机床网络DNC的构建与应用
2010-08-07汪代勇吴昌盛
汪代勇 吴昌盛 林 叶
(中物院机械制造工艺研究所,四川绵阳621900)
随着制造企业数控设备的增多,数控加工在生产活动中的重要性不断提高。考虑到数控加工过程中具有数控编程、加工参数调整等不同于传统加工的过程和特点,因此提高数控加工设备的利用率、采集设备的运行数据、管理数控程序的状态等具有重要现实意义。
对于大多数中小型制造企业来说,投资风险大、见效慢、可靠性较差的FMS并不现实。而DNC作为机械加工车间自动化的又一种形式,由于强调信息的集成与自动化,相对于FMS来说具有投资小、见效快、风险低等特点,因而受到不少中小企业的青睐。将DNC系统中加工设备、测量设备、监控设备等通过计算机网络连接在一起形成一个统一的制造执行资源网络并进行有效的管理是充分发挥设备的效能、提高设备利用率、降低设备投资的有效途径之一。
然而由于历史原因,导致数控系统的封闭性,使各个厂家、各个型号机床的通讯方式和通讯协议都不尽相同。因此有必要针对具体的机床通讯协议、接口方式,选择合适的硬件设备建立机床网络,开发机床通讯与数据采集软件,从而达到在应用层屏蔽机床具体通讯细节、为用户提供一致的人机操作界面的目的。
鉴于此,我们使用统一的网络设备将数控机床接入计算机网络,与相关服务器和管理计算机一起构建成DNC网络系统。在系统中实现数控机床与计算机间的双向通讯,进而在应用层实现数控程序产生、分发与回收的过程管理;根据应用需求对机床的部分运行数据进行采集,供上游的子系统(如CAPP、MIS等)使用;实现机床设备信息与车间管理信息系统集成,为制造执行系统(MES)的运行提供了基础支撑,并且为将来更进一步的数字制造方面的应用打下基础。
1 机床网络构建
目前数控机床的DNC接口可划分为计算机直接数控、RS232C/422串口以及网络接口三种形式。其中计算机直接数控主要用于旧数控机床的改造和开放式数控系统,此时DNC计算机将直接控制机床的伺服系统,而数控机床可看作一台计算机;早期配置的数控机床大多仅具备RS232C/422串口,这是比较普遍的接口形式;近几年购置的数控机床大多配置有网络接口,具备网络功能。
在大多数企业中仅具有串口的机床占大多数。考虑到安全防护、设备分置、加工现场的电磁环境以及其它的因素,决定使用光纤作为机床网络的物理传输介质。根据数控机床的通讯接口的差异,使用网卡以及通讯服务器的方式分别将带网络接口与RS232C串口的数控机床接入网络。使用光电转换设备进行信号转换。具体方法为:(1)对具有网络接口的数控机床,采用光电转换器使用网卡接入;(2)对具有串口的数控机床,使用通讯服务器接入,通讯服务器与机床之间用屏蔽串口线连接。机床网络的结构如图1所示。

图1所示的DNC系统中,机床通过光纤以太网连接到机床网络之中。串口数控机床通过通讯服务器接入网络并进行通讯。通讯服务器是个单片机,其主要功能是将机床的串口通讯转换成网络通讯,从而达到拓展通讯距离、提高可靠性的目的。
DNC中心服务器负责与网络上的数控机床进行通讯,数据库服务器负责提供数据存储服务。在DNC中心服务器上使用TCP/IP协议将通讯服务器的IP地址映射成本地的虚拟串口,这样与机床的通讯就变成了与本地串口的通讯。真实通讯时,DNC中心服务器首先与通讯服务器进行网络通讯,再由通讯服务器与数控机床进行串口通讯。因此通讯服务器还具有数据缓冲的功能,可作为机床内存的延伸进行在线加工。
从图1可知,由于采用了以太网的连接方式,保证了DNC服务器与数控机床之间的距离不受限制,可以支持灵活多样的网络拓扑与应用工作模式。
2 软件架构
机床网络构建完成后,就需要进行网络DNC的软件设计。软件采用三层结构由数据库服务器、应用服务器和客户端应用组成,分别运行在专门的数据库服务器、DNC中心服务器以及个人计算机上。软件的组成与结构如图2所示。其中客户端软件与管理和应用需求紧密集成,运行在DNC系统的控制工作站或程序员的个人桌面计算机上,主要用于管理与数控加工有关的技术资料,如工艺规程、数控程序等。数据库位于系统的最底层,为通讯服务和Web服务软件提供数据存储服务。应用服务器又分为通讯服务软件、数据服务软件以及Web服务软件三个部分。
