水酶法提取玉米胚芽油工艺优化
2010-10-28王大为
赵 玮,王大为*,李 倩
(吉林农业大学食品科学与工程学院,吉林 长春 130118)
水酶法提取玉米胚芽油工艺优化
赵 玮,王大为*,李 倩
(吉林农业大学食品科学与工程学院,吉林 长春 130118)
采用水酶法提取玉米胚芽油并对工艺进行优化。通过单因素试验和正交试验,确定水酶法提取的最佳工艺条件:液料比5:1(mL/g)、复合酶用量2.5%、酶解时间7h、pH6.0,复合酶种类为纤维素酶和α-淀粉酶,添加质量比为4:3。在此条件下,玉米胚芽油提取率为89%。气相色谱对玉米胚芽油进行分析结果表明:油酸、亚油酸含量分别为43.46%及40.22%。
玉米胚芽;水酶法;玉米胚芽油;气相色谱
玉米胚芽油主要取自胚芽,含量一般占到玉米质量3%~4%,胚质量35%~40%。玉米胚芽油不饱和脂肪酸含量达90%以上,其中含油酸40%左右、亚油酸50%左右[1]。玉米胚芽油含有丰富的维生素,其中VE含量居植物油首位,同时还含有赖氨酸、磷脂、蛋白、氨基酸等多种成分,能增强肌肉和心血管机能,具有降低胆固醇、软化血管、降低血压、防止动脉硬化等功效,是营养丰富、具有功能性的优质植物油[1]。我国是玉米生产大国,产量居世界前列。近几年来,随着玉米产业飞速发展,玉米胚芽油的产量显著提高,约占植物油总产量的5%~8%[2]。
目前,玉米胚芽油的提取方法主要为压榨法和浸出法。压榨法又分为湿磨法和半湿法,是通过机械压力把油从油料中挤压出来,是制油厂普遍采用的方法。压榨前,玉米原料需要经过筛选、轧坯、蒸烘等工艺过程进行预处理,压榨后存在油脂脱胶、脱酸、脱色、脱臭等步骤。此法缺点为工艺流程长,易破坏油脂天然成分,使出油率受影响[3]。浸出法分为直接浸出法和预榨浸出法。浸出法出油率高,现阶段浸出法选用的溶剂主要是烃类化合物,以己烷为主,这类溶剂易燃易爆,且对人的神经系统具有强烈的刺激作用。浸出法的毛油出油率高,另外胚粕变性严重,生物利用率低,易造成资源浪费[4]。水酶法是一种新型的提油方法,油料经粉碎后,加入酶液,在酶作用下,细胞壁、包裹油脂的木质素、纤维素等发生降解,从而分离出油脂。该法条件温和,工艺简单,无需脱胶、脱臭等工艺处理,具有得油率高、油品好,不破坏蛋白质等优点[5]。但酶制剂价格偏高,使此法成本增加,是亟待解决的问题。
本研究以玉米胚芽为原料,采用水酶法提取玉米胚芽油。参考国内外研究者水酶法提油工艺,在酶制剂和工艺方面加以改进,采用复合酶制剂及二次离心法,提油率显著提高[5]。
1 材料与方法
1.1 材料与试剂
玉米胚芽 长春大成集团;纤维素酶(≥15U/mg)、α-淀粉酶、酸性蛋白酶 中国惠世生化试剂有限公司;柠檬酸、柠檬酸钾、石油醚、蒸馏水等均为分析纯;正庚烷为色谱纯化学试剂;油酸(C18:1)标准品、亚油酸标准品(C18:2) 美国Sigma公司。
1.2 仪器与设备
KCW-A实验室超微粉碎机 北京鲲捷玉诚机械设备有限公司;TG328A型电子天平 上海分析仪器厂;JB/T5520-91型电热恒温鼓风干燥箱 上海跃进医疗器械厂;夹层蒸气锅 郑州玉祥机械制品有限公司;SHAB水浴恒温震荡器 江苏省金坛市医疗仪器厂;GC-1024型气相色谱仪 日本岛津制造所。
1.3 方法
1.3.1 工艺流程

