3 RODIP-3 conveying system
2. 3. 3. 2 前处理及电泳附属设备的选择
在设计涂装车间时,前处理及电泳附属设备的选择至关重要。如果选择不当,会造成诸如脱脂不尽、磷化车身颗粒较多等问题,同样也会对轿车车身的防腐能力产生不良影响。目前各汽车厂家普遍使用的设备有除铁屑系统、除油系统、除渣系统等,能有效除去槽液中的油污、杂质等,保持槽液稳定性,从而保证产品的一致性。
2. 4 涂装体系设计
2. 4. 1 涂装工艺孔的工艺要求
为了满足涂装多车型、多车间共线生产的需要,对车身涂装工艺孔的位置作如下要求和简化:
(1) 底盘相同的车型基本沿用原车身工艺孔。但对于A系底盘来说,不能沿用原车身工艺孔。如奇瑞公司A21车型,其涂装后工艺孔尺寸非常特殊,无法在其他车间实现混线生产。因为现有A系车型的底板涂装后,工艺孔的Y向间距为938.5 mm,此工艺孔尺寸在公司现有涂装车间中,仅有轿车一厂涂装车间的A系吊具支点与其相对应,且A系现在的工艺孔位置与大部分车型底板干涉,无法在其他车间增加其支点,底板工艺孔如沿用现A系工艺孔,则无法在其他车间进行混线生产。另外,根据《新产品开发涂装工艺技术要求》中车身涂装工艺孔布置、车身侧裙下部搭接处开口技术等涉及车间柔性化生产及机械化生产方面的工艺要求,会依据车型具体工艺路线和车身底盘实际结构做适当调整,调整后的工艺要求将直接与相关车型项目组进行沟通、反馈,而不再反馈各产品研发部门。
(2) 对于全新开发车型,入门级车采用 S系车身支点孔位置,中级车采用M系车身支点孔位置,高级车采用B系车身支点孔位置。以上工艺孔位置随工艺路线和车身底盘实际结构做适当调整。
2. 4. 2 特种车涂装工艺孔的要求
此处的特种车特指商用车和卡车类。由于这类车型底板结构具有特殊性,通用涂装工艺孔要求无法确定,涂装专业人员会根据车型具体工艺路线和车身底盘实际结构做适当调整,再与相关车型项目组进行沟通、反馈。
2. 4. 3 涂装工艺孔的通用要求
各涂装工艺孔在深度方向(Z轴上)要满足以下两种情况的要求,以免造成锁紧销在锁紧过程中与车身部件发生干涉:
(1) 车身底板工艺孔径的设计偏差须控制在一定的范围内,如电泳滑橇的锁紧支点直径为30 mm(锁紧支点偏心为3 mm),就要求车身锁紧工艺孔的孔径控制在(30 ± 0.5) mm范围内。滑橇锁紧支点示意图见图4。
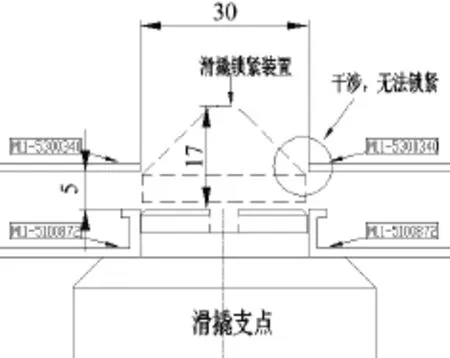
图4 滑橇锁紧支点示意图Figure 4 Schematic diagram of ski locking pivot
(2) 要求车身锁紧工艺孔的翻边高度为(6.5 ± 0.5) mm,以确保放入锁紧支点后可以进行偏心锁紧及足够的强度。并且要求在车身锁紧支点工艺孔处一定的范围内,没有加焊或冲压凸出的部件(范围可以依据滑橇支点的直径考虑,一般为100 mm),以确保锁紧销在锁紧过程中不与车身部件发生干涉。
2. 4. 4 车身侧裙下部搭接处开口技术要求
目前开发的部分车型侧裙下部搭接处结构有别于以往开发的车型。为防止车身在涂装滑橇后托块造成翻边变形,要求在车身侧裙下部搭接处开口,开口处要求能够承重且不变形,开口中心技术要求需在工艺路线确定后方能提供。
2. 4. 5 整体布置和外形设计
在轿车整体布置上要考虑防止腐蚀介质的积聚,尽量避免封闭区域,或保持封闭系统通风和排水良好。如考虑整车的通风、散热,发动机产生的尾气排放或净化、降温等。在外形设计上注意防护,避免积存水气和尘土。
3 基于涂装工艺的汽车产品的开发设计
3. 1 车身沥液孔的设计
3. 1. 1 在车身合适的位置设计沥液孔
在车身合适的位置应设计涂装前处理和电泳时的工艺沥液孔(或称泄液孔)。因为在前处理、电泳工艺中,白车身一般要在槽液中完成15道左右的工序,上道工序的残液必须在规定的节拍内流走,以防各槽液之间相互污染。否则,会产生以下问题:(1)受到污染槽液其工艺参数不稳定,从而不能保证车身质量,大大降低了车身的防腐能力;(2)不能及时排出车身内腔的空气,从而无法保证内腔的防腐性能;(3)产生兜槽液现象,使得单车制造成本大大提高;(4)电泳过程中不能形成有效的电场效应,从而使内腔的泳透力急剧下降。泄液孔就是为了解决以上问题而设计的。车身内腔工艺孔设计如图5所示。

图5 车身内腔工艺孔设计实例Figure 5 Design examples of process holes for bodywork interior
3. 1. 2 涂装泄液孔设计的基本原则
(1) 地板总成应在前、中地板和后地板上各设直径30 mm左右的泄液孔2 ~ 4个。
(2) 门槛梁、车架纵梁A、B、C立柱及各封闭梁等应设计直径15 ~ 25 mm的泄液孔。
(3) 车门与盖的内板靠下部低端,应设计直径为6 mm的泄液孔2个。
设计泄液孔应同时选择或设计堵盖,在涂装或总装时进行堵塞。总之,涂装工艺孔设计原则应根据涂装车间输送方式和工艺设备情况制订。
3. 1. 3 沥液孔设计注意事项
设计沥液孔时,须判断孔数量是否足够,位置是否在所在区域钣金的最低位置。因为白车身在前处理、电泳槽上静止的时候有连续的水珠,容易产生串槽现象。如果在前处理、电泳后仍有液体残留在车体内,那么在涂装过程容易造成膜厚偏薄。此外,还需注意以下事项:
(1) 前、后地板加强筋的设计要避免出现兜水的结构。
(2) 前、后地板沥液孔数量的设计要参考现有车型的开孔总面积和机械化方式。原则上,地板沥液孔总面积A与前、后地板兜水体积V成正比。
(3) 两盖安装工装后,其最低点一定要开孔,或者边缘包边的时候留有沥水结构,保证沥水成功。
3. 2 防气泡孔的设计
所有容易产生气泡的部位(顶盖与横梁连接处、前后盖、密闭空腔)都需开孔,防止气泡产生。如果防气泡孔不足或开孔位置不正确,则钣金局部无磷化膜和电泳漆膜。故设计防起泡孔时,要注意孔数量是否足够,位置是否在所在区域钣金的最上端。
3. 3 防锈蜡用孔的设计
设计防锈蜡用孔时,要注意孔的位置和大小是否合适。若不合适,则无法满足喷蜡工艺要求,无法喷蜡则导致锈蚀。同时注意:孔位应该开在防锈蜡容易喷到的区域;蜡喷涂的零件,所用的孔是否有足够的操作空间;孔的大小要大于防锈蜡喷枪枪嘴,如奇瑞公司的喷蜡枪嘴为φ = 10 mm,则孔径要大于10 mm。
3. 4 车身贴合结构——钣金间隙设计
钣金贴合结构间隙过小,容易产生电磁屏蔽,使钣金局部无电泳漆膜,容易产生锈蚀。故顶棚内外板之间的间隙(除去料厚)应在3 mm以上,其他部位的间隙应在6 mm以上。
3. 5 防水设计
在钣金搭接、边缘和缝隙区域,若没有打胶,则会导致车身进水,部分钣金边缘产生锈蚀。故防水设计时,应对车身进行打胶的必要性和操作性分析。分析项目包括:
(1) 车身钣金搭接、边缘和缝隙区域的密封适用性分析。而且,钣金搭接密封处要留出≥5 mm的涂胶作业面。需要密封的缝隙周边的其他车身件要离密封边至少20 mm。
(2) 是否有因为钣金和加强板干涉而无法实现密封工作的区域。
(3) 评价四门两盖的翻边宽度是否满足胶枪宽度(奇瑞汽车要求翻边宽度为(8 ± 1) mm)。
(4) 是否有因为间隙大、工艺切口孔洞引起的无法密封的地方。通常情况下,外板间隙小于0.8 mm、内板小于1.5 mm、工艺切口或孔洞直径小于3 mm的容易密封。
(5) 评价可发生漏水、生锈和灰尘流入的接合部位是否都定义了密封涂胶作业。
3. 6 防电磁屏蔽孔开孔位置及设计
由于密闭空腔容易产生电磁屏蔽,使电泳效果不良而产生锈蚀,因此设计防电磁屏蔽孔时,要注意分析空腔结构中孔的大小、数量和位置是否正确,能否防止电磁屏蔽。以便提高内腔电泳涂膜的厚度。白车身开电泳孔要根据膜厚要求、钣金间隙、钣金搭接情况和电泳泳透率等综合考虑。电泳开孔参考标准见表1。

表1 不同板件孔径大小设计Table 1 Hole size design for different boards
(1) 门槛区域开孔状况:门槛内板开孔直径30 mm,孔距离200 mm;门槛外板开孔直径20 mm,孔距离200 mm;门槛加强板开孔直径20 mm,孔距离200 mm。加强板孔距可适当缩小,控制在80 ~ 150 mm以内。
(2) 前纵梁孔距安排在200 mm以内,开孔尺寸为d = 20 mm。加强板上的孔的尺寸应该是加强板宽的一半。加强板与纵梁之间的间隙要达到8 mm以上,纵梁及其加强板前后两端要有排气结构。
(3) 后纵梁可以在距离侧面或是底面200 mm处开孔,孔直径20 mm。纵梁与地板形成的腔体可以在底板上开孔,但是孔直径应该在30 mm以上。如果孔的直径是20 mm,孔距离应该在150 mm以内。可以在地板边或纵梁贴合边上开沥液槽来提高电泳效果。
(4) A柱下方开孔状况:内板孔直径为30 mm,间距200 mm以内;加强板孔直径20 mm,间距150 mm以内。铰链加强板上则要开对穿孔,以利于电泳。在门槛上边区域最低处开直径为20 mm的孔。在外板与加强板贴合边打焊点位置开沥液槽(加强筋),以保证水能顺利流下。建议取消A柱下加强板与外板的焊装膨胀胶,以避免水流不出而产生锈蚀。
