混流式水电机组转轮止漏环脱落的原因分析及处理
2010-11-15郑建锋叶福新
郑建锋,叶福新
(浙江华电乌溪江水力发电厂,浙江 衢州 324000)
某水力发电厂的机组为常规混流式,水轮机型号HL-LJ-297,发电机型号SF-J50-24/6200,设计水头76.00 m,额定流量74.85 m3/s,额定转速:250 r/s,大轴直径710 mm,设计出力51 300 kW,投产时间为2000年末。
在一次常规设备巡检过程中,发现3号机组有异常,机组的震动摆度明显比平时大,整个水机部分有间隙性抬机现象,上、下导瓦温比平时运行瓦温稍高,水导瓦温比平时高出6℃左右,已经接近报警值。从整个现象来看,机组已经存在不稳定运行的隐患,决定停机检查。
1 机组检查结果
该机组在转轮上冠外缘设有可更换的止漏环,材料为0Cr613Ni4Mo,其硬度高于顶盖上相应固定止漏环的硬度。上部止漏环采用迷宫式,其设计间隙为单边1.0~1.2 mm,装配示意见图1。
机组停机后,对发电机空气间隙、水导轴承基础及连接螺栓、轴承支柱、导水叶端面立面间隙、上部迷宫间隙、转轮叶片等部位进行了全面的检查。检查结果为:

图1 上部止漏环装配示意图
(1)发电机定转子的空气间隙均在技术规范要求的范围内,数据合格。
(2)上下部导轴承间隙与上次大修时相比有较大差距,且超出允许范围(0.26~0.4 mm),初步判断为上下部导轴承有异常磨损现象。发电机上下部导轴承间隙实测量见表1。
(3)水导轴承的基础螺栓无松动,轴承支柱螺栓无松动。但水导轴承的实测间隙值(图2)与上次大修时(图3)相比有较大变化,后经解体后发现水导轴承存在较明显的磨损情况(见图4)。
(4)对导水叶端立面间隙进行测量后,发现除极个别的立面及部分端面间隙超差外,也未见明显异常。
(5)转轮叶片存在7处较大的裂纹、部分进水边区域存在明显汽蚀现象。

表1 发电机上下部导轴承间隙值比较 mm
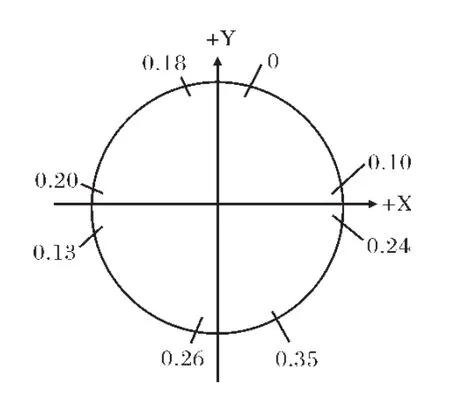
图2 水导轴承间隙实测值
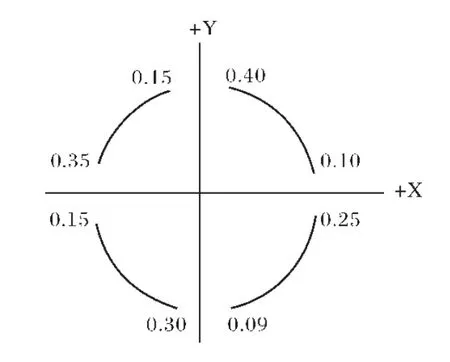
图3 上次大修时水导轴承间隙值