1.3.2 结果计算

样品含油量采用索氏抽提法,按GB 50096—85《植物油中脂肪测定的标准方法》规定进行。
1.3.3 单因素条件对提油率的影响
利用单因素试验分别考察酶的种类、酶解时间、酶解温度、pH值、液料比、酶用量6因素对玉米胚芽油提取率的影响。
1.3.4 正交试验确定最优工艺条件
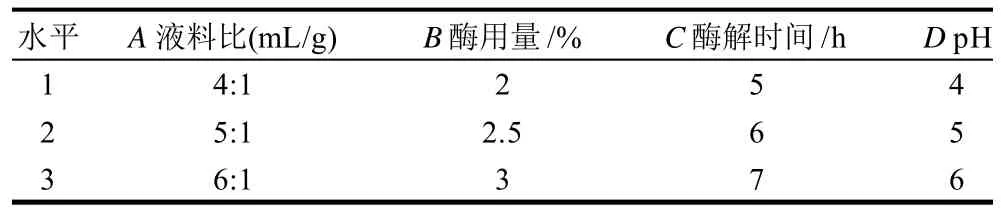
表1 L9(34)正交试验因素水平表Table 1 Factors and levels of orthogonal experiments
1.3.5 玉米胚芽油理化特性测定
玉米油相对密度测定参照GB/T 5526—85《植物油脂检验:比重测定法》、折光率测定参照GB/T5527—85《植物油脂检验:折光指数测定法》、碘值测定参照GB/T 5532—85《植物油脂检验碘价测定》、皂化值测定参照GB/T 5534—1995《动植物油脂皂化值的测定》、过氧化值测定参照GB/T 5538—1995《油脂过氧化值测定》、酸值测定参照GB/T 5530—85《植物油脂检验 酸价测定法》、不皂化物含量测定参照GB/T 5535.1—2008《动植物油脂不皂化物测定》等国标规定方法进行操作[6-7]。
1.3.6 气相色谱法测定玉米胚芽油
按文献[8]方法用气相色谱对玉米胚芽油进行分析和测定。
2 结果与分析
2.1 单因素试验结果分析
2.1.1 酶的种类对提油率的影响
按1.3.1节工艺条件,当酶添加量占玉米胚芽样品质量分数2%、酶解时间6h。将纤维素酶、α-淀粉酶、中性蛋白酶及3种酶的复合酶(复合质量比为1:1)加入反应物中酶解,比较提油率,结果见图1。

图1 酶种类对提油率的影响Fig.1 Effect of enzyme type on the extraction rate of corn germ oil
由图1可知,复合酶所得提油率高于单一酶。纤维素酶和α-淀粉酶组成的复合酶所得提油率最高,纤维素酶单独使用提油率其次,而单用酸性蛋白酶进行酶解,提取率较低。分析原因,可能因为油分主要存在于细胞质的网络结构中,只有摆脱细胞壁和质内网络结构的束缚,油分才能被充分释放,相应会得到较高提油率。细胞壁的主要组成成份为纤维素和半纤维素及果胶,纤维素酶的使用能起到分解细胞壁,为油分的析出打开通道的作用,即使纤维素酶单独使用,也能取得很好效果。玉米胚芽中淀粉含量很高,原料进行热处理时,淀粉熟化,黏度增加;α-淀粉酶能分解淀粉,使油分的析出变得容易,使提油率升高[9]。理论上复合酶的效果要优于单一酶,本研究选定以纤维素酶和α-淀粉酶的复合酶作为酶制剂。
2.1.2 复合酶混合比例的确定
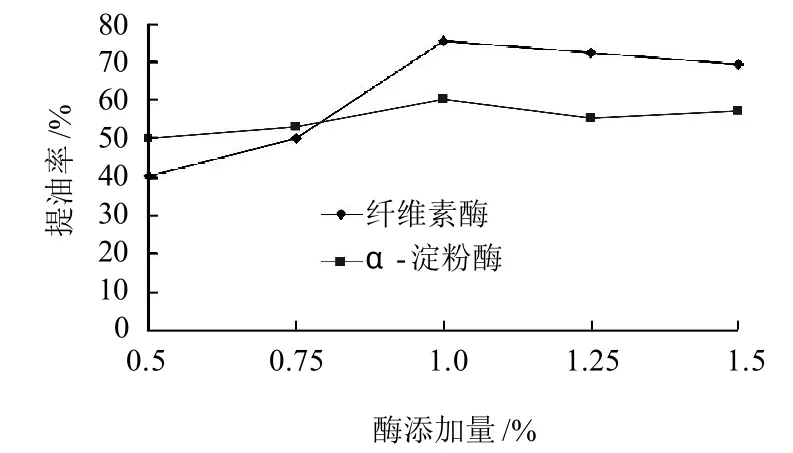
图2 纤维素酶和α-淀粉酶添加量对提油率的影响Fig.2 Effect of cellulase and amylase addition amount on extraction rate of corn germ oil