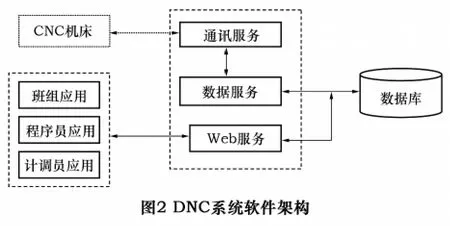
图2右边虚框内是运行在DNC中心服务器上的软件。其中数据服务软件负责通讯服务软件与数据库间的通讯——从数据库中提取数控程序文件供通讯软件发送,或反之将机床上传的程序保存到数据库中。通讯服务软件直接为数控机床提供数控程序的下载与上传服务。通讯服务软件通过数据服务一方面将机床上传到DNC服务器中的数控程序或机床运行信息保存到数据库中,另一方面将客户端提交的数控程序从数据库中提出,保存到DNC服务器上供机床操作员从控制面板下载。Web服务位于数据库与DNC客户端应用软件之间,用于封装系统的应用业务逻辑并屏蔽对数据库的直接访问。DNC客户端应用软件通过Web服务访问数据库,建立与制造执行系统间的联系。
3 服务器软件设计
服务器软件运行在DNC中心服务器上,为客户端应用提供服务。本系统的服务器软件包括通讯服务软件、数据服务软件与Web服务三个模块。
3.1 通讯服务软件
根据数控机床通讯接口以及数控系统协议的不同,通讯服务软件使用串口通讯软件、网络文件服务NFS以及文件传输协议FTP为数控机床的通讯提供支持。其中:
(1)机床串口通讯服务软件可以自主开发或采用商品化的软件。在掌握机床通讯协议的前提下可以自主开发。商品化的软件国外有丹麦CIMCO公司的DNC Max Server,美国 CIMNETS公司的 DNC Professional等可供选择;国内有华洋宏的NET-DNC以及CAXA的产品等。本系统采用的是我们自主开发的机床通讯软件,目前基本能够满足企业的需要。
(2)使用NFS服务软件为Heidenhain系列带网络接口的机床提供数控程序的通讯服务。可以选择随设备赠送的CIMCO NFSServer或PC-NFSServer软件。本系统使用CIMCO NFSServer。
(3)使用FTP服务软件为Fanuc系列带网络接口的机床提供数控程序的通讯服务。可以选择Server-U或MS IIS。本系统使用MS IIS。
3.2 数据服务软件
由于机床与计算机之间的通讯尤其是数控程序的收发以文件的形式进行比较适合实际的需要。因此需要在通讯服务软件与数据库之间添加一个进行数据存储的中间层;另外,为了达到网络上的任意一台客户端管理计算机上都能够与数控机床进行通讯、并且满足管理上对数据进行安全防护的要求,我们开发通讯服务软件与数据库之间的接口程序——数据服务软件。其功能是监视通讯服务器的事件并且进行数据库的读写操作。图3是数据服务软件的工作流程。
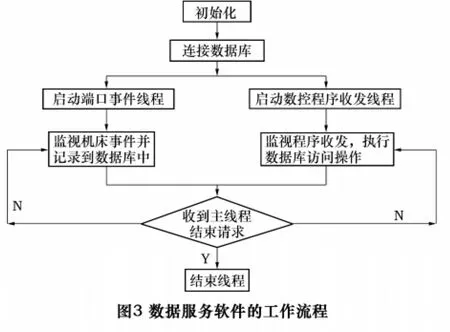
图3中,端口事件线程处理端口事件(机床开停机、收发程序的纪录、机床的事件等)并记录到数据库中。数控程序收发线程与通讯服务软件协同工作,共同完成数控程序的收发任务。其中数控程序收发线程的处理步骤如下:
(1)线程在得到资源后首先查询发送/接收文件列表,将文件发送/接收请求插入到线程所属的文件发送/接收队列之中。
(2)线程接着更新发送/接收文件列表以复位文件发送/接收请求。
(3)通讯服务程序查询到发送/接收请求,从线程所属文件发送/接收队列中取出文件发送/接收命令。
(4)线程将请求发送的数据从数据库中提出、保存到相应机床的发送目录文件中,供机床操作员调用;接收时将上传到机床接收目录文件中的数控程序文件保存到数据库之中。
(5)通讯服务建立自身的文件发送/接收队列,准备与机床进行通讯,等待机床的响应。
(6)若通讯服务检测到机床的响应,则处理文件发送/接收请求,自动将数控程序发送给机床或者反之接收机床上传过来的数控程序。
(7)如果通讯服务处理文件发送请求失败或者等待超时,则在查询到文件发送失败后在队列中插入一条发送失败的记录。
综上所述,从数控程序的接收和发送的观点来看,数据服务负责将数控程序文件从数据库中取出或存入,通讯服务则负责处理将程序文件发送到具体的机床(端口)上的过程,从而实现DNC通讯。
3.3 Web服务软件
Web服务软件是位于客户端与数据库之间的中间层。它一方面封装应用程序的逻辑或规则、屏蔽了数据库的访问细节以增强安全性,另一方面为各种各样的客户端应用(本系统中是班组应用、程序员应用与计调员应用)提供一致的访问接口。尽管客户端应用使用不同的开发工具并且运行在不同的应用系统中,由于使用Web服务而保证了数据的一致性。并且便于扩充以增加新功能。
