转臂式大型轴承套圈淬火设备
2010-07-31张光荣
张光荣
(宁夏机械研究院,银川 750001)
转臂式淬火设备是专为大型轴承套圈的淬火而设计的专用设备,其与模具配套,除工件入模、锁模过程需人工外,实现了淬火过程的半自动化。
目前国内大型轴承套圈淬火过程大体为:工件装在有简易模具的加热托架上,用吊车一起吊入井式炉加热,达到淬火温度后从井式炉中吊出,将工件和模具(托架)一起吊入油池中,上下起吊淬火;而对于较小尺寸工件,多个叠放在托架上,加热后吊出托架,再将单件分吊到模具上,吊入油池上下起吊淬火,淬火后的变形用顶子加回火校正。这样的淬火过程存在热量损失大,模具损耗和占用空间大,吊车故障率高,淬火质量差异大(入油时间的长短所致)等一系列弊端。
转臂式淬火设备将传统淬火设备与模具结合为一体,实现模具的转位、提升与下降,冷却油液的循环及控制等。该设备的模具具有自体液压胀缩功能,可强制阻止工件淬火变形,与淬火压床的功能一样,实现模具保持淬火。转臂式淬火设备是对传统设备的自动化提升。这里仅对该设备的主机、模具与冷却系统进行介绍。
1 主要结构及原理
转臂式淬火设备的结构如图1所示。其工作原理为:机床处于原位时,转臂连同提起的上模停留在转离工作位置的某一角度(根据工件直径的大小,角度可以设定),淬火机构托起下模处于上位。加热出炉的工件被吊车吊入机床的工作位置,由人工扶正,放在下模上。启动按钮,定位销拔出,转臂回位,定位销重新插入使转臂的工作位置固定,提升油缸下行落下上模,到某一位置时,通过人工点动按钮,使上、下模对中插入下模并将契铁旋转一个角度,推入契孔,上、下模连接为一体,此时,模具油缸的高压进油口接通,油缸推动撑开模具到设定尺寸,保持工件。同时,冷却池内油液开始循环,淬火机构下行进入油池,同时,插板油缸动作拔出插板,提升油缸随淬火机构浮动,即模具、工件、提升油缸与淬火机构一起浮动下行,模具及其保持的工件下行进入油池,工件由模具保持在调定的冷却状态下淬火。淬火过程结束后,淬火机构换向,托起工件、模具及浮动的提升油缸,到位后插板插入,结束提升油缸的浮动,同时模具液压缸换向,模具松开。此时,人工抽回契铁,并转回初始位置,上、下模分离,按下按钮使提升油缸提起上模,到位后插销油缸换向拔起插销,转臂回转,将上模转离到设定的角度,插销重新插入,转臂被固定在初始位置。淬火后的工件留在下模上,启动吊车,吊走已淬火的工件,一个工作循环完成,原位等待下一个循环的开始。该设备的模具结构如图2所示。该设备可与井式炉、辊棒炉、多用炉及其他合适的加热设备配套使用。

1—内油池;2—托盘;3—模具;4—提升油缸;5—浮动机构;6—转臂;7—配重;8—立柱;9—淬火机构;10—外油池图1 转臂式淬火设备结构图

1—下模;2—工件;3—上模;4—油缸;5—契铁;6—锁杆图2 模具结构
2 主要技术参数及适用范围
该设备的主要技术参数如表1所示。被淬套圈外径为450~915 mm,高度为25~400 mm,质量为50 ~300 kg。改变模具的工作部分形状和结构,可以适应不同类型和尺寸轴承内、外套圈的淬火。
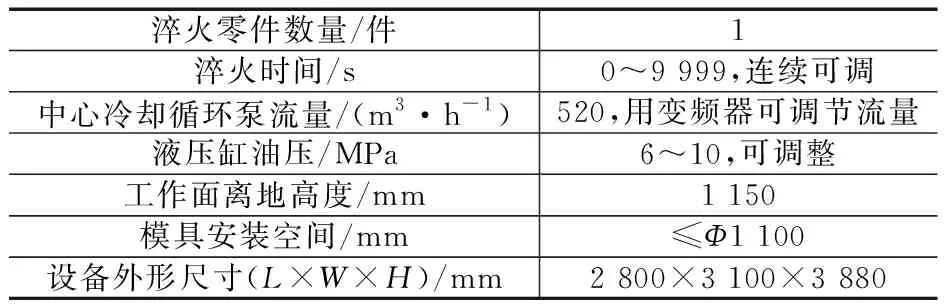
表1 设备的主要技术参数
3 冷却系统
淬火冷却系统由主机油池、管道、循环泵、中心喷油机构等组成。冷却油池内、外分开,外油池与内油池有高度差,油库的冷却油通过管、阀进入内油箱,高出内油箱液面的油液溢流至外油箱,过滤后经管路流回油库,油库与设备油池的油液不停交换以保证冷却油的温度。进油管道装有流量计、压力变送器、阀门等以调节和检测进油管道的流量和压力;回油管道中含有温度变送器,以检测油池中冷却油的温度。
淬火时工件和模具浸入冷却油池中,喷油机构将冷却油从外油池吸入,以调定的压力和流量输回到中心喷油装置,通过分配,分别流经工件外周及模具外周的油道,使工件内、外表面同步冷却。内、外油池中的外循环保证了淬火油液的温度;内循环保证了急冷时的流量和流向要求。内循环泵由变频器控制,减小了频繁启动对泵的损害,而且通过控制泵转速,既保证工件内、外同时冷却淬火的油量,又不使冷却油喷射出油池;淬火完成后,泵低速运转,具有节能效果且为下一循环做好准备。
4 设备特点
(1)立柱转臂结构可将模具提升后转开,便于吊车将加热的工件吊入或已淬工件吊出淬火位置;(2)提升油缸与模具可成浮动状态,使工件入油淬火和出油提升过程中模具不与提升装置分离,方便操作,节省时间;(3)采用托盘支承模具与工件,托盘油缸可拖动托盘连同模具完成入油池或出油池的淬火过程,可有效地利用设备的空间;(4)冷却油池配备有循环供油管路和自循环油泵,油液的温升小,工件的淬透性高;(5)除手动锁模外,各动作可执行程序自动控制,提升了大型轴承套圈淬火的自动化程度,保证了淬火工件的质量。
电气部分采用了触摸屏控制,可方便直观地进行调整和设置。程控柜上设有手动淬火时间设定,具有调整和自动程序控制两种控制模式,设有调整、循环转换开关。在调整位置,设有上升、下降按钮和启动按钮,模具可以在任意位置停留,便于更换模具;在循环位置,只要启动循环按钮,设备会按照设定的程序自动循环工作;需要中途停止运行时,按下急停按钮,一切运行停止。
5 结束语
转臂式淬火设备在满足淬火工艺的同时,减小了工件的淬火变形,降低了材料损耗和返工率,缩短了磨削工时,实现了连续化生产,提高了工作效率,降低了劳动强度。本设备可与各种加热和回火、清洗设备连线使用。根据用户的需要,可以为该淬火设备配备比吊车更为方便、省力的工件转运和传输设备。