狮子坪水电站压力钢管整节凑合安装质量控制
2010-09-10胡庆
胡 庆
(四川二滩国际工程咨询有限公司,四川成都 610072)
1 概述
狮子坪水电站压力钢管材质选用河南舞阳钢铁有限公司生产的WDB620高强钢。压力钢管总长度为606m,总工程量为1784t,安装可细分三个平段、两个斜段、四个弯段、两个岔管及三个支管段。钢管制作、安装单位为中国葛州坝集团所属分包单位——四川华电中地建设公司。
为尽量减少工期损失并减少凑合节纵缝数量以保证凑合节安装质量,要求调整凑合节的凑合方式,由原来的瓦片凑合改为整节凑合。对于这种大中型(直径3.9m)压力钢管的整节凑合安装,当时国内还没有可以借鉴的经验。对于此类钢管整节凑合,如何保证其顺利吊装就位及尺寸间隙符合规范、设计要求,具有相当难度和一定的风险。
狮子坪水电站压力钢管设计板厚为24~40 mm,管径由主管段3.9m递减至支管与机组球阀接口处的1.3m。压力钢管安装共两个凑合节,分设在中平和下平两个平段。中平段压力钢管轴线长45.4m,钢管直径为 3.9m,板厚 28mm,板材为河南舞阳钢铁有限公司生产的WDB620。
2 施工难点
对于这种大中型压力钢管整节凑合方式,经过对现场施工工序和验收规范进行认真分析研究后认为,压力钢管整节凑合存在以下几个难点:
(1)测量方法、测点布置数量和测量误差直接影响安装精度;
(2)吊装吊点与现场起重设备及管口平面度将影响其安装下落的顺利与否;
(3)凑合节预留的凑合长度与两个管口的实际距离尺寸会对对装和焊后间隙验收造成影响;
(4)凑合节上下游钢管的轴线偏差将直接导致组装错牙。
3 测量方法的选择
3.1 测量控制要点及方法
整节式凑合施工中最关键的就是管口数据取样的准确性,它将直接关系到凑合节吊装下放的顺利与否和对装间隙能否满足验收规范要求。根据压力钢管制造安装及验收规范(DL5017-93):间隙Δ≤3mm,同时又要保证凑合节的顺利下放且不能出现卡阻现象。因此,在安装凑合节上下游压力钢管时要进行针对性控制,使两管节管口间距成“上大下小”倒八字形,原则上将每个管口的倾斜值控制在5mm以内。对于管口测量数据的提取,承包商采用0.5s级TC2003全站仪加钢直尺、卷尺的方式。凑合节安装之前,在其安装部位下面放置1#及2#基准点(图1),要求两个点在同一桩号上。测量时,全站仪先架设在1#点上,后视2#点测量左半圈的管口值,然后架设在2#点上,后视1#点测量右半圈的管口值。测量时,用钢直尺顶在管口上,由全站仪测量出A、B值,同时用卷尺测量C值进行校核。运用该测量方法,可以将测点精度控制在0.5mm以内。在该部位压力钢管的整节凑合上,每个管口选取均分40个点位并确定相应的点位间距,分点时,以管口上中心为基准向下中心分,并用样冲打上标记(图2)。
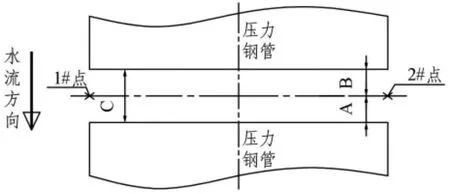
图1 凑合节的位置及其基准点设置示意图
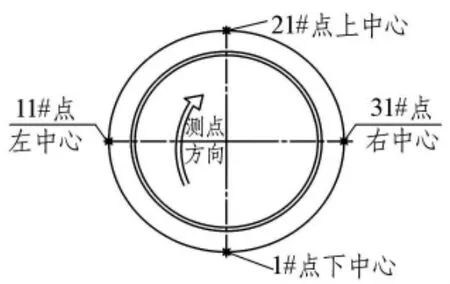
图2 凑合节测量点位分布图
3.2 数据分析与校核
按上述测量方法进行实测,并对相应测点数据进行分析统计,以保证管口间距成“上大下小”倒八字形为目的,在此基础出上再反复对管口间距尺寸进行微调、打磨及复测,以最终保证凑合节能整体顺利放到安装位置且焊缝间隙合理为宗旨。