图3 纤维素酶和α-淀粉酶复合比例对提油率的影响Fig.3 Effect of cellulase-amylase ratio on extraction rate of corn germ oil
由图2可知,纤维素酶的添加量对提油率影响较大,要得到较高提油率,纤维素酶的用量不能低于基本添加量即质量分数1%。α-淀粉酶添加量对提油率影响不大。当复合酶添加量为质量分数2%时,改变酶的复合比例,所得结果如图3。最后确定纤维素酶和α-淀粉酶的质量比为4:3。
2.1.3 酶用量对提油率的影响

图4 酶用量对提油率的影响Fig.4 Effect of enzyme addition amount on extraction rate of corn germ oil
由图4可见,提油率随着酶用量增加而升高。说明酶用量越高,植物细胞被破壁的程度越彻底,越利于将细胞内的有效成分游离出来。但当酶用量达到一定值后,由于底物浓度不变,继续提高酶用量对油的提取率影响不大[10]。当酶用量大于2.5%,提油率不再增加,因此选定酶用量应为2.5%左右。
2.1.4 酶解液pH值对提油率的影响

图5 pH值对提油率的影响Fig.5 Effect o pH on extraction rate of corn germ oil
由图5可知,酶解液pH值为弱酸性时,可取得较高提油率。由于玉米胚芽蛋白溶于微碱性溶液中,形成乳化液,当酶解液pH值大于7.0后,体系乳化程度增加,不利于油分的提取,故提油率下降[11]。选定pH5.0左右为最优酶解pH值。
2.1.5 酶解时间对提油率的影响

图6 酶解时间对提油率的影响Fig.6 Effect of enzymatic hydrolysis time on extraction rate of corn germ oil
由图6可知,在酶解时间不断延长的条件下,游离油得率不断提高。所以延长酶解时间对提高游离油的得率是很有效的。随着酶解时间的增加,细胞壁结构逐步被打破,酶的作用越来越完全,因此油的释放也就相应增多。但酶解时间不是越长越好,酶解到一定时间,由于底物减少,油的释放不会进一步增加,且酶解时间太长,油的品质也会有所下降。故酶解时间以6h左右为宜。
2.1.6 液料比对提油率的影响
由图7可知,当液料比小于5:1(mL/g)时,提油率随料液比的增大而增加。液料比大于5:1(mL/g),提油率逐渐下降。因为适当的料液比可提高油分的溶出率,液料比过小,玉米胚芽浆料黏度较大,体系流动性较差,不利于酶的作用;液料比过大,底物浓度较低,影响了酶反应的速度,也会影响提油率;故液料比在5:1(mL/g)左右为宜[12]。

图7 液料比对提油率的影响Fig.7 Effect of material-liquid ratio on extraction rate of corn germ oil
2.2 正交试验设计与结果

表2 水酶法提取玉米胚芽油正交试验设计与结果Table 2 Design and results of orthogonal experiments
由正交试验结果可知,各工艺条件对玉米胚芽油提油率的影响程度强弱顺序为C>B>D>A,即最优工艺组合为A2B2C3D3。而9组试验中,5号试验提油率最高,即A2B2C3D1。进行验证实验,结果按A2B2C3D3工艺所得提油率为89%,因此选定A2B2C3D3为最优工艺条件。
2.3 玉米胚芽油理化特性

表3 玉米胚芽油的理化常数Table 3 Physico-chemical properties of corn germ oil
由表3可知,本方法所得玉米胚芽油各项理化常数均符合要求,油品质较好[13]。
2.4 气相色谱结果分析
由表4所示结果可知,利用水酶法所提取玉米胚芽油中饱和脂肪酸主要是棕榈酸,含量占10.0%以上。不饱和脂肪酸的含量在83%以上,主要为油酸和亚油酸,要高于一般植物油中不饱和脂肪酸的含量[14]。由此可得,水酶法提取玉米胚芽油营养价值高,含多种对人体有宜的脂肪酸,有些脂肪酸如棕榈酸是人体自身无法合成的;所提胚芽油中脂肪酸含量高,油品好,适于进一步研究、具有良好的市场开发前景[15]。
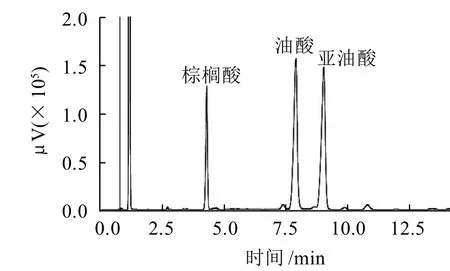
图8 最佳工艺条件提取玉米胚芽油谱图Fig.8 GC chromatogram of corn germ oil extracted at the optimal processing conditions

