微型轴承珩磨机结构改进
2010-07-31胡新菊胡鸣初
胡新菊,胡鸣初,肖 琳
(上海天安轴承有限公司,上海 200233)
随着装备制造业的发展,对微型轴承的性能要求也越来越高。高灵敏度外圈直滚道微型轴承的关键技术是启动摩擦力矩和力矩均匀性,因此,采用珩磨方法对轴承外圈直滚道进行加工,以获得高的表面精度。
1 改进前珩磨方法及存在的问题
MBC-1805G卧式珩磨机改进前珩磨杆结构如图1所示。在带有胀缩装置的珩磨杆上安装单根油石,在主轴带动下珩磨杆旋转,工件作直线往复运动,在一定压力和珩磨液的不断作用下,完成对工件表面的珩磨加工。由于珩磨杆的两个定位圆弧由金属材料制成,几乎不磨损,定位效果好,一次对中即可保证整批次套圈滚道的圆度。

图1 改进前珩磨杆
通过调试和一段时间的试珩磨,加工出的工件圆度达到0.5 μm,圆柱度达到1 μm,满足工件的加工精度,但工件表面粗糙度Ra≤0.02 μm,目测检验不合格,在25倍放大镜下能观察到明显的波纹,这些波纹经过反复试验仍无法消除。用Taylor轮廓仪测量一个外滚道Ra=0.012 5 μm的工件表面粗糙度轮廓图,如图2所示。由图可知,波峰、波谷值较大,分布不均且间距大。主要原因为:在珩磨杆旋转和工件往复运动过程中,两个定位圆弧不可避免地对套圈产生摩擦,而这两个圆弧为金属材料,所以使外滚道在25倍放大镜下能够观察到明显的波纹,没有达到表观呈镜面的粗糙度要求,不能满足用户要求。

图2 改进前表面粗糙度轮廓
2 改进措施
为使珩磨机加工的产品满足要求,进行了以下改进:
(1)改进油石的粒度和硬度。油石粒度选用应使磨削量与油石工作压力相协调,油石粒度越细,滚道表面粗糙度越好,但生产率越低。油石硬度过高或过低均会对珩磨效果产生不良影响,造成油石磨损不一致,导致工件圆度误差过大等现象。通过试验,最终选用油石粒度为W3.5,硬度为R;磨料为人造金刚石;结合剂为树脂。
(2)改进珩磨杆结构。在原金属材料制成的定位圆弧处铣槽,并嵌入选用的油石,修整套修整油石轮廓,校准套使珩磨杆对中,当珩磨杆旋转工作时圆周上均匀分布的3根油石同时对外滚道进行珩磨(图3)。

图3 改进后珩磨杆
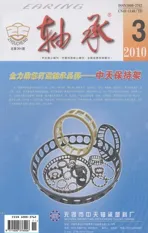
采用改进后的珩磨方式得到的外滚道可达到在25倍放大镜下表观呈镜面的效果,而且由于3根油石同时工作,提高了珩磨效率。图4为外滚道Ra=0.002 7 μm的表面粗糙度轮廓图,从图中可以看出,轮廓高度算术平均值小于0.005 μm,轮廓的最大高度也在要求的范围之内,波峰、波谷值分布均匀且间距小。
图4 改进后粗糙度轮廓
(3)改进调速装置。根据经验,在油石转速一定的情况下,工件的往复频率较慢时珩磨效果更好。由于受设备自身限制,工件的往复频率最小为80次/min,油石最高转速为2 500 r/min,即使工件往复频率与油石转速之比为最小,仍不能满足要求;而且旋转主轴和直线往复运动为电动机采用主、被动皮带轮有级调速,只有固定的6挡,不利于找到最佳速率比。另外,考虑到经济因素,将工件直线往复运动的调速部分改为变频器无级调速,并通过试验得出,工件往复频率与油石转速之比为0.02时两个运动的速度实现最佳匹配, 效果最好。
(4)改进研磨液过滤网精度。研磨液处于一个循环、开放的系统中,环境中的杂质容易进入其中;油石的脱粒也需要滤除,以防止珩磨时工件表面产生波纹。因此,经过试验验证,将过滤网的精度由1 μm提高至0.5 μm,工件的研磨效果较好。但过滤网精度不能小于研磨液有效成分的大小,以防止把有效成分过滤掉,影响研磨效果,对于微型轴承珩磨用研磨液最好不小于0.2 μm。
3 结束语
对MBC-1805G卧式珩磨机采取的改进措施,达到了使微型轴承滚道表面在25倍放大镜下表观呈镜面的良好效果。但不足之处是:油石在珩磨过程中不断磨损,所以在加工过程中需要经常修整油石轮廓,校准珩磨杆中心与套圈孔中心位置,以确保滚道圆度在要求的公差范围内。