3.3 钢管轴线控制
要求将凑合节上下游压力钢管的轴线偏差必须调整到2mm范围内。
3.4 凑合节制作数据
凑合节的间隙在既满足规范要求的基础上,又应做到吊装时不出现卡阻现象。经综合分析,每边间隙取2~3mm。制作数据在现场实测A、B值的基础上各减去3mm,偏差为0至+1.0mm。下料时,根据现场分点的距离均布40个点,然后依据现场提供的测量数据进行下料。
4 焊接
4.1 主要焊接工艺
凑合节合拢环缝周长为12.544m,由8名焊工分两班对称连续焊接。坡口间隙要求Δ≤3 mm;对于间隙超过3mm的部位,在坡口面进行逐层堆焊,并保持间隙均匀。堆焊打磨后,对堆焊坡口处做PT探伤;对于坡口面的清理,要求打磨至金属光泽并保证其表面平滑。
焊接时采用多层、多道、对称、分段、退步的焊接方法施工,层间厚度小于4mm;接头错开30 mm,各对称施焊的焊接热输入基本保持一致,控制层间温度不大于200℃。
焊接顺序:焊完大坡口侧60%左右,背面清根,焊接背面小坡口侧,小坡口侧留两层不焊,待焊完大坡口侧以后最后焊完小坡口侧。封底全部采用φ3.2焊条,焊接电流为110~130A,层间采用φ4.0焊条,焊接电流为140~185A。焊接时注意控制每名焊工的一致性。
焊接完成后,立即进行150℃ ~180℃ ×2h后热。
4.2 锤击工艺及要求
(1)锤击工作由专人实施,要求1名焊工配1名锤击人员,锤击过程由承包商质检员跟班进行监督。
(2)锤击采用C6型风铲,风铲钎头磨成R=5mm的球状圆头。
(3)气源压力应能确保风铲工作压力在0.70 MPa(额定压力)左右。
(4)在分段焊接的每一小段里,除打底和盖面层外,每焊一层均进行锤击,锤至一定麻面为止。
5 焊缝内部质量控制
在合拢缝焊接过程中,除进行一系列监测外,对焊缝内部质量也进行了严格的控制。焊接过程中,背面清根后进行了PT检测,检查其是否存在表面裂纹,及时发现焊缝缺陷。焊接结束后,对长12.544m的合拢环缝进行了100%的UT检测,UT探伤一次合格率为99.6%。
6 结语
狮子坪水电站中、下平段压力钢管采用整节凑合安装技术具有相当大的难度。通过施工过程控制及最终检测结果可以得出以下结论:
(1)所述部位压力钢管母材为河南舞阳钢铁有限公司生产的WDB620高强钢,其塑性、柔韧性及可焊性均较好。
(2)对于合拢缝焊缝间隙的验收,笔者认为:在两条焊缝调整完成后,焊前进行间隙和错牙验收;待焊接完成一条焊缝后,对于间隙过大的另一条合拢缝则无须再对间隙进行过高要求,而只需对焊缝错牙进行二次验收;对于间隙过大(超过3 mm)的合拢缝,要求进行均匀堆焊,满足施焊条件即可。
(3)对于凑合节安装方式,无论采用整节或瓦片式安装,其质量都是可以得到保证的。但是,在整节吊装过程中还是容易出现下落不顺畅的情况,说明其预留间隙偏小。另外,在考虑预留间隙时,要充分考虑天气变化带来的影响。
(4)对于尺寸测量的时间选择,必须要等凑合节上下游相邻管节环缝焊接完成后进行。
(5)采用整节凑合方式,避免了凑合节纵缝焊接造成的约束应力。
笔者认为:狮子坪水电站中、下平段采用整节凑合安装技术,在测量控制技术方面、钢管制造精度的提高和施工过程控制方面均具有一定的创新性。