表4 玉米胚芽油脂肪酸组成Table 4 Contents of fatty acids in corn germ oil
3 结 论
水酶法提取玉米胚芽油最优工艺条件:液料比5:1(mL/g)、复合酶用量2.5%、酶解时间7h、pH6.0,其中复合酶种类为纤维素酶和α-淀粉酶,混合比例为4:3。在此工艺条件下,玉米胚芽油提取率为89%。所得玉米胚芽油中脂肪酸含量最高为油酸、亚油酸和棕榈酸。
[1] 黄炳权, 张秀玲. 玉米半湿法提胚及制取玉米油工艺技术[J]. 粮食与食品工业, 2004, 11(3): 15-18.
[2] 陈政. 不同玉米胚芽油生产工艺的探讨[J]. 西部粮油科技, 2000, 25(3): 24-25.
[3] 王素敏, 张培, 张婕, 等. 玉米胚芽油提取方法及特性研究进展[J].郑州轻工业学院学报, 2007, 22(2/3): 68-69.
[4] 王大为, 黄宝玺, 刘婷婷. 超临界CO2萃取在玉米亚油酸提取中应用的研究[J]. 食品科学, 2007, 28(7): 219-222.
[5] 魏义勇, 李珺. 水酶法提取湿磨法玉米胚芽油的研究[J]. 中国油脂,2005, 30(8): 17-19.
[6] 李桂华. 粮油油脂分析与检测[M]. 北京: 化学工业出版社, 2006.
[7] 卢艳杰, 油脂检测技术[M]. 北京: 化学工业出版社, 2004: 219-223.
[8] 李珺, 魏义勇. 水酶法提取玉米胚芽油的优化工艺研究[J]. 中国油脂, 2005, 30(7): 61-63.
[9] KARLOVIC D J, BOCEVSKA M. Corn germ extraction by a new enzymatic process[J]. Acta Aliment, 1994, 23(4): 389-402.
[10] BOCEVSKA M, KARLOVIC D J, TURKULOV J. Quality of corn geam oil obstained by aqueous enzymatic extraction[J]. J Am Oil Chem Soc, 1993, 70: 1273-1277.
[11] 王丽新, 高云, 高伟桂, 等. 黑甜玉米油脂肪酸的气相色谱分析[J].食品科学, 2007, 28(1): 237-238.
[12] 回瑞华, 侯冬岩, 李学成, 等. 玉米油的制备及脂肪酸的分析[J]. 食品科学, 2006, 27(11): 418-420.
[13] 李丹华, 朱圣陶. 气相色谱法测定常见植物油中脂肪酸[J]. 粮食与油脂, 2006(8): 46-48.
[14] 王素梅, 王璋. 水酶法提油工艺对玉米胚芽油质量的影响[J]. 中国油脂, 2003, 28(4): 18-20.
[15] 巫淼鑫, 邬国英, 韩瑛, 等. 6种食用植物油及其生物柴油中脂肪酸成分的比较研究[J]. 中国油脂, 2003, 28(12): 65-66.
Optimal Extraction Processing of Corn Germ Oil through Water-Enzymolysis Method
ZHAO Wei,WANG Da-wei*,LI Qian
(College of Food Science and Engineering, Jilin Agricultural University, Changchun 130118, China)
Water-enzymolysis method was used to extract corn germ oil. The optimal extraction processing parameters were explored by single-factor and orthogonal experiments to be material-liquid ratio of 1:5 (g/mL), compound enzyme addition amount of 2.5%, enzymatic hydrolysis time of 7 h and hydrolysis pH of 6.0. The compound enzyme was composed of cellulase and α-amylase with a mass ratio of 4:3. Under the optimal extraction processing conditions, the extraction rate of corn germ oil was up to 89%. Gas chromatography analysis indicated that the contents of oleic acid and linoleic acid in corn germ oil were 43.46% and 40.22%, respectively.
corn germ oil;water-enzymolysis;corn germ oil;gas chromatography
TS210.7
A
1002-6630(2010)24-0206-04
2010-09-02
国家农业科技成果转化项目(2008GB2B100066)
赵玮(1977—),女,讲师,硕士,研究方向为粮油化工产品研究与开发。E-mail:zw_0029@sina.com
王大为(1960—),男,教授,博士,研究方向为粮食、油脂与植物蛋白工程。E-mail:xcpyfzx@163.com
