浙江省发电厂烟气脱硫控制系统现状分析及完善
2010-11-15周佑,苏烨
周 佑,苏 烨
(浙江省电力试验研究院,杭州 310014)
目前浙江省内发电厂大多数机组采用湿法脱硫工艺,并应用DCS实现脱硫系统的控制,但与电厂的一般控制有很大差别,且大都在近几年投运,因此开展脱硫机组DCS及控制系统运行状况调查研究,对存在问题进行分析、完善和优化,对确保机组稳定运行、脱硫系统经济运行及实现环保减排有着重要意义。
1 脱硫控制系统运行状况
1.1 DCS系统
浙江省内发电厂脱硫DCS系统主要采用欧陆 NETWORK-6000、新华 XDPS、西屋 OVATION、ABB Symphony及福克斯波罗I/A Series等5种系统。由于大多数机组的控制系统也采用上述产品,所以各厂技术人员对脱硫DCS系统都较为熟悉,运行维护也相当便捷,且通过调试及“168 h”后的连续运行,各系统运行状况良好,虽然出现过DCS系统光端机同电源、备用卡件下装出故障、环路故障等硬件问题,但大部分问题在调试及检修时已经解决,且未出现重大故障。
1.2 保护联锁系统
脱硫控制系统的主要联锁保护有:烟气系统保护联锁、增压风机系统保护联锁、吸收塔系统保护联锁、GGH系统保护联锁、石灰石浆液制备系统保护联锁、脱水系统保护联锁及水系统保护联锁。经过调试期间及“168 h”后的连续运行,各电厂根据脱硫系统实际情况对保护联锁做了改进,主要逻辑修改包括:
(1)出于对烟气挡板和主机安全的考虑,增加了入口压力超限及动叶开度低保护开旁路逻辑。
(2)增加了主机快速减负荷(RB)后开旁路挡板及减小静叶(或动叶)开度逻辑,在带脱硫系统的主机发生RB情况下保证了主机的稳定。
(3)考虑到某些机组在进口挡板全关情况下启动增压风机对烟道及增压风机的启动电流影响很大,因而改进了增压风机的启动方式,取消增压风机启动允许条件中的进口挡板全关,增加了增压风机启动小顺控:进口挡板开启一定时间后(各电厂不同)再启动增压风机。
目前各电厂上述系统的保护联锁均100%投运,运行情况良好,但也出现了因不必要的保护动作影响脱硫投入率,因此旁路挡板与增压风机等设备的保护联锁逻辑仍需优化。
1.3 自动调节系统
主要的自动调节系统包括增压风机入口压力调节、吸收塔SO2脱除率控制(吸收塔pH控制)、工艺水箱调节、石灰石浆液密度调节、石膏饼厚度调节。
(1)现在各厂采用的增压风机自动调节方式主要有两种:控制入口压力和控制旁路挡板前后差压。控制方式虽然不同,但各机组增压风机自动调节系统的调节品质良好,静态偏差与动态偏差均满足要求。部分机组增压风机改用液电阻调速控制或是AB Power Flex 7000中压变频器控制,达到节能运行的效果,特别是中压变频器控制较之前的静叶控制在调节速度及精度方面有了明显的提高。部份机组曾出现跳磨等特殊工况时因调节机构调节滞后引起压力超限的现象。
(2)吸收塔SO2脱除率控制(吸收塔pH控制)在各厂的投运率都较高,总体运行状况良好,但存在pH计等测量系统误差、pH调节回路与前馈回路参数设置不准确而导致某些机组控制品质变差的情况。
(3)工艺水箱调节均已投运,运行状况良好。部分电厂由于补水阀门内漏影响控制品质。
(4)由于存在回用水量不足、石灰石粉量过多或堵粉导致变频器过载的现象,石灰石浆液密度调节系统投运后控制品质较差,现大部分电厂未投运。
(5)石膏饼厚度调节投运后控制品质较差,现大部分电厂未投运。石膏饼厚度测量误差及波动较大、变频器控制范围较小等因素在一定程度上也影响控制品质。
2 控制系统存在问题的分析及优化