4 客户端软件设计
应用软件从功能上可划分为DNC应用软件和管理应用软件两部分。管理应用软件根据企业的管理需求设计,运行在相关人员的个人计算机上;DNC应用软件为数控设备的编程提供接口,以WebService形式运行在DNC服务器上为上游的企业应用提供服务。
DNC应用软件接受制造执行系统、车间信息系统等企业信息系统下达的加工计划信息,调用网络DNC提供的各种服务后转化为对设备的控制指令。因此可将DNC应用软件看作企业信息系统对数控设备的编程接口。通过对数控设备的型号、通讯协议、DNC服务等细节进行了封装,使之成为一致的数控设备编程接口,供应用程序员调用。
管理应用软件的功能对数控加工过程涉及的要素进行管理。可以将数控加工看作是参与人员、设备以及加工信息等相关要素参与的、需要满足产品质量管理要求的生产活动过程。对于单件小批量的生产企业,数控加工过程中需要管理数控程序从产生、分发、回收以及归档等各个环节的状态。该过程由班组长、程序员(包括专业编程员、编程的工艺员和编程的操作员)与设备操作员共同完成。具体的活动步骤有:
(1)班组长按派工单分配加工任务,指定操作者与加工设备;并视情况需要向程序员申请数控编程。
(2)程序员完成编程任务后提交数控程序清单并移交给相关人员进行程序质量控制,使程序处于“可发送”状态。
(3)操作者编写符合规定格式的数控程序,或者下载程序文件到机床上。
(4)操作者完成加工任务后,将加工程序上载到DNC服务器上。
(5)操作者在计算机上将刀具参数、对刀坐标等说明信息填写到数控程序卡片上。
对上述数控加工过程涉及到的数控机床、程序卡片、数控程序、零件工序等主要对象及相互关系进行分析,建立实体关系模型。由零件的加工工序以及数控设备的类型决定数控编程任务,将数控程序卡片作为编程的结果予以保存。每个编程任务包含若干张编程程序卡片、上传程序卡片和程序说明文件;每张程序卡片包括一个程序规格说明、若干个程序文件;上传程序卡片包括一个程序规格说明和若干个机床上传程序。
根据实体关系的分析结果进行数据库设计,将数据库的访问操作封装在WebService中。
5 应用效果

根据上述设计思路,我们开发了一个集机床网络DNC、数控程序管理以及车间管理信息系统于一体的DNC应用系统。系统的开发运行环境为:MSVisual C++6.0用于开发串口通讯服务程序;MS Visual Studio 2008+MS SQL2000+LINQ用于WebService开发;WebService运行平台:MS IIS+ .NET 3.5;客户端采用C#开发,运行环境为.NET 2.0;实际运行时将DNC通讯服务软件、数据服务软件、WebService部署在专用的DNC服务器上。图4与图5分别是WebService与客户端的运行结果。

6 结语
通过将数控机床接入计算机网络、开展DNC应用,打通了企业信息系统与制造设备之间的联系通道,通过生产计划信息与设备运行信息之间的相互作用而提高了设备利用率。构建数控机床网络DNC的经济效益主要体现在以下两个方面:
(1)所有连网的机床均能与网络上的计算机之间进行双向通讯。实际运行时机床仅能与DNC通讯服务器通讯,服务器处于后台守护状态。网络上的计算机通过服务器与机床设备交换数据。
(2)数控程序的产生、分发修改与回收的管理规范化。在DNC系统中由于所有与数控机床的通讯都必须通过DNC通讯服务器进行,而高层的应用程序负责数控程序的产生、分发、修改与回收,因此可以进行数控程序的规范化管理。通过将零件、加工工序、数控机床、程序员和操作者等诸多要素与数控程序进行有效的关联,因而可以进行数控程序的状态管理。
1 张其林等.基于工业以太网的DNC通信技术研究[J].机床与液压,2006(8):204~206
2 毛泽平,王敏杰,蔡玉俊.基于以太网的串行机床DNC通信系统的研究[J].机械设计与制造,2005(8):144~146
3 岳秋琴,余华.基于现场总线的 DNC系统研究[J].现代制造工程.2005(3):59~61
4 李微波.数控加工设备网络化技术研究[D]:[硕士学位论文].大连:大连理工大学,2005.