图4 水导轴瓦磨损明显
(6)在测量上部迷宫止漏环配合间隙时,发现转轮上部止漏环有严重脱落现象,具体表现为:圆周方向存在不同程度的脱落,整个上部止漏环固定与转动部分的间隙小于0.05 mm,已经处于卡死状态。进一步检查发现,整个上部止漏环处于严重脱落状态,固定部分与转动部分发生严重碰撞,摩擦处有明显金属发蓝及翻卷现象。整个上部止漏环是不对称脱落,最大处脱落值近20 mm,最小值约5 mm。
2 原因分析
经过讨论分析后认为,造成上部止漏环严重脱落并卡死的原因可能有以下几点:
(1)设计的影响。是否当时的热套设计间隙过大?关于热套的间隙与相关技术措施,在相关部件设计交付制造前都经过严密的计算与论证,从理论上来说,这种可能性比较小。
(2)制造的影响。转动部分止漏环焊缝脱落,或在热套后因间隙过大而垫了材料,埋下隐患。这种可能性暂时不能排除,如果在制造加工过程中,由于工艺与技术的限制,导致实际加工部件未能完全达到相关设计要求的规范,这是有可能的,但因目前上部止漏环脱落严重,进行相应的鉴定变得困难。
(3)运行环境的影响。水力不平衡导致机组震动加大,或是机组的导轴承由于基础螺栓或锁定螺栓松动致使机组的导轴承间隙发生较大变化,所以在机组运行中,止漏环局部发生碰撞而导致发热,引起了迷宫环的膨胀脱落[1]。
(4)综合因素的影响。由于设计、制造偏差及运行环境变化的综合因素影响,导致了机组在实际运行中发生严重的止漏环脱落事件,这也是最有可能的一种原因。
3 故障处理
3.1 解体方案
由于转轮上部转动止漏环脱落且卡死现象较为严重,需返厂处理。如采用常规的机组解体方式,即先顶转子后卸水轮机大轴,可能会在顶转子过程中严重损伤固定止漏环及其它重要固定部件。为此,检修技术人员进行了现场检查后决定采取下列两套方案进行处理:
(1)顶转子方案。发电机上导轴承、水导轴承等分解完成,发电机下导轴承暂不分解,以便在顶转子时进行导向。在转轮底部与填充环之间和下迷宫环圆周方向打入楔子板将转轮固定,分解连接主轴法兰的大轴螺栓,在风闸闸板处放置合适高度的垫子使其呈水平状态,再启动高压油泵顶转子,此时须注意检查各转动部件与各固定部件的配合,待风闸上升到理想高度时将风闸锁定。转动部分重量已完全落到风闸上,发电机与水轮机联轴法兰止口完全脱开。此时,就可吊起转子。
(2)上部止漏环卡死的解体方案。原来设想在顶盖与底环之间通过4只千斤顶(35 t)将顶盖水平缓缓顶出上迷宫配合间隙后,再吊出顶盖。但在实际操作中,上部止漏环始终处于紧紧咬死状态,以致顶盖无法顶出上迷宫环。根据现场实际情况及相关图纸的具体要求,检修人员将顶盖恢复至解体前的水平状态后,拆除上部止漏环与顶盖正面连接的48颗M16固定螺栓及固定止漏环的4颗M24背面螺钉,再利用千斤顶将顶盖水平地缓缓顶出上迷宫配合间隙后,再吊出顶盖,上部止漏环固定与转动部分留待与转轮同时吊出后一起返回制造厂进行处理。
3.2 改进及实施方案
上部固定止漏环与顶盖解体后,将顶盖与转轮一起运回制造厂加工,卡死在转轮上的上部止漏环转动部分全部车除。上部止漏环固定部分取出后重新加工,与顶盖连接并进行补焊[2],转轮的上部转动止漏环需进行重新加工并整圆热套。为保证其热套的可靠性,避免此类事件再次发生,对上部止漏环进行了局部点焊处理,并进行了相关数据的测量,实测单边间隙为1.2 mm,符合相关技术规范要求。
3.3 后续采取的改进防范措施
(1)对上、下、水导瓦重新修刮并按盘车数据按技术要求重新调整。
(2)对水导轴承的基础螺栓进行了打胶坚固防松处理。可保证水导瓦间隙不会因为基础的原因发生超过规范的变化。
(3)建议运行人员在机组运转过程中对机组振动及摆度重点监视。一旦有异常情况发生,立即停机检查。
3.4 处理结果
经过处理后,上部止漏环已修复并安装复位。通过一段时间的运行,目前机组运行过程中的各部瓦温(见表2)及振动摆度值(见表3)均在正常范围内,证明此重大缺陷已消除。

表2 各部最高温度记录 ℃

表3 测量点振动和摆度记录 mm
4 结语
机组上部止漏环脱落并卡死现象在常规混流式机组中并不常见,但其后果却非常严重。很多机组的隐患并不会直接表现在机组的外部表象上[3], 而需要通过相关数据来判断,如运行过程中机组的振动及摆度,异响及异味等,这些都需要运行与检修人员仔细检查并作甄别后才能得知故障所在。
[1]刘 云.水轮发电机故障处理与检修[M].北京:中国水利水电出版社,2002.
[2]马震岳.水电站机组及厂房振动的研究与治理[M].北京:中国水利水电出版社,2004.
[3]李启荣.水电站机电设备运行与检修技术问答(上、下)[M].北京:中国电力出版社,2004.