通过对各厂脱硫控制系统的运行状况分析,发现总体运行情况良好,但由于大多数脱硫系统都在近几年投运,时间比较短,控制系统仍存在一些不完善的地方。为此,总结各电厂脱硫控制系统出现的问题,开展了系统的完善和优化。
2.1 增压风机负压控制完善
多数脱硫机组投运以来,经过对增压风机负压控制逻辑的不断优化,在定值扰动、主机负荷扰动、送/引风机RB过程中,自动调节系统的调节品质良好,但某些机组也出现因磨煤机跳闸、炉膛负压变化引起增压风机入口负压突变,超过负压保护值引起旁路挡板快开的情况。
2.1.1 逻辑优化
分析跳磨过程发现:磨煤机跳闸后总风量迅速降低,在炉膛负压下降引起增压风机入口压力迅速下降的过程中,动叶调节能力小,无法迅速动作,导致入口压力快速下降至超限。为减小跳磨对脱硫系统的影响,针对机组不同情况,对增压风机入口负压控制回路进行了优化。
(1)某厂1-5号机组均增加了增压风机入口压力偏差前馈,修改后进行了跳磨扰动试验。试验过程中负压突降后动叶迅速动作,入口负压迅速回调,避免了负压超过保护定值引起旁路挡板快开,提高了增压风机控制品质。
(2)某厂1-2号机组修改了动叶自动逻辑,取消送风量前馈信号坏质量后撤出自动逻辑,增加信号坏质量时的切换逻辑,并放大送风量前馈信号系数;将增压风机入口压力偏差与原有的风量前馈信号叠加后作为前馈量。逻辑下装后对1号机组进行了跳磨煤机的扰动试验,试验结果良好,未出现旁路快开现象。
(3)某电厂4号机组加大了送风量前馈,适当减弱调节器(PID)作用,负压控制品质明显改善,旁路快开现象减少。
2.1.2 完善建议
根据上述优化试验结果,结合增压风机控制的现状,提出以下完善负压控制建议:
(1)要提高执行机构的可靠性。针对部分增压风机调节机构调节滞后、大幅开关等情况,要做好定期维护,并整定调节机构的重要参数。
(2)为避免增压风机调节机构滞后与主体调节产生谐振,可适当弱化PID调节并增加前馈作用,以保证前馈信号出现坏质量后能保持原值并及时撤出自动。
(3)采用液电阻及中压变频器控制的机组,也需对原有的静叶调节机构作定期维护,适时进行切换试验,保证故障时能及时切换,以免影响负压控制。
2.2 旁路挡板控制逻辑优化
旁路挡板控制逻辑在脱硫系统控制中具有举足轻重的作用。经过调试及投产后的运行,各厂旁路挡板控制逻辑已逐渐完善,但因各机组特性不同,旁路挡板控制逻辑存在差异,需对部分旁路挡板控制逻辑进行优化。
如某电厂出现旁路挡板慢开慢关操作时短时间关闭画面、指令保持的现象,建议改由DCS逻辑实现操作面板相关功能。
2.3 湿法脱硫吸收塔pH控制优化
目前大多数厂是通过石灰石供浆调节阀控制pH值进行吸收塔SO2脱除率控制,其控制策略为:测量原烟气体积流量和原烟气SO2浓度,计算出原烟气中SO2的质量流量C,利用C来计算石灰石浆液流量的理论值;人工pH设定值与吸收塔浆液pH测量值比较后,通过PID得出石灰石供浆流量修正值,修正后的石灰石浆液流量作为PID输入值来控制石灰石浆液供浆调节阀的开度。该控制回路为串级控制回路,外回路为pH控制,内回路控制浆液流量。由于吸收塔中浆液量很大,加入石灰石引起的pH值变化连续且缓慢,即控制系统是时滞性大、惯性大、参数时变的非线性系统,负荷变化时石灰石浆液流量的理论值可以适当补偿SO2的变化带来的影响,改善负荷扰动下pH值的控制品质。
优化吸收塔pH值控制主要包括3个方面:提高测量值的准确性、调节回路与前馈回路的调整、PID参数的定期调整。
2.3.1 提高测量值的准确性
(1)pH 值的测量