(5) A柱上方开孔状况:若内板孔直径为20 mm,则间距在200 mm以内;若孔直径为10 mm,则间距在100 mm以内;若加强板孔直径为20 mm,则间距在200 mm以内。A柱上端加强板与外板被焊点封死的区域要多开一个直径为15 mm的孔或开个进液槽。
(6) B柱区域如果只有三层板,则可以隔200 mm开一个直径为20 mm的对穿孔;如果有四层板,则要求在70 ~ 150 mm内开一个直径为20 mm的对穿孔。开对穿孔的时候,两个孔的大小应该一样。侧围外板和加强板之间的间隙要保证在6 mm以上,以保证开孔的电泳效果。如果实在无法提高间隙,则可以通过在加强板上开加强筋,或者加个凸台,其最低位置要有直径为20 mm的沥液孔(门槛上边)。
(7) 顶盖横梁外板要每隔150 mm左右开一个直径为10 mm的孔。如果有加强板,则要开对穿孔,每150 mm左右开一个直径为10 mm的孔。要注意顶盖和顶盖横梁的间隙,焊装打胶要断点打胶。
(8) 对于发动机盖、行李箱盖和发盖周边区域,其内外板之间的间隙如果达不到6 mm,则内板上每隔200 mm开15 mm × 20 mm的细长孔。在发盖边角区域的最顶角处开一个直径超过5 mm的孔,并且在离此小孔100 mm范围内开一个直径20 ~ 30 mm的孔。内板横梁交汇处,开孔直径大于对角线长度的1/3。要注意内板的钣金形状,避免出现气穴,导致局部出现白钢板。
(9) 横梁开孔时,加强板开孔直径为加强板宽度的一半,孔距离为100 mm;外板开孔直径为20 mm,则孔距离为200 mm。横梁本体与底板结合部100 mm处开一个凸台排气。
4 结语
我国汽车自主研发水平与国际企业相比还存在一定差距。中国自主品牌汽车企业要想尽快缩短这种差距,必须从多个方面提升竞争力,同步工程是一种有效的方式,值得国内企业深入研究和应用。
Effect of coating process on development of automobile products with mode of simultaneous engineering //
LI Guo-bo*, CHU Can-fei, YANG Ke-fu
Simultaneous engineering is a systematization work mode for integration and parallelism during product development and related processes such as manufacture and support. In this article, the simultaneous engineering was applied to automobile product development. Combined with the pretreatment and cathodic electrophoretic coating process practice, some new ideas were given, such as the design of drainage hole, bubble-resistant hole, the hole used for anti-rust wax and sheet metal gaps, bodywork waterresistance and anti-electromagenatic shielding hole, on the automotive bodywork.
automobile; coating; simultaneous engineering; coating process hole
Chery Automobile Corporation Limited, Wuhu 241009, China
TQ639.8
A
1004 – 227X (2010) 12 – 0067 – 05
2010–06–01
2010–06–30
李国波(1973–),男,贵州人,本科,工程师,现任奇瑞汽车涂装二车间副主任兼奇瑞汽车涂装技术学会秘书长,主要从事汽车涂装管理与技术研究。
作者联系方式:(E-mail) liguobo@mychery.com。
[ 编辑:韦凤仙 ]
