金属线材表面处理的水污染和解决方案
2010-11-15郑精武吴明军姜力强乔梁俞斌
郑精武,吴明军,姜力强,乔梁,俞斌
(浙江工业大学化学工程与材料学院,浙江 杭州 310032)
【三废治理】
金属线材表面处理的水污染和解决方案
郑精武,吴明军,姜力强*,乔梁,俞斌
(浙江工业大学化学工程与材料学院,浙江 杭州 310032)
研究了线材运动时线材直径、走线速度和液体黏度对金属线材液体携带量的影响。用空气流降低了线材的液体携带量,并给出了相应的模型解释。
金属线材;表面处理;水污染;液体携带量
1 前言
金属线材的表面处理(如电镀)大量涉及到将连续运动的线材表面化学液体分离或清除的工艺过程。由于线材进出处理槽均系连续高速,线材携带出的液体量远大于常规表面处理方法,因此,如何降低液体携带量是人们关注的一个重点。目前普遍使用的是水漂洗法,这种方法对水的消耗很大,同时漂洗过程也携带出大量的化学物质和金属,造成资源浪费和严重的水体污染。虽然采用较先进的逆流漂洗法[1-2]处理漂洗水可有效降低水资源的消耗和回收部分化学药品,但这种方法需要蒸发浓缩的工艺配合才能实现漂洗水的完全闭路循环[3],且设备投资大,维护成本高,大范围应用受到了限制。本文模拟研究了运动线材的液体携带量的影响因素,并用空气作动力降低了线材的液体携带量,同时也大大减少了水的消耗。
2 实验
2. 1 实验装置
实验装置如图1a所示。上槽通过线材处开有溢流孔,用提液泵将溶液从下槽泵入上槽浸没线材,再从溶液的溢流孔流回下槽,如此循环。线材为经过脱脂和干燥处理的钢丝,其水平运动过程中需保持平直。收线电机采用变频调速。实验槽长度为80 cm,以保证线材表面充分浸润。

图1 实验装置示意图Figure 1 Schematic diagram of experimental device
2. 2 实验步骤
(1) 将测定了黏度的氢氧化钠溶液放入实验槽内,关闭阀门2,启动提液泵,将下槽的溶液泵入上槽,充分循环。
(2) 停止提液泵,打开阀门1和阀门2,放空溶液并用量筒计量溶液的体积,记为V1,再将溶液倒入实验槽内。
(3) 实验前启动提液泵,将下槽的溶液泵入上槽并浸没线材。
(4) 启动收线电机,记录走线速度v和走线时间t。
(5) 关闭收线电机,打开阀门,放出溶液并计量溶液体积,记为V2。体积变化∆V = V1−V2,则为线材的液体携带量。
2. 3 在线气流回收——减少液体携带量的方法
常用的气流回收是用压缩空气吹去线材表面携带的液体,本实验采用更为有效的同心圆气流,实验装置如图1b所示,该实验装置串联于图1a所示的A处。空气压缩机型号为ACP-10,日本产。压力测试采用U型水银压力计,气隙(气流室壁与线材的间距)为0.3 mm,气流室长度为50 mm。
实验步骤:
(1) 重复2.2的实验步骤(1)、(2)、(3);
(2) 启动空气压缩机,调整压力调节阀至试验压力;
(3) 重复2.2的实验步骤(4)、(5)。
3 结果与讨论
3. 1 线材溶液携带量的影响因素
液体携带量与线材表面粗糙度、线径、走线速度和溶液黏度等有关。线材运动30 min后携带的氢氧化钠溶液体积∆V与线径D、走线速度v和溶液黏度η的关系如图2所示,图中的每条曲线表示当3个参数(D、v和η)中的其中2个为固定值时,另一个参数与线材液体携带量∆V的关系。固定值设定为:D = 4.0 mm,v = 5 m/min,η = 45 mPa·s。

图2 线材液体携带量的与线径、走线速度及溶液黏度的关系Figure 2 Relationship between the volume of dragged-out liquid and wire diameter, speed and liquid viscosity
从图2可以看出,液体携带量∆V与线径D成正比。生产中常将金属线杆电镀后再机械拉拔至所需直径,这样可以有效降低液体携带量。液体携带量∆V随走线速度v的增大呈对数方式增加。只有当黏度η大到某一值时,携带量∆V才随着黏度η的增大而明显增大。
当线材以速度 v穿过上槽液体时,可认为线材四周的液体被分割成无数极薄的圆筒层,一层套着一层,各层以不同的速度向前运动。最靠近线材的极薄层液体也以走线速度 v随线材运动,运离线材的薄层液体的速度依次降低,直至最外面为零,这些不同速度的薄层液体就粘附在线材表面四周构成了一个厚度层为δ(y)的液体圆筒层,δ(y)的大小直接反映了线材携带液体量的多少,如图3a所示。当携带液体的线材恰好从槽中的溶液出来时,速度小的薄层液体因重力作用脱落,而大于临界速度的部分薄层液体仍被携带,此时如同在线材表面的圆周方向包覆了一层液体膜。这层液膜可理解为由无数的小液珠叠加组成,如图3b所示。这些小液珠与线材之间的润湿程度决定了在∆L长度范围内被线材带出去的可能性,与线材表面状态、液体的性质有关。

图3 线材携带液体的模型Figure 3 Model for drag out of liquid by wire
3. 2 气流清洗效果
根据实验装置1b,线材直径为4.0 mm,溶液黏度为45 mPa·s,走线速度为5 m/min,在相同的走线时间内,不同空气压力下的液体携带量如图4所示。

图4 气流压力对液体携带量的影响Figure 4 Effect of air pressure on the volume of dragged-out liquid
当线材直径为4.0 mm,溶液黏度为45 mPa·s时,施加1 kgf(相当于9.8 N)气流压力前后,不同走线速度的液体携带量如表1所示。
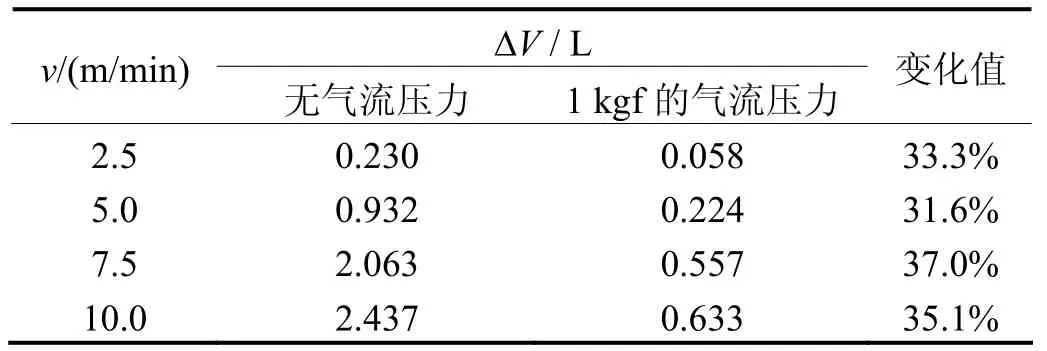
表1 走线速度对液体携带量的影响Table 1 Effect of speed on the volume of dragged-out liquid
从图 4可以看出,随着气流压力的增大,液体携带量逐渐降低。表 1显示液体携带量虽然仍随走线速度的增大而增大,但施加了1 kgf的气流压力后,携带出的液体量大大减少(约 65%)。如果将气流室设计成漏斗结构,液体携带量将会进一步减少。
显然,装置(见图1)的改动之处是在线材的前进方向上(如A处)施加了气流压力,这样附近的线材四周形成了旋涡式的气流,其模型如图5所示。旋涡气流产生的压差形成强烈的切向力,将线材表面的液体剥离[4]。

图5 气流漂洗示意图Figure 5 Schematic diagram of air rinsing
如果把液体和空气作为2种不同的流动介质,如图6所示,设δ(y)为液体流受线材的带动而产生的附面层厚度,δ*(y)为沿线速相反方向施加空气流的附面层厚度,那么δ(y)与δ*(y)的代数和就是运用气流漂洗时随线材带出的液体量。气流压力的大小对δ*(y)有着重要的影响。

图6 两种流动介质的作用方式Figure 6 Action mode for two kinds of flowing media
4 结论
(1) 表面处理时,线材携带的液体体积与线材直径成正比。液体携带量随走线速度的加快而呈对数方式增加。只有当溶液黏度大到某一值时,携带量才随着黏度的增大而明显增大。
(2) 在线材表面施加空气流,线材携带出的液体量显著减少,且随着气流压力的增大而明显减少。这是因为在线材表面产生了具有压差的旋涡气流,该气流形成强烈的切向力将线材表面的液体剥离。
[1] KUBIK C. Spülen—theoretische Grundlagen und Berechnungen der Spülsysteme: Teil 7 [J]. Galvanotechnik, 1998, 89 (9): 3041-3051.
[2] 赵俊三. 间歇逆流漂洗传质过程漂洗槽液浓度的控制——电镀漂洗水闭路循环处理的关键[J]. 材料保护, 1992, 25 (1): 38-41.
[3] 苏远波, 李清彪, 王远鹏, 等. 高速电镀银漂洗水的近零排放技术[J].现代化工, 2009, 29 (4): 43-46, 48.
[4] 刘式适, 付遵涛, 刘式达, 等. 龙卷风的漏斗结构理论[J]. 地球物理学报, 2004, 47 (6): 959-963.
[ 编辑:吴定彦 ]
Water pollution caused by surface treatment of metal wire and its solution scheme //
ZHENG Jing-wu, WU Ming-jun, JIANG Li-qiang*, QIAO Liang, YU Bin
The effects of wire diameter, speed and liquid viscosity on the volume of dragged-out liquid were studied. The volume of dragged-out liquid was decreased by air flow and the corresponding model explanation was given.
metal wire; surface treatment; water pollution; volume of dragged-out liquid
Department of Chemical and Materials Engineering, Zhejiang University of Technology, Hangzhou 310032, China
X703.1
A
1004 – 227X (2010) 08 – 0037 – 03
2010–03–13
2010–04–14
郑精武(1975–),男,浙江江山市人,硕士,副研究员,从事表面处理、材料电化学和无氰电镀方面研究。
姜力强,教授,(E-mail) jiliqi@zjut.edu.cn。