目前各厂的吸收塔pH计类型主要有ABBAX 400型、艾默生1056型、罗斯蒙特5081型、1055型及E+H等,安装位置大致分为3种:石膏排出泵出口管路的水平段、石膏排出泵出口的竖直管道和石膏排出泵出口单独的测量管路。针对吸收塔pH计误差比较大的问题,建议加强对pH计的检查。表1为pH计指示不准的原因及相应处理方法。
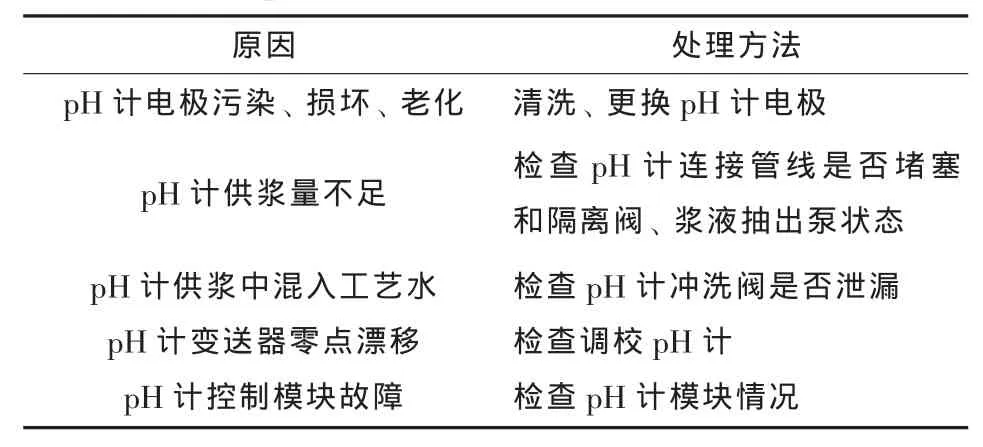
表1 pH计指示不准的原因及处理方法
(2)石灰石浆液流量的测量
石灰石浆液流量计采用电磁式流量计,测量管道内必须完全充满液体,管路堵塞易导致石灰石浆液流量信号不准,建议定期进行石灰石浆液管路冲洗。
(3)烟气流量的测量
大多数机组采用差压式变送器测量原烟气体积流量,其流量公式如式(1)所示:

式中:K为标定系数;ρ为介质密度;ΔP为流量差压。
在调试期间,式(1)中的K、ρ均由设计提供。性能考核后发现部分机组的流量信号不准确,建议根据实际测量结果适当修正K、ρ值。同时建议加强差压流量计的维护,避免流量信号不准引起根据SO2含量计算所得的石灰石浆液流量前馈回路产生较大扰动。
(4)SO2的测量
SO2含量是通过烟气排放连续监测系统(CEMS)中SO2分析仪测量的,CEMS系统反吹及标定时的SO2含量突变会对根据SO2含量计算所得的石灰石浆液流量前馈回路产生较大扰动,建议增加反吹及标定过程中SO2含量保持原值的逻辑。SO2分析仪需定期维护并及时标定,若有零点漂移应及时修正DCS量程。
2.3.2 pH调节回路与石灰石浆液流量前馈回路的调整
自动负荷控制(AGC)投入后机组负荷升降较为频繁,对吸收塔pH值的影响较大,而整个pH自动调节的过程较为缓慢,若pH调节回路和根据SO2含量计算所得的石灰石浆液流量前馈回路叠加作用过大,会导致石灰石浆液加入量的变化过大,对pH自动调节品质产生较大影响。建议适当缩 小pH调节回路输出上下限幅,和根据SO2计算所得的石灰石浆液流量前馈作用。在某些工况下,吸收塔pH变化缓慢,出现石灰石浆液供浆调节阀长时间全开而pH仍未达到定值,或调门长时间全关而pH仍高于定值的现象,使调节器出现积分饱和,建议采用供浆调节阀调节输出全开或全关时切除积分作用的方法,从而避免调节系统的响应时间延长和调节品质降低。
2.3.3 PID参数的定期调整
因部分电厂的脱硫装置已投运较长时间,pH值变化速度与调试期间相比已有所不同,建议对pH调节的PID参数做适当调整。
上述优化方式在部分机组得到应用后取得了比较明显的效果。
2.4 石灰石浆液密度控制完善
由于各厂石灰石浆液密度控制投入率较低,分析石灰石浆液密度控制存在的问题,发现导致自动调节不能投入的原因主要有:
(1)由于潮湿导致给粉机下料不畅,石灰石浆液密度持续偏低,无法进行控制,导致石灰石浆液密度调节阀全关,石灰石浆液箱液位持续偏低。
(2)回用水量较小,无法保证正常的石灰石浆液箱液位。
针对上述情况,建议在制浆顺控投入的基础上对石灰石浆液密度进行调节,保证石灰石浆液箱液位和密度稳定,发现堵粉时立即撤出自动,避免引起浆液供应不足导致脱硫率下降。定期进行调节阀特性试验,定期整定PID参数。
3 结语
脱硫系统在发电厂投运的历史还不长,上述问题在大多数电厂脱硫系统运行中容易出现,实践证明本文提出的解决方法能较好解决相应问题。节能减排日益受到重视,考核也更为严格,发电厂脱硫系统安全性和自动化水平越来越受到重视,脱硫保护系统的合理性和最佳的控制策略有待更进一步的探索和研究。
[1] 朱北恒.火电厂热工自动化系统试验[M].北京:中国电力出版社,2006.
[2] 杨旭中.燃煤电厂脱硫装置[M].北京:中国电力出版社,2